26.3-4
|
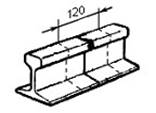
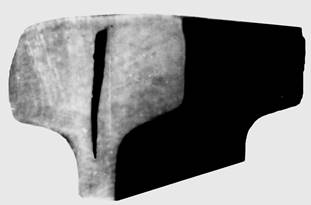
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса после пропуска гарантийного тоннажа.
|
Код дефекта:
в сварном стыке 26.3
26.4
|
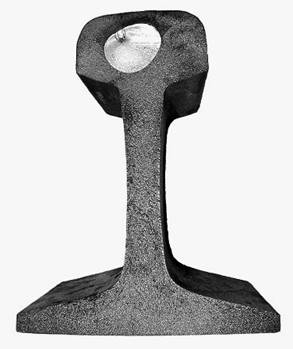
Вид поверхности излома после вскрытия трещины.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса в месте сварки из-за нарушения режимов сварки, наличие участков недопустимой микроструктуры из-за нарушения режимов термической обработки сварного стыка. От зародышевого дефекта развивается поперечная усталостная трещина, имеющая светлую поверхность (если трещина не вышла на поверхность рельса) или тёмную поверхность (если трещина вышла на поверхность рельса и подверглась коррозии). При грубых нарушениях технологии сварки наблюдаются хрупкие разрушения.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр. Контроль сварных стыков проводится в соответствии с действующими технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути, а также правилами контроля стыков алюминотермитной сварки рельсов в пути.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с поперечной трещиной в головке в месте сварки является остродефектным (ОДР) и подлежит замене без промедления.
В сварной плети необходимо вырезать участок рельса с трещиной и вварить новую вставку.
Проинформировать предприятие, которое произвело сварку рельсов, о факте обнаружения дефекта.
|
27.3-4
|
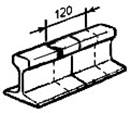
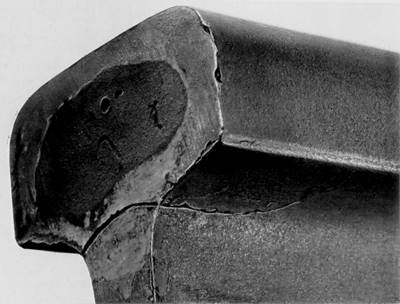
Поперечные трещины в головке из-за нарушений технологии сварки рельсов и обработки сварных стыков, приведшие к отказу рельса до пропуска гарантийного тоннажа.
|
Код дефекта:
в сварном стыке 27.3
27.4
|

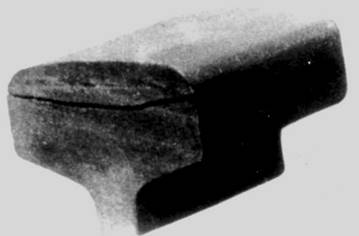
Вид поверхности излома после вскрытия трещины. Дефект сварки в головке и хрупкая трещина от него.
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Наличие непроваров, неметаллических включений, пор, раковин, трещин в головке рельса в месте сварки из-за нарушения режимов сварки, наличие участков недопустимой микроструктуры из-за нарушения режимов термической обработки сварного стыка. От зародышевого дефекта развивается поперечная усталостная трещина, имеющая светлую поверхность (если трещина не вышла на поверхность головки рельса) или тёмную поверхность (если трещина вышла на поверхность головки рельса и подверглась коррозии). При грубых нарушениях технологии сварки наблюдаются хрупкие разрушения.
СПОСОБЫ ВЫЯВЛЕНИЯ
осмотр. Контроль сварных стыков в соответствии с действующей Технологической инструкцией по ультразвуковому контролю сварных стыков рельсов в рельсосварочных предприятиях и в пути и Правилами контроля стыков алюминотермитной сварки рельсов в пути.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с поперечной трещиной головки в месте сварки является остродефектным (ОДР) и подлежит замене без промедления.
В сварной плети необходимо вырезать участок рельса с трещиной и вварить новую вставку.
Предъявить в соответствии с гарантийными обязательствами рекламацию предприятию, которое производило сварку рельсов.
|
30.1-2

|
Горизонтальные продольные трещины в головке из-за нарушения технологии изготовления рельсов.
|
Код дефекта:
в стыке 30.1
вне стыка 30.2
|
|
После вскрытия трещины
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
При наличии загрязнений стали в виде крупных скоплений неметаллических включений, вытянутых вдоль прокатки, в эксплуатации могут возникнуть горизонтальные продольные трещины на глубине более 8,0 мм различной длины. К образованию таких продольных трещин может также приводить постепенное заглубление продольных трещин, образовавшихся на поверхности рельсов и развивающихся сначала на глубине, меньшей 8,0 мм. При глубине залегания их 8,0 мм и более от поверхности катания они обычно имеют значительную протяженность.
Наибольшую опасность представляют поперечные трещины (дефекты 21.1-2, 22.1-2), которые могут образовываться от продольных, и могут привести к поперечному излому рельса (дефекты 71.1-2, 72.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, ультразвуковое дефектоскопирование.
При дефектоскопировании необходимо убедиться в отсутствии поперечных трещин.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с обнаруженной продольной трещиной в головке на глубине более 8,0 мм является остродефектным (ОДР) вне зависимости от длины и зоны расположения трещины по длине рельса, и подлежит замене без промедления.
Предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов.
|
31.1-2

|
Вертикальные продольные трещины в головке из-за недостаточной прочности металла
|
Код дефекта:
в стыке 31.1
вне стыка 31.2
|
|
|

|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Вертикальные продольные, часто клинообразные, расширяющиеся кверху, трещины образуются в результате раздавливания головки рельсов под колесами подвижного состава. Этому способствуют излишнее возвышение наружной рельсовой нити в кривой для данного радиуса кривой и скорости движения поездов (тогда трещины возникают на рельсах внутренней нити), недостаточная прочность рельсовой стали и ее пониженное сопротивление смятию (см. также дефект 41.0,2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр. Ультразвуковое дефектоскопирование.
Особенно тщательно исследовать рельс с уширенной головкой (свыше 85 мм) и наличием продольного желоба.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с вертикальной продольной трещиной в головке является остродефектным (ОДР) и подлежит замене без промедления.
Необходимо восстановить соответствие между возвышением наружного рельса и реализуемыми скоростями движения поездов в кривой.
|
33.1

|
Продольные трещины в местах перехода головки в шейку в зоне болтового стыка.
|
Код дефекта:
в стыке 33.1
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Повышенные динамические воздействия в болтовых стыках, высокие местные напряжения, появлению которых способствуют некачественная обработка кромок торцов рельсов, чрезмерные усилия затяжки стыковых болтов, изношенные накладки, использование вышедших из строя прокладок и подкладок, просадки в стыках, нарушение подуклонки рельсов, односторонняя перегрузка головки рельса.
При развитии трещина может изменить направление и привести к излому - отделению части головки рельса (дефект 73.1).
СПОСОБ ВЫЯВЛЕНИЯ
Внешний осмотр со снятием стыковых накладок, ультразвуковое дефектоскопирование.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс с продольной трещиной в местах перехода головки в шейку в стыковой зоне является остродефектным (ОДР) и подлежит замене без промедления.
При наличии концентраторов напряжений из-за некачественной обработки торцов рельсов (заусенцы, вырывы металла, отсутствие фаски в подголовочной части и др.) в соответствии с гарантийными обязательствами предъявить рекламацию металлургическому комбинату-изготовителю рельсов или предприятию, производившему разрезку рельсов.
|
38.1
|
Трещины в головке в месте приварки рельсового соединителя.
|
Код дефекта:
в стыке 38.1
|

а
|

б
|
Вид горизонтальной трещины от места приварки рельсового соединителя (а) и выкола части головки рельса из-за горизонтальной трещины в месте приварки рельсового соединителя, перешедшей в поперечную трещину (б).
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Из-за нарушения режима приварки рельсовых соединителей могут возникнуть сварочные трещины, непровары, поджоги, которые в результате развития усталостных трещин могут привести к трещинам различной ориентации, к излому и отделению части головки. При повторных приварках рельсовых соединителей необходимо убедиться в отсутствии трещин в местах приварок.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, ультразвуковое дефектоскопирование.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Рельс, имеющий любые трещины в основном металле головки из-за нарушений технологии приварки рельсовых соединителей, является остродефектным (ОДР) и подлежит замене без промедления.
При обнаружении трещин в наплавленном металле за дефектным местом устанавливают периодические наблюдения и при развитии трещины с переходом в основной металл рельс переводят в категорию остродефектного (ОДР) с заменой без промедления.
Предъявить в соответствии с гарантийными обязательствами рекламацию производителю работ по приварке рельсовых соединителей.
| |
 Скачать 2.1 Mb.
Скачать 2.1 Mb.