|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 11.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 11 (продольной трещины) поперечной усталостной трещины (дефект 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров головки рельса измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием или под горизонтальной трещиной поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 11 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине до 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 11 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 11.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов - скорость движения не более -
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов - скорость движения не более -
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Для «коротких» дефектов – скорость движения не более –
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21) в местах образования дефекта 11 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21.
|
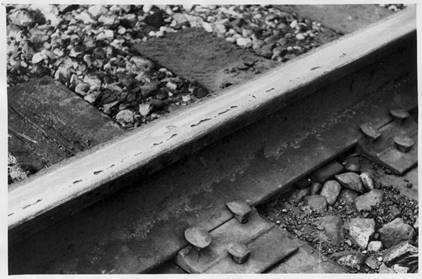
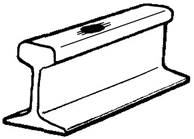
12.1-2
выкрашивания:
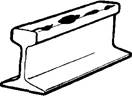
трещины:


|
Трещины и выкрашивания металла на боковой рабочей выкружке или на средней части головки, возникшие изнутри от местных скоплений неметаллических включений, вытянутых вдоль направления прокатки в виде дорожек-строчек, или возникшие от наружной поверхности рельса из-за недостаточной контактно-усталостной прочности рельсового металла, до пропуска гарантийного тоннажа
|
Код дефекта:
в стыке 12.1;
вне стыка 12.2
|



|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Недостатки в металлургическом качестве рельсовой стали (местные скопления неметаллических включений, вытянутых вдоль направления прокатки), определяют недостаточную контактно-усталостную прочность металла. Чаще всего повреждается рабочая грань наружных нитей в кривых участках пути (R = 400-1000 м). Выкрашивания начинаются с образования и развития внутренних продольных трещин (ВПТ) контактной усталости в зоне рабочей выкружки головки рельса.
Трещины контактной усталости также возникают от поверхности катания на средней части головки рельса, постепенно заглубляясь под поверхность катания и образуя протяжённые горизонтальные контактно-усталостные трещины. Часто дефект возникает на выкружке рабочей грани наружных рельсов кривых малого радиуса, может сопровождаться боковым износом. От неглубоких поверхностных параллельных трещин контактной усталости иногда образуется продольная трещина, которая углубляется по мере своего развития.
К дефекту 12.1-2 следует относить продольные трещины с глубиной расположения до 8,0 мм.
Развитие продольных трещин контактной усталости приводит к образованию выкрашиваний.
Наибольшую опасность представляет возможное образование от дефекта 12 поперечной усталостной трещины (дефект 22.1-2 или 21.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от предполагаемого дефектного сечения.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии около дефекта поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие дефекты 12 глубиной h более 2,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) менее 35,0 мм («узкие»), а также глубиной h более 1,0 мм при длине l (вдоль рельса) более 25,0 мм и ширине a (поперек рельса) 35,0 мм и более («широкие») и, кроме того, глубиной более 6,0 мм (до 8,0 мм) при длине 6,1 – 25,0 мм («короткие»), считают дефектными (ДР).
С целью отдаления начала образования дефекта 12 и уменьшения его глубины, длины и ширины должна производиться периодическая профильная шлифовка головки рельсов в соответствии с действующими Техническими указаниями на шлифовку.
После проведения шлифовки улучшаются условия дефектоскопирования рельсов, снижается вероятность образования других аналогичных дефектов в головке и поперечных трещин, развивающихся под прикрытием дефекта 12.
До устранения дефекта шлифовкой, или наплавкой, или (при невозможности или нецелесообразности их выполнения) до замены дефектного рельса должна быть ограничена скорость движения по нему в зависимости от глубины дефекта h:
для «узких» дефектов - скорость движения не более -
120 км/ч при 2,0 < h ≤ 3,0 мм,
100 км/ч при 3,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h;
для «широких» дефектов - скорость движения не более -
120 км/ч при 1,0 < h ≤ 2,0 мм,
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм и замена в плановом порядке,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
Дефектный рельс с «коротким» дефектом глубиной h 8,0 мм и более следует считать остродефектным, и он подлежит замене без промедления.
Глубину и ширину дефекта измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта вдоль головки рельса. При образовании цепочки из отдельных дефектов в длину дефекта включаются те из смежных дефектов, которые расположены на расстоянии, меньшем длины наименьшего из 2-х смежных дефектов.
При длине горизонтальной трещины (вдоль рельса) более 70,0 мм, оцениваемой по пропаданию донного сигнала УЗК, рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
При развитии дефекта 12 на глубину 8,0 мм и более рельс считают остродефектным (ОДР), и он подлежит замене без промедления.
Наблюдения за развитием дефекта производят при очередных проверках рельсов. При обнаружении поперечной трещины (дефект 21 или 22) в местах образования дефекта 12 следует действовать в соответствии с указаниями по эксплуатации рельсов с дефектом 21 или 22.
В обязательном порядке предъявить в соответствии с гарантийными обязательствами рекламацию металлургическому комбинату-изготовителю рельсов.
|
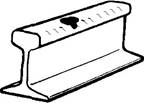
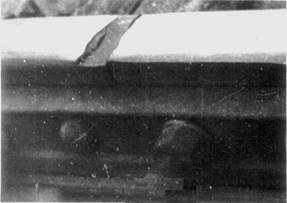
13.1
|
Выкрашивание металла на поверхности катания из-за повышенного динамического воздействия в болтовых стыках.
|
Код дефекта:
в стыке 13.1
|

|
|
ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
В процессе эксплуатации из-за повышенного динамического воздействия колес в болтовых стыках в результате протекания процессов ударной контактной усталости у торца рельса образуются выкрашивания рельсового металла. Ускорению проявления дефекта способствует искривленность рельсовых концов, растянутые зазоры, а также некачественная механическая обработка торцов. Образованию выкрашивания может предшествовать сплыв металла, с образованием выколов металла при слепых зазорах.
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под выкрашиванием поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы, имеющие выкрашивания металла на поверхности катания на концах глубиной более 2,0 мм при длине (вдоль рельса) более 25 мм, а также глубиной более 6,0 мм при длине до 25 мм относят к дефектным (ДР).
Провести наплавку конца рельса по типовому технологическому процессу или замену рельса в плановом порядке.
До устранения дефекта наплавкой головки или при невозможности выполнения этой операции до плановой замены дефектного рельса в зависимости от глубины дефекта h при длине дефекта более 25 мм скорость движения поездов не должна превышать:
100 км/ч при 2,0 < h ≤ 4,0 мм,
70 км/ч при 4,0 < h ≤ 6,0 мм,
40 км/ч при 6,0 < h ≤ 8,0 мм и замена в первоочередном порядке,
25 км/ч при 8,0 < h.
При глубине дефекта более 6,0 мм и длине более 25,0 мм дефектные рельсы заменяют (ЗПП) или восстанавливают в первоочередном порядке.
Длину дефекта (вдоль рельса) определяют по его наибольшему протяжению от торца рельса. Измерения размеров дефекта выполняют линейкой и штангенциркулем с глубиномером или универсальным шаблоном измерон модели 00316 и др.
При образовании выкрашиваний и выколов металла, препятствующих надежному дефектоскопирование головки и шейки рельса, рельс также может быть отнесен к дефектным из-за его контроленепригодности (дефект 19).
Наблюдения за развитием дефекта производят при очередных проверках рельсов.
При возникновении дефекта в эксплуатационных условиях, отвечающих гарантийным обязательствам, предъявить рекламацию металлургическому комбинату-изготовителю рельсов.
|
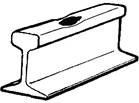
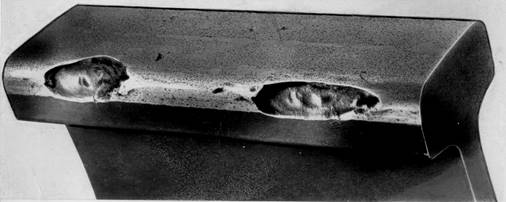
14.1-2
|
Пробоксовка в виде местного износа и выкрашивания металла в местах термомеханических повреждений головки рельса из-за боксования, юза колес подвижного состава или нарушения режимов шлифования рельсошлифовальными поездами.
|
Код дефекта:
в стыке 14.1
вне стыка 14.2
|

ПРИЧИНЫ ПОЯВЛЕНИЯ И РАЗВИТИЯ
Ненормативное воздействие колес подвижного состава при боксовании и юзе вызывает образование на обеих рельсовых нитях местных участков термомеханических повреждений с образованием хрупких поверхностных слоев с измененной микроструктурой металла рельсов. Эти повреждения проявляются в виде местного износа (седловин) на поверхности головки, трещин и выкрашиваний. То же происходит с рельсами при нарушении режимов их шлифовки рельсошлифовальными поездами.
Наибольшую опасность представляет возможное образование в местах термомеханических повреждений поперечной усталостной трещины (дефект 24.1-2).
СПОСОБЫ ВЫЯВЛЕНИЯ
Внешний осмотр, контроль линейных размеров измерительными приборами (линейка, штангенциркуль с глубиномером, универсальный шаблон измерон модели 00316 и др.), ультразвуковая дефектоскопия в пределах ±300 мм от дефекта.
При ультразвуковом дефектоскопировании необходимо убедиться в отсутствии под дефектом поперечной трещины.
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
Для скоростей движения 140 км/ч и менее рельсы с пробоксовками глубиной более 1,0 мм считаются дефектными (ДР) и подлежат ремонту наплавкой для ликвидации отдельных пробоксовок или шлифовке рельсошлифовальными поездами при массовых поражениях рельсов этим типом повреждений.
До устранения дефекта наплавкой, шлифовкой, фрезерованием или плановой замены в зависимости от глубины пробоксовки и наличия и глубины выкрашиваний в месте пробоксовки скорость движения поездов по таким рельсам не должна превышать указанную ниже:
|
Глубина
пробоксовки h, мм
|
Глубина
выкрашивания h1, мм
|
Скорость поездов, км/ч
не более
|
1,0 < h ≤ 2,0
|
нет
|
120
|
h1 ≤ 2,0
|
70
|
более 2,0
|
25 и ЗПП
|
2,0 < h ≤ 3,0
|
нет
|
70
|
h1 ≤ 2,0
|
40 и ЗПП
|
более 2,0
|
25 и ЗПП
|
3,0 < h ≤ 4,0
|
нет
|
40 и ЗПП
|
h1≤ 2,0
|
25 и ЗПП
|
более 2,0
|
25 и ЗПП
|
более 4,0
|
нет
|
25 и ЗПП
|
h1≤ 2,0
|
25 и ЗПП
|
более 2,0
|
25 и ЗПП
|
Глубину пробоксовки измеряют по наибольшему значению по оси головки рельса от ее рабочей поверхности (жесткой металлической линейкой и штангенциркулем с глубиномером, или универсальным шаблоном измерон модели 00316 и др.), глубину выкрашивания измеряют в месте его наибольшего развития, а длину - по протяжению данного дефекта (вдоль рельса).
При неполном устранении дефекта рельс переводят в тот типоразмер дефекта, которому соответствует оставшаяся не устраненной глубина дефектного места.
При полной ликвидации дефекта рельс исключают из | |
 Скачать 2.1 Mb.
Скачать 2.1 Mb.