Лекция Ремонт. Жндеу трлері. Жндеу циклдары. Электржабдытарды жоспарлы сатандыру жндеу жйелері
 Скачать 1.39 Mb. Скачать 1.39 Mb.
|

|
Жөндеу түрлері. Жөндеу циклдары. Электржабдықтардың жоспарлы – сақтандыру жөндеу жүйелері Электрлік және электрмеханикалық жабдықтың жөндеулерін жіктеу К ө л е м і бойынша жөндеулер ағымдағыға, орта және күрделіге бөлінеді. Ағымдағыларға жабдықты эксплуатациялау кезінде оның жұмыс қабілетін кепілдік қамтамасыз етіп, оның кейбір бөлшектерін ауыстырып, қалпына келтіріп, реттеуден тұратын жөндеулерді жатқызады. Ағымдағы жөндеу жабдық орнатылған жерде, оны тоқтатып, ағытып жүргізіледі. Орта жөндеуде жабдықты толық немесе кейбір жерлерін бөлшектеп, тозған бөлшектері мен түйіндерін жөндеп және ауыстырып, оқшауламаның сапасын қалпына келтіреді. Мұнда жабдық жұмысының негізгі техникалық көрсеткіштері қалпына келтіріледі. Күрделі жөндеуде жабдықты толық бөлшектеп, оның кез келген бөліктерін, орамдарды қосқанда, ауыстырып немесе қалпына келтіреді, мұнда жабдықтық ресурсын толық (немесе оған жақын) қалпына келтіреді. Қазіргі кезде негізінде жөндеудің екі түрін пайдаланады: ағымдағы және күрделі, кейде жабдықтың кейбір түрлеріне орта жөндеу де қарастырылады. А р н а л ы м ы б о й ы н ш а жөндеулер қалпына келтіруге (восстановительный), қайта құруға (реконструкция) және жаңартуға (модернизация) бөлінеді. Қалпына келтіру жөндеуі бөлек түйіндердің және барлық құрылғының толық қиыстырмасын өзгертпей жасалады. Жабдықтың техникалық сипаттамалары өзгермейді. Қайта құруда іс жүзінде жабдықтың техникалық сипаттамалары өзгермегенде кейбір түйіндердің қиыстырмасы өзгеруі және олар жасалған кейбір материалдар ауыстырылуы мүмкін. Жаңартуда бар түйіндер мен қолданатын материалдарды ауыстырып және жетілдіріп, жабдықтың техникалық сипаттамаларын, жаңа осы кездегі жабдықтың сипаттамаларына жақындатып, маңызды жақсарту мегзеледі. Ө т к і з у ә д і с і б о й ы н ш а жөндеулер еріксізге (принудительный) және қараудан кейінгіге (послеосмотровый) бөлінеді. Еріксіз әдіс негізінде жауапты жабдыққа қолданылады. Оның маңызы белгілі уақыт арасында электрлік және электрмеханикалық жабдыққа міндетті түрде күрделі жөндеу жүргізуде, сосын белгілі кезең арасында жөндеу циклының ұзақтығына және оның құрылымына сәйкес ағымдағы және орта жөндеулерді жасауда. Мұнда жабдықтың ресурсы жөндеулер арасында толық пайдаланылмайды және жөндеуге ақаусыз жабдық түсуі мүмкін. Сондықтан жөндеудің мұндай түрі өте қымбат. Жөндеудің қараудан кейінгі әдісінде электрлік және электрмеханикалық жабдық күрделі жөндеуге тек қараудан және кезекті ревизия кезіндегі профилактикалық сынақтардан кейін жіберіледі. Жабдықтың ресурсы бұл жөндеудің әдісінде толық пайдаланылады, сондықтан жөндеулердің құны аз. Бірақ кезектен тыс жоспарланбаған жөндеудің мүмкіндігінен оны өткізу Процесі қиындайды және оның ұзақтығы көбейуі мүмкін. Еріксізден жөндеудің қараудан кейінгі әдісіне негізгіге жатпайтын және жеткілікті ауыстыратын паркі бар бұқара қолданылатын жабдықты ауыстыруға болады. Ұ й ы м д а с т ы р у ф о р м а с ы бойынша жөндеулер орталықтанғанға, орталықтанбағанға және араласқа бөлінеді. Орталықтанған формада (централизованный) электрлік және электрмеханикалық жабдықтың жөндеуі, сынақтары және баптауы жергілікті жөндеу – эксплуатациялық қызметтерді пайдаланбай арнаулы жөндеу – баптау кәсіпорындарымен жасалынады. Жөндеудің бұл формасына фирмалық ТҚК де жатады (қазіргі уақытта жауапты импорттық жабдыққа жүргізіледі). Жөндеудің бұл формасын жетілдіруге жабдықтың орталық аумастыру фондын жасау және оның номенклатурасын кеңейту, сонымен қатар жөндеу кәсіпорындарының қызмет көрсету аймағын ағымдағы жөндеулерге және профилактикалық қызмет көрсетуге тарату жатады. Жөндеудің орталықтанған формасы жұмыстардың ең жоғары сапасын қамтамасыз етеді. Орталықтанбаған формасында (децентрализованный) жабдықты жөндеу, сынау және баптау осы жабдық орнатылған кәсіпорынның жөндейтін қызметтерімен жасалынады. Жөндеудің аралас формасында жұмыстардың бір бөлігі орталықтанып жасалынады (сырт ұйымдармен), ал қалғаны орталықтанбай (өзінің жөндеу қызметтерімен). Орталықтандыру дәрежесі кәсіпорынның сипатынан, жабдықтың типі және қуатынан тәуелді. Жөндеу өндірісін жобалағанда екі жоспарлы күрделі жөндеулердің арасындағы күнтізбе уақытын анықтайтын жөндеу циклы ұғымы ендіріледі. Жаңадан эксплуатацияға ендіріліп жатқан жабдық үшін жөндеу циклы деп эксплуатацияға енген кезден бірінші жоспарлы күрделі жөндеуге дейінгі күнтізбелі уақытты айтады. Жөндеу циклының ұзақтығы эксплуатация жағдайымен, сенімділіктің көрсеткішіне қойылатын талаптармен, жөндеуге жарайтындығымен, техникалық эксплуатацияның ережелерімен және электрлік және электрмеханикалық жабдықты жасайтын зауыттың нұсқауларымен анықталады. Әдетте жөндеу циклы 41 сағаттық жұмыс аптасындағы сегіз сағаттық жұмыс күнімен саналады (арнаулы өндірістердің жабдығы үшін жөндеу циклының есебіне осы жабдық жұмысының нақты графигі енуі мүмкін). Жөндеудің жоспарлы-ескертпелі жүйелері. Электр жабдықты жөндеужөндеудің қабылданған жоспарлы-ескертпелі жүйелеріне сәйкес жүргізіледі(ЖЕЖ). Жөндеудің мерзімділігі және көлемі жұмыс режиміне тәуелділікте, электр жабдықты пайдалану шартында және техникалық күйінде ЖЕЖ жүйесімен қойылады. Сондықтан, ЖЕЖ жүйесі – бұл орындалуы электр жабдықтың ұзақ және апатсыз жұмысын қамтамасыз ететін ұйымдастырылатын және техникалық шаралардың жүйесі. Өнеркәсіп кәсіпорнының электр жабдығының ЖЕЖ ұйымдастыруда үш негізгі жүйе бар:орталықтандырылған, децентрализацияланған және аралас. Орталықтандырылған жүйе кезінде жөндеуді электр жабдықтың немесе жұмыстың түрі бойынша арнайыланған бірнеше жөндеу қызметтері орындайды. Бұл қызметтер кәсіпорынның бас энергетигіне бағынады. Цехтың немесе қосалқы станцияның қызмет көрсететін электр жабдықтары, жұмысшысы қадағалау және кіші ағымдағы жөндеу бойынша жұмыстарды ғана орындайды. Децентрализацияланған жүйе арнайыланған жөндеу қызметтерінің болмауымен сипатталады. Барлық электр жөндеу жұмыстарын жауапты басшыға административті бағынатын, мысалы, цех басшысы электр жөндеу шеберханасының немесе бригаданың жұмысшысы орындайды . Аралас жүйе кәсіпорын құрылымында электр жөндеу шеберханасы және бригадасы бар, көлемі және күрделілігі бойынша кішігірім жөндеу жұмыстарын,сол сияқты, күрделі және көлемі бойынша үлкен жұмыс болып табылатын арнайыланған жөндеу қызметтерін де орындайтындығымен сипатталады. Қазіргі кезде техникалық диагностика және жөндеу жүргізу үшін жөндеу мерзімін қысқартуға болатын (жабдықтың күйін анықтау және қателіктерді табу), жөндеуде шығындарды азайтуға және электр жабдықты пайдалану эффектілігін жоғарылататын есептегіш және микропроцессорлы техника құралдары (қондырғылар, стендтер, диагностикалауға және электр жабдықты тексеруге арналған қондырғылар) кең көлемде қолданылады. Жөндеу түрлері. Кәсіпорын электр жабдықтарының ЖЕЖ туралы жағдайымен орындалатын жөндеудің бірнеше түрлері (ағымдағы және күрделі, орташа және күрделі немесе ағымдағы, орташа және күрделі) қарастырылған.Тәжірибеде кеңінен электр жабдықтың көп бөлігі үшін қарастырылған жөндеудің екі түрі: ағымдағы және күрделі қолданылады. Ағымдағы жөндеу кезінде барлық электр жабдықтарын тексергеннен кейін ұсақ ақауларды жояды, электр жабдықтың қалыпты жұмысын келесі жоспарлы жөндеуге дейін қамтамасыз етуге мүмкіндік беретін механизмдерді реттейді және көлемі бойынша кіші жұмыстың басқа қатарын орындайды (мысалы, сақтандырғыштың зарядкасын балқыған қоспамен ауыстырады, аппараттың түйіспелерінің күйіп кеткен тазалағышын тозған щеткаға ауыстырады). Ағымдағы жөндеулер әдетте электр жабдықтар өндірістік жабдықтың қысқа мерзімді кідірісінде өңдеусіз жүргізіледі. Трансформаторлардың ағымдағы жөндеуі кезінде трансформаторды және барлық арматураларды: кеңейткіштерді қоқыстардан тазалау; май құю (қажет кезінде); май көрсеткіш қондырғыларды тексеру, түсіргіш кранды толтыру, трансформаторлардың төменгі жақтағы сынауыш сақтандырғыштар нөлмен жерлендірілген, жұмыс және қорғаушы жерлендірудің, орама оқшауламасының кедергісі, трансформатор майын тексеру, газдық қорғанысты тексеру сыртқы тексерулері жүргізіледі. Орташа жөндеуең жауапты бөлшектердің және электр жабдықтардың түйіндерінің артық тозуын ескертеді. Мұндай жағдайда, бөлек бөлшектерді ауыстырады, электр қозғалтқыш орамасының тура бөлшектерін ақаулардан шеттетеді, щетка ұстағыштарды жөндейді (серіппені және иілгіш байланыстарды ауыстырады), фазалы роторлы электр қозғалтқыштардың түйіспелі сақиналарын тегістейді және т.с.с. Күрделі жөндеу кезінде бөлек негізгі бөлшектерді және электр жабдықтарының түйіндерін ауыстырады және қайта орналастырады. Мысалы, жөндеудің бұл түріне электрлік машиналардың статорлық немесе роторлық орамаларына жіп орау, электр қозғалтқыштардың сырғанау подшипниктерін қайта төгу, күштік трансформаторларға жаңа орама орналастыру және дайындау жатады. Кеүрделі жөндеу әдетте, электр жабдықты жекелей немесе толық өңдеу кезінде жүргізіледі. Кейде күрделі жөндеу кезінде электр машиналары, трансформаторларды және коммутациялық аппараттарды модернизацияда жүзеге асырады, яғни, құрылымын жетілдіреді, пайдалану көрсеткіштерін жақсартады, сенімділігі және басқа да сипаттамалары жоғарылайды. Модернизацияның басты мақсаты жөнделетін электр жабдықтың техникалық көрсеткіштерінің жабдықтың жаңа техникалық көрсеткіштерге ең жақын жуықтауы. Осы уақыт жоғалтуы кезінде электр жабдықты модернизациялауда құралдар және материалдар оның модернизациясынан кейін мақсатқа жететін техникалық немесе экономикалық нәтижелерімен дәлелденген болуы керек. Егер күрделі жөндеу кезінде модернизация құрылымның және жабдықтың негізгі техникалық параметрлерінің өзгеруімен жүзеге асатын болса, онда ол күрделі-қайта құрастыру жөндеуі деп аталады. Трансформаторлардың күрделі жөндеуі кезінде трансформаторды жару өңделеді; өзекшені көтеру және оны тексеру; суырмалы бөлшекті жөндеу (болаттар, орамалар, ауыстырып қосқыштар, бұрғыштар); тазалағыш қондырғыларды жөндеу; былғарыны сырлау және тазалау; бақылаушы-өлшегіш құралдарды тексеру; сигналды және қорғаушы қондырғылар; майды тазалау және ауыстыру; оқшауламаны кептіру; трансформаторды жинау, қойылған өлшеулержәне тексерулер жүргізіледі. Жөндеу жұмыстарын жоспарлау.Электр жабдықты жөндеу жөндеу аралық периодтан, жөндеу циклдарынан және олардың құрылымдарынан шығарылып жоспарланады (2.1-сурет). Жөндеу аралық период – электр жабдықтың екі кезекті жоспарлы жөндеулерінің периоды, мысалы, көршілес ағымдық, ағымдық және күрделі немесе ағымдық және орташа жөндеулер. Жөндеу циклі – электр жабдықтың жұмысының екі кезекті күрделі жөндеу мен пайдаланудағы бірінші күрделі жөндеуге дейінгі уақыт аралығы. 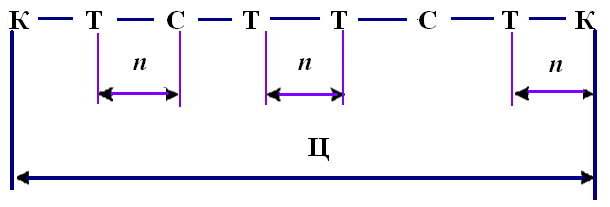 2.1-сурет Жөндеу циклінің құрылымы Ц: К – күрделі жөндеу; Т –ағымдағы жөндеу; С – орташа жөндеу; п – жөндеу аралық период Жөндеу циклінің құрылымы бір жөндеу циклінің ұзақтығындағы ағымдағы және орташа жөндеулердің жинағын көрсетеді. Жөндеу аралық периодтың және жөндеу циклінің ұзақтығын анықтау үшін негізгі электр жабдығы берілген режимде қалыпты жұмыс істей алатын есептік (немесе нақты) уақыт қызмет етеді. Мұндайда өте жылдам тозатын электр жабдықтың түйіндері мен бөлшектерінің қалыпты жұмыс ұзақтығына бағытталады. Кәсіпорын электр жабдықтарын жөндеу бір жылда квартал және ай бойынша бөліп, жоспарланады. Жөндеуді бұлай жоспарлау ағымдық (электр жабдықты ең ұзақ периодқа жоспарлау перспективті деп) деп аталады. Электр жабдықты жөндеудің жалпы немсе жергілікті тораптық графиктер көмегімен жөндейтін оперативті түрі де бар (2.2-сурет). Жалпы тораптық график нақты кешеннің электр қондырғысын(бөлек электр қондырғыны, қосалқы станцияны, цехты) жөндеуді, ал жергілікті график – электр жабдықтың жөндеудің бөлек үлкен бөлігін (қуатты электр қозғалтқышты, күштік трансформаторды) қарастырады. Жөндеу жұмыстарының ең жақсы ұйымдастырылуының орталықтандырылған материалмен, бейімделуімен және механизммен қамтылуы кезінде алдын ала құрастырылған тораптық графикті қолдануында мақсатқа жетуі мүмкін. Электр жабдықты жөндеудің тораптық графигі жалпы және жергілікті болуы мүмкін. Жалпы тораптық график белгілі кешеннің электр жабдықтарын жөндеуді, мысалы, барлық қосалқы станцияның электр жабдықтарын жөндеу жұмыстары бойынша, ал жергілікті график қосалқы станция бөлшектерін жөндеуді, мысалы, құрылыс бөлшектерін, шатырды, вентильдерді және т.б. жөндеу бойынша жұмысқа қосылған таратушы құрылғыны жөндеуді қарастырады. Тораптық график жоспарланған жұмыстың және алынған нәтижелердің өзара байланыстарын орнатуға, жоспарды өте дәл есептеуге, өз уақытында оны қысқыртуға мүмкіндік береді. Тораптық жоспарлау көптеген факторлардың талдауының нәтижесінде және өндірістің жөндеу жұмысының анықталған кезектілігін қарастырады: 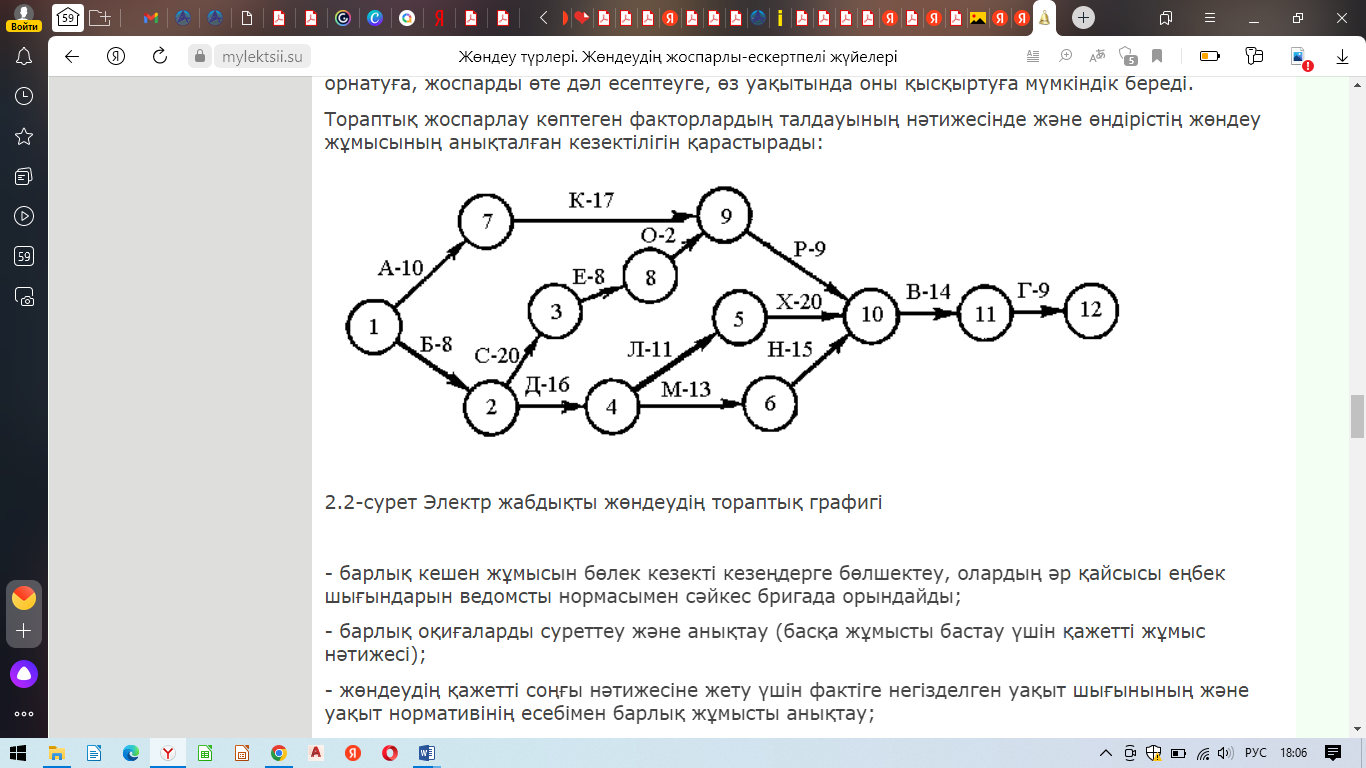 2.2-сурет Электр жабдықты жөндеудің тораптық графигі - барлық кешен жұмысын бөлек кезекті кезеңдерге бөлшектеу, олардың әр қайсысы еңбек шығындарын ведомсты нормасымен сәйкес бригада орындайды; - барлық оқиғаларды суреттеу және анықтау (басқа жұмысты бастау үшін қажетті жұмыс нәтижесі); - жөндеудің қажетті соңғы нәтижесіне жету үшін фактіге негізделген уақыт шығынының және уақыт нормативінің есебімен барлық жұмысты анықтау; - тораптық графикті құрастыру; - баға жүйесі негізінде график бойынша әр жұмыстың орындалу уақытын анықтау; - күрделі жолдардың есебі, яғни, барлық жұмыстың орындалуының ең ұзақ уақыттағы жолы; - резервті уақытты анықтау; - графиктің талдауы және оптимизациясы және күрделі жол уақытын қысқарту бойынша шараларды өңдеу; - тораптық график көмегімен жұмыс жүрісін басқару. Түйіспелі торап (2.2 сурет) бөлек операциялардың және жұмыс элементтерінің орындалу схемасын жабдықты жөндеу бойынша, сондай-ақ, олардың өзара байланысын, ретін, жұмысты орындауын бақылау және технологиялық кезекпен орындалуын ұсынады. Оған жұмыстарды және оқиғаларды түсіреді. Әр оқиға жқмыстың басталуымен және аяқталуымен сипатталады, ал жұмыс келесіге алдыңғысынан өтетін жетілдірілуі қажет әрекетті білдіреді. Жұмыс графикте шеңбермен белгіленіп, оқиғалар арасындағы байланысты көрсететін нұсқағышпен белгіленеді. Жұмыс нақты, анық бейнеленген және жауапты орындаушысы болуы керек; оның ұзақтығы сағатпен немесе күнмен анықталады. Тораптық графикті өңдеудегң маңызды элемент – күрделі жол ұзақтығын анықтау. Графикте жолдар басындағы және соңындағы оқиғаларды көрсететін жұмыстардың өзара байланысын білдіретін сызықтармен келтірілген. Сонымен, 2.2-суретте 1-оқиға А-10 и Б-8 жұмыс басы болып, ал 2 және 7-оқиға осы жұмыстардың нәтижелері болып табылады. Өз кезегінде, 2 және 7-оқиғалар, алдыңғы А-10 және Б-8 жұмысының келешек нәтижесі, К-17, С-20 және Д-16, т.б. жұмыс басы болып табылады. Нұсқағыш графигін құрастыру кезінде шығатын жұмыс оқиғасының нөмірі ол кіретін жердің оқиға нөмірінен аз боп, солдан оңға қарай жүру керек. Тораптық графикте кіретін және шығатын жұмыстар ерекшеленеді. Графикте 2-оқиға жұмысы үшін Б-8 кіретін, ал Д-16 мен С-20 –шығатын жұмыстар. Нұсқағыш үстіндегі әріп жұмыс индексін, ал сан – жұмыс ұзақтылығын көрсетеді. Жөндеудің тораптық графигінде барлық кешен жұмысының жалпы аяқталу уақытына тәуелді таратушы қондырғылардың (майлы ажыратқышты, трансформаторларды, вентиляцияны және т.б. жөндеу) жөндеуі бойынша бөлек жұмыстар анық көрсетілген. Бұл мерзім шығатын оқиғадан аяқтаушы оқиғаға дейінгі кішігірім ұзақтылық жөндеу жұмысын орындау жүйелілігімен анықталады. Бұл жүйелілік тораптық графиктегі күрделі жолды (қалың сызықпен белгіленген) анықтайды. Трансформатордың күрделі жөндеуі кезінде жұмыс жүргізу жүйелілігі типтік технологиялық үрдістің тораптық моделімен анықталады (2.3-сурет). Жөндеудің тораптық графигі жүйеліліктің, жұмыс өндірісінің мерзімі мен ұзақтылығының, жұмыс ауысымының, жөндеуші жұмысшылардың кәсіби және сандық құрамының көрсеткішімен қондырғыны жөндеу үрдісінің (құрамдық бөлігі немесе жүйесі) құрамдық графикалық бейнелеу, ұйымдастыру-басқару құжаты болып табылады. Сетевой график ремонта разрабатывается в соответствии с «Методическими указаниями по разработке и применению системы сетевого планирования и управления при ремонте оборудования подстанций». 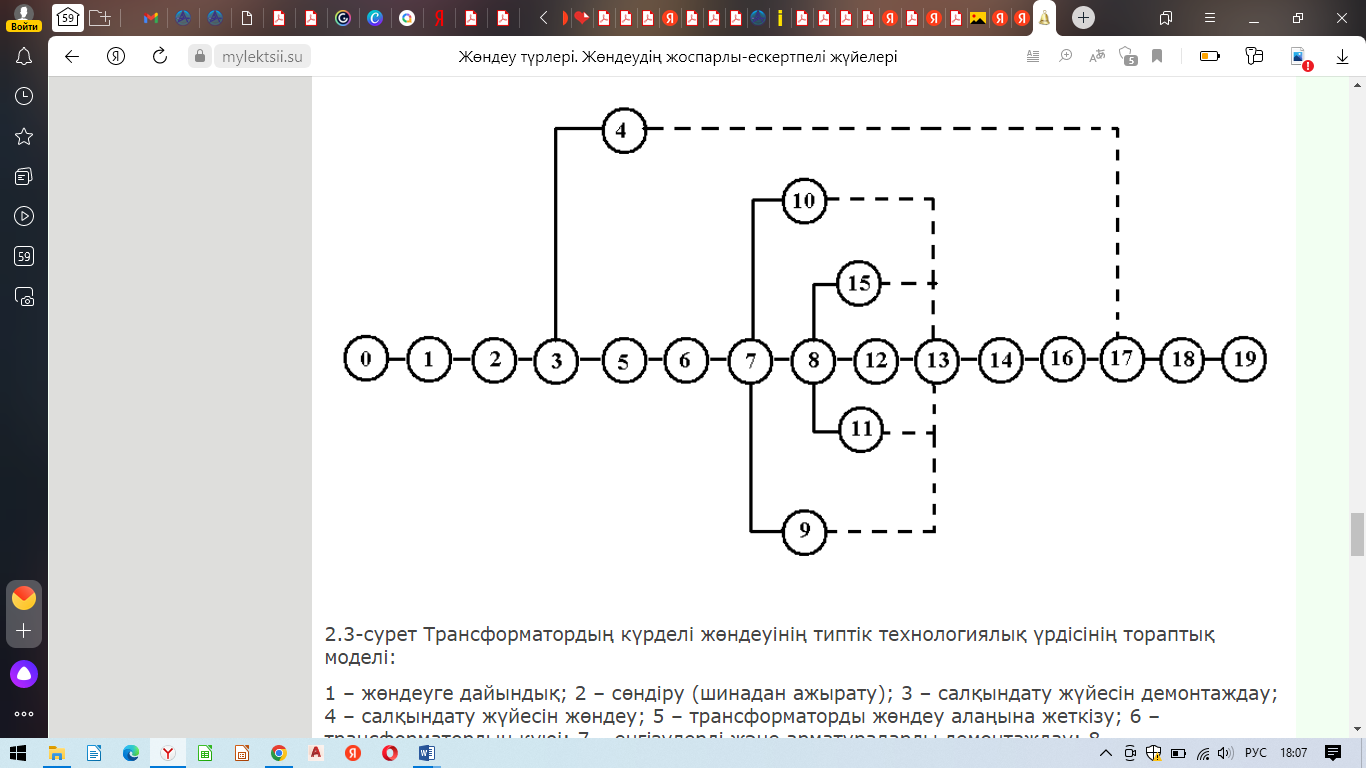 2.3-сурет Трансформатордың күрделі жөндеуінің типтік технологиялық үрдісінің тораптық моделі: 1 – жөндеуге дайындық; 2 – сөндіру (шинадан ажырату); 3 – салқындату жүйесін демонтаждау; 4 – салқындату жүйесін жөндеу; 5 – трансформаторды жөндеу алаңына жеткізу; 6 – трансформатордың күюі; 7 – енгізулерді және арматураларды демонтаждау; 8 – трансформаторды жару; 9 – енгізулерді тексеру және жөндеу; 10 – арматураларды жөндеу; 11 - бакты жөндеу; 12 – белсенді бөлікті тексеру және жөндеу; 13 - трансформатор жинағы; 14 - трансформатор майын құю; 15 – ауыстырып қосқыш қондырғыны жөндеу; 16 – трансформаторды тексеру және күюі; 17 - трансформаторды қондырғы орнына ауыстыру; 18 - трансформаторды іргетаста монтаждау; 19 – қорытындылаушы жұмыстар Трансформаторды жөндеуге дайындық техникалық құжаттаманың жинақтылық тексерісіне қосу, жөндеу алаңына дайындау, технологиялық жабдықтың, жабдықтаудың және құралдың жұмысқа қабілеттілігін тексеру, керек, сондай-ақ, қажетті материалдардың бар екенін анықтау қажет. Трансформаторды күрделі жөндеуде техникалық құжаттама жинағына мыналар кіруі міндетті: - зауыт-өндірушінің техникалық құжаттамасы; - тораптық график; - темір жолға дайындық туралы акт; - бағыттық технолргиялық үрдіс; - технологиялық жабдықтың, жабдықтаудың және құралдың тізімі; - жөндеуге қажетті материалдар тізімі. Жөндеу алаңы белсенді бөлікті және енгізулерді шаңнан және ылғалдан, сонымен қатар, 2.4-суретте келтірілген сұлбаға сәйкес технологиялық телімдер аралық байланысты және орналастыруды қорғауды қамтамасыз ету керек. 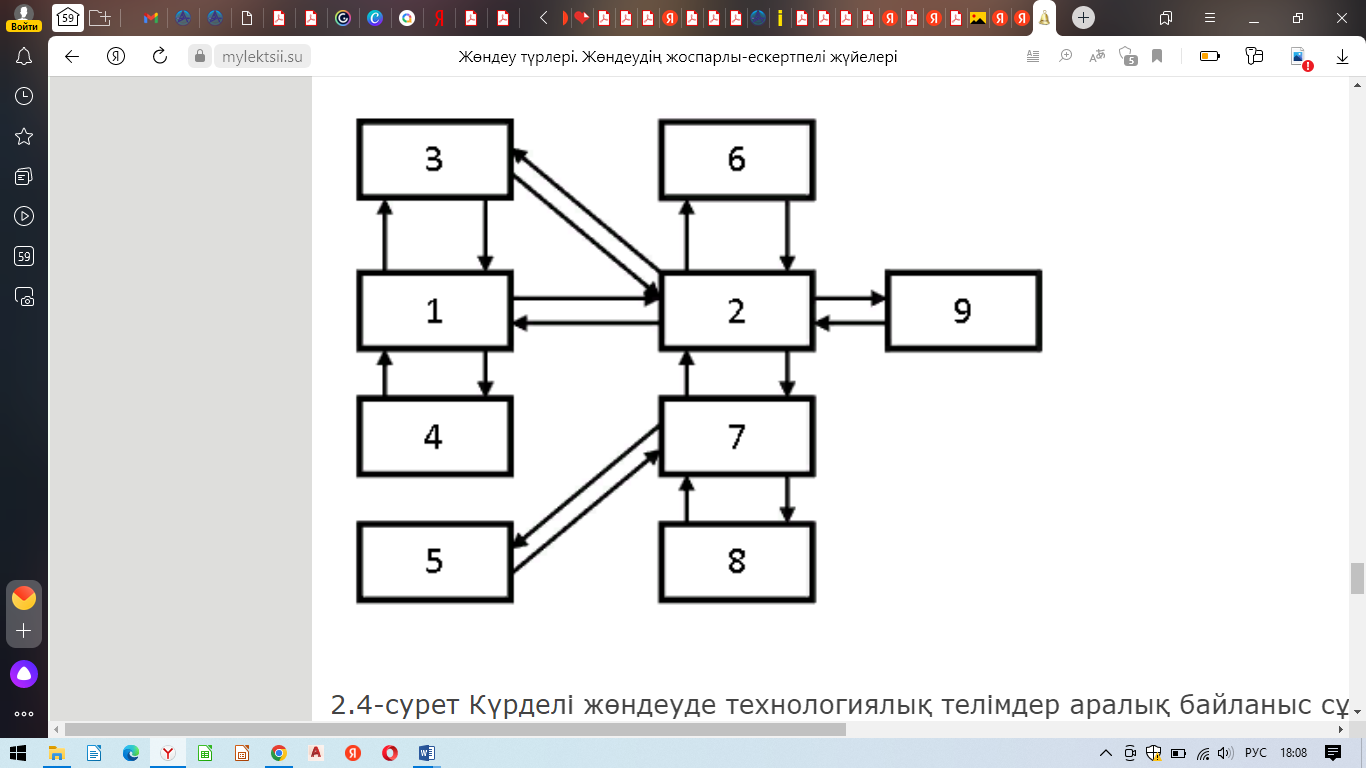 2.4-сурет Күрделі жөндеуде технологиялық телімдер аралық байланыс сұлбасы: 1 – трансформаторды орнату орны (демонтаждау және монтаждау); 2 – белсенді бөлікті жөндеу телімі; 3 – майда бөлшектерді және түйіндерді дайындау телімі; 4 – салқындату жүйесін жөндеу телімі; 5 – арматураны және майда түйіндерді жөндеу телімі; 6 – енгізулерді тексеру және жөндеу телімі; 7 – бакты және қақпақты жөндеу телімі; 8 – кеңейткішті және пайдаланылған құбырды жөндеу телімі; 9 – бақылау және қорғау құралдарын тексеру және жөндеу телімі Күрделі жол жоспардың және жұмыс жүрісі үшін бақылауды ұйымдастырудың пайдалы таңдауы үшін негізін ұсынады. Кез келген жолдың ұзақтылығының күрделі жолға қатынасы жоспардың кернеулік дәрежесін сипаттайды. Егер күрделі жол уақыт бойынша оқиғаның басынан аяғына дейін ең ұзақ болып табылса, барлық басқа оқиғалар және жұмыстар ең қысқа жолда жатуы керек. Жабдықты жөндеу жүрісінде уақыт бойынша тораптық графиктің солай аталатын оптимизациясы өндірілуі мүмкін. Оны жұмыс мерзімін қысқарту мақсатында бірінші кезекте күрделі жол бойынша өндіреді. Бұған төмендегілерді қарастыратын шаралар құрастырылады: - алдыңғысының толық аяқталуынан ерте өндірістің бөлек жұмыс түрлерінің басы (мысалы, майлы ажыратқышты жөндеу аяқталмады, бірақ, жөндеуді бастауға немесе оның айырғыштарын ревизиялауға болады) ертерек толық аяқталған алдыңғысынан бөлек жұмыстар бөлек жұмыс түрлерін өндірудің басы ; - бригада санының жоғарылауы; - күрделі жолда жатпайтын жұмысты уақытша тоқтату, күрделі жолда жататын адамдарды жұмысқа жіберу (мысалы, адамдарды құрылыс жұмыстарынан алу және жабдықтың жөндеуі аяқталған ұяшық шинасын сырлауға жіберу). Аналитикалық шаралар қандай да бір себеппен бөлек жұмыстарды орындау бұзылғанда жүргізіледі. Тораптық жоспарлауда үлкен ұйымдастырушы және тәртіпке салынатын мәндер, жұмыстың анық орындалуына бағытталған және жұмысшылар еңбегінің өндірісінің жоғарылауы болады. Бақылау сұрақтары: 1. Қандай негізгі себептер электр жабдықтың механикалық, электрлік және моральді тозуын болдырады? 2. ЖЕЖ жүйесі өзімен бірге нені ұсынады? 3. ЖЕЖ жүйесі қалай орталықтандырылған, децентрализделген және аралас болып ұйымдастырылады? 4. Жөндеу түрлерін атаңдар. 5. Жөндеу циклінің құрылымын түсіндіріңдер. 6. Электр жабдықтың ағымдағы және күрделі жөндеулері несімен ерекшеленеді? 7. Жөндеу аралық период және жөндеу циклі дегеніміз не? 8. Электр жабдықты жөндеудің тораптық графигі өзімен бірге нені ұсынады? Техникалық қызмет көрсетудің түрлері Техникалық қызмет көрсетуге электрлік және электрмеханикалық жабдыққа тұрақты қарау және арнайы график және бағдарлама бойынша өтетін жасаушы зауыттың ұсыныстарына сәйкес техникалық шаралар кіреді. ТҚК құрамына өзінің көлемімен айырмашылығы бар жабдықтың жөндеулері де кіреді. ТҚК сыртқы қараулардан басқа жұмыс істемейтін жабдықта ағытылған кернеуде жүргізілгесін, ТҚК графиктері негізгі технологиялық жабдықтың жұмыс графиктерімен үйлестірілу керек. Электрлік және электрмеханикалық жабдық өзінің функционалдық арналымы бойынша негізгіге және қосалқыға бөлінеді. Негізгіге өнімді шығару үшін олсыз қалыпты технологиялық процесті өткізу мүмкін емес жабдық жатады. Қосалқыға еңбек шарттарын жақсарту және оның өнімділігін көтеру және өндірістің экологиялық немесе басқа нормативтерін сақтау үшін арналған электрлік және электрмеханикалық жабдық жатады. Оның жарамсыздығы негізінде технологиялық процесте үзілістерге алып келмейді. Бүгінгі күнде ТҚК үш жүйесі бар: – іс жүзінде қызмет көрсетусіз («сынып қалғанша тимеу»); – қызмет көрсету мен жөндеулердің жоспарлы – алдын ала жөндеу (ЖАЖ – ППР); – қажеттілігі бойынша жөндеумен қызмет көрсету. Электрлік және электрмеханикалық жабдықтың тозу түрлері және себептері Эксплуатация процесінде электрлік және электрмеханикалық жабдық тозады. Оның негізінде жатқан физикалық процестердің сипаты бойынша шартты түрде тозудың үш түрін бөлуге болады: механикалық, электрлік және моральдік. Техникалық қызмет көрсету - бұл өндірістік жабдықтар мен механизмдердің жоспарланған жөндеу жұмыстары арасындағы уақыт аралығында үздіксіз жұмыс істеуін қамтамасыз ету үшін маңызды болатын алдын-алу шаралары. Күнделікті техникалық қызмет көрсету Күнделікті күтіп-ұстаудың әртүрлі түрлерін учаскенің өндірістік персоналы немесе шеберханасы жүзеге асырады және жабдықтың жұмысына сағат сайынғы және ауысымдық бақылау, қарау, майлау және т.б. Әдетте, жабдыққа ағымдағы қызмет көрсету реттелмейді және мыналарды қамтиды: -өндірушінің техникалық құжаттамасында көзделген барлық пайдалану ережелерін қатаң орындау; -жабдықтың белгілі бір жұмыс режимін реттеу және шамадан тыс жүктемелерді болдырмау; -температуралық режимді сақтау; -көзбен қарау кезінде механизмдер мен тораптардың тозу жағдайын бақылау; -төтенше жағдайда электр жабдықтарының жедел тоқтауы. Жоспарлы техникалық қызмет көрсету Жоспарлы техникалық қызмет көрсетуді және қажетті жөндеуді жөндеу тобының білікті, арнайы дайындалған персоналы жүргізеді. Әдетте, жоспарлы жұмыс күнделікті жөндеуден гөрі көп көлемді және жабдықтар мен механизмдердің барлық тораптарын бөлшектеу бойынша жұмыстарды қамтуы мүмкін. Сондықтан білікті маман қажет. Жоспарлы жөндеу және техникалық қызмет көрсету - реттелетін жұмыс түрі. Оған мыналар кіреді: -жабдықтың жұмысын тексеру; -негізгі сипаттамаларын реттеу; -жабдықтар мен механизмдердің бітелген жұмыс бөліктерін тазарту; -сүзгілер мен майларды ауыстыру; -жабдықтың жұмысындағы бұзушылықтар мен ақауларды анықтау. Техникалық қызмет көрсету кезінде қызмет көрсетілетін механизмдердің жұмысындағы өзгерістер туралы мәліметтер міндетті түрде тіркеледі: тексеру карталарында, жөндеу журналдарында, компьютерлік мәліметтер базасында және т.б. Жабдықты жөндеуге пайдалану құжаттары Өндірістік цехтарда жүргізілетін жөндеу-техникалық құжаттар құрамына келесі құжаттар кіреді: жабдықты тапсыру-қабылаудың ауысымдық журналы; жабдықты жөндеуге және одан қабылдап алу-тапсыру журналы; орындалған жөндеулерді тіркеуші жөндеу журналы; ақаулар ведомосты; жылдам тозатын бөлшектер альбомы; машинаның жеке карточкасы. Бұл құжаттардың толық және дер кезінде толтырылуы, машиналар мен агрегаттардың жөнделу сапасы мен жеделдігін анықтайды. Жабдықты тапсыру-қабылдау ауысымдық журналы – жабдық жұмысындағы жарамсыздықтар мен ақаулары тіркеуге арналған. Журналда тіркелу ай сайын жүргізіледі. Және де тіркелген жарамсыздықтарды кезекті Т.Қ.К немесе жөндеу барысында оларды қалпына келтіру бойынша нұсқаулар келтіреді. Журнал мәліметтерін техникалық қызмет көрсету және жөндеулер кезінде, ақау ведомостін түзу үшін қолданады. Жабдықты жөндеуге тапсыру-қабылдау журналы – журналда жабдықтың атын, оның технологиялық сұлба бойынша позициялық номерін, жүргізілген жөндеудің қысқаша сипаттамасын, жөндеу алдын орындалған дайындау операцияларының мазмұнын көрсете отырып жабдықты жөндеуге тапсыру және одан қабылдап алу уақыты көрсетіледі. Жазбаларда технологиялық және жөндеу персоналдарының жауапты тұлғаларының қолы қойылады. Орындалған жөндеулерді тіркеуші жөндеу журналы әрбір жабдық үшін арналады. Журналда келесі мәліметтерді көрсете отырып барлық жабдық үшін жүргізілген жөндеулер жайындағы мәліметтер келтіріледі: алдыңғы жүргізілген жөндеуден кейінгі істеген жұмыс уақыты; орындалған жөндеу түрі мен күні; орындалған жұмыстардың қысқаша сипаттамасы. Ақаулар ведомосты – жоспарлы жөндеулер басталар алдында түзіледі. Және де бұл жөндеу жұмыстарының орындалу көлемін, қажетті материалдар мен қосалқы бөлшектер түрі мен санын, жөндеу жұмыстарының кестесін анықтау үшін негіз болып табылады. Онда машинаны жұмысқа пайдалану және оны тоқтатқан кездегі анықталған барлық ақаулар тіркеледі. Ақау ведомості жабдық жөндеуге қойылып, оны бөлшектегеннен соң қайта тексеріледі. Ведомоста ақау түрі және тозу сипаты көрсетіледі. Жабдық бөлшектері ведомостке құрастыру реттілігінде тіркеледі. Ақау ведомостін түзуге технологиялық персоналдар қарастырылады. Ақау ведомостін түзу үшін, бұрын орындалған жөндеулер нәтижесінде түзілген типтік ведомостер кеңінен қолданылады. Мұндай ақау ведомосттарында бұрын кездескен ақаулардың түрлері және жөндеу кезінде орныдалатын жұмыс сипаттамалары келтіріледі. Типтік ақау ведомості механикалық қызметтің тәжрибелі және квалификацияланған қызметкерлерімен түзіледі. Жылдам тозатын бөлшектер альбомы. Бұл альбомдар машинаны жасаушы зауытпен шығарылады да құрамында келесі құжаттарды қарастырады: түйіндерінің жалпы көрінісі мен бөлшектерінің сызбалары; мемлекеттік стандартталған бөлшектер кестесі; тез-тозатын, сонымен қатар сатылып алынатын бөлшектер тізімі. Сызбада әрбір бөлшектің өңделі түрі, жанасатын бөлшектердің өлшем шегі мен орнына отырғызылуы көрсетіледі. Техникалық құжаттардың бақылау нормасы КҚБЖ (конструкторлық құжаттардың біркелкі жүйесі) және ӨОБЖ (өлшем шегі мен отырғызулардың біркелкі жүйесі) талаптарына сай орындалады. Технологиялық жабдыққа көрсетілетін барлық жөндеуші техникалық қызмет көрсетулер түрін дайындау және жүргізудің техникалық шарты (ТШ), сондай-ақ оны жөндеуден қабылдау, жабдықты жөндеу орнында жасалып дайындалады. ТШ өнеркәсіптің бас инженері бекітеді. Электр жабдықтарын баптау Іске қосу-баптау жұмыстары – жеке сынақтарды дайындау, жүргізу жəне жабдықтарды кешенді сынау кезеңінде орындалатын жұмыстар кешені. Жабдықты іске қосу-монтаждау процесінің маңызды кезеңі, ол электржабдығын тексеру, баптау жəне сынау процесі болып табылады, ол электр жобасында көрсетілген барлық режимдер мен параметрлердің сақталуын қамтамасыз етуге мүмкіндік береді. Электр жабдықтарын баптау жабдықтың тиімді жұмысын қамтамасыз етуге, жабдықтар мен желілердің жұмысындағы кемшіліктер мен бұзушылықтарды жоюға, сондай-ақ электр қондырғыларының қауіпсіздігіне кепілдік беруге көмектеседі. Баптау жұмыстарын ұйымдастыру жобасы немесе баптау жұмыстарын жүргізу жобасы объектіде техникалық дайындықты жəне баптау жұмыстарын ұйымдастыруды анықтайтын құжат болып табылады. Жоба келесі бөлімдерді қамтуы тиіс: - алдағы баптау жұмыстарының ақшалай жəне нақты көріністегі көлемі (сметаларға қатысты); - орташа өндіруді ескере отырып, белгіленген мерзімде жұмыстарды орындау үшін қажетті реттеу персоналының саны мен біліктілігі; - орындаушыларды объектіде уақыт пен учаскелер, тораптар жəне т.б. бойынша бөлу.; - ең күрделі электр жабдықтарын баптау бойынша жобалау құжаттамасын, бағдарламаларын (тапсырмаларын) талдау нəтижелері; - жұмыс кестелері, оның ішінде реттеу жəне монтаждау жұмыстарын бірлесіп орындау кестелері; - смета тармақтарына қатысты техникалық жəне тапсыру құжаттамасының тізбесі (технологиялық карталар, ЭҚЕ Электр қондырғыларын орнату ережелері, хаттамалар нысандары мен нұсқаулықтар); - реттеу жұмыстарын жүргізу үшін қажетті аспаптардың, айлабұйымдардың, материалдар мен қауіпсіздік техникасы құралдарының тізбесі; - ерекше жағдайлар үшін қорғаныс құралдарының тізбесі бар қауіпсіздік техникасы бойынша арнайы нұсқаулар; - электр жабдығының жобасы, монтаждау жəне ақаулары бойынша ескертулер тізбесі (баптау жұмыстарын орындау барысында толтырылады); - реттеу персоналын ұйымдастыру жəне техникалық дайындау бойынша ұсыныстар (нұсқаулықтарды, технологиялық карталарды, анықтамалық жəне техникалық əдебиеттерді іріктеу, техникалық оқу мен нұсқама жүргізу). Электр жабдықтардың бұзылу себептері. Электр жабдық тарының бұзылу себептері мен заңдылықтары жайлы жалпы мағлұмат алу үшін олардың әрбір тетігінің сенімділігіне талдау жасау керек. Сөйтіп, электр жабдығының бұзылу себептерін субъективті және нақтылы деп екі топқа бөлуге болады. Субъективтік факторларды құрылымдық, өндірістік және эксплуатациялық деп үш топқа бөлуге болады. Ал нақты факторлар ішкі және сыртқы әсер ететін деп екі топқа бөлінеді. Құрылымдық бұзылу – электр жабдығын жобалаған кездегі жіберілген қателіктердің салдарынан, яғни беріктік сапасының төмен қабылдануынан, мемлекеттік стандарттардың талаптарын орындамаудан, электр сұлбасы мен құрылым тетіктерін тиянақты ойланбағандықтан болуы ықтимал. Өндірістік бұзылу – электр жабдығын өндіру технологиясын сақтамағандықтан, материалдардың сапасының төмендігінен, кешенді бақылаудың нашарлығынан болуы ықтимал. Эксплуатациялық бұзылу – электр жабдығын эксплуатациялау талабының орындалуындағы ауытқуға жол берілгендіктен, қызмет көрсету мен күтімінің талапқа сай еместігінен, электротехникалық мамандардың кәсіби шеберлігінің төмендігінен, электр жабдығының табиғи ескіруі салдарынан болуы ықтимал. Құрылымдық және өндірістік себептердің салдарынан электр жабдығының бұзылуы, көбінесе, электр жабдығын сынау кезінде немесе эксплуатация процесінің алғашқы кездерінде байқалады. Ал, эксплуатациялық себептер салдарынан бұзылу эксплуатацияның кез-келген сәтінде байқалуы ықтимал. Электр жабдығының сенімділігіне көрсетілген себептердің барлығының әсері бірдей емес. Электр жабдығының бұзылу себептері, оның түріне, эксплуатациялау жағдайына байланысты. Мысалы, асинхронды моторлар негізінен нақтылы себептердің салдарынан бұзылады. Мысалы, асинхронды қозғалтқыш орамаларының бұзылу себептерін анықтап көрейік. Қозғалтқыш орамасының қосылуы дұрыс және беріктігі (механикалық, жылулық, электірлік) қажетті деңгейде болған кезде өзінің жұмыс қабілетін сақтайды. Ал осы параметрлердің біреуінің нашарлау орамы жұмыс қабілетінен айырады, яғни ол бұзылған болып саналады. Асинхронды қозғалтқыштың орамасын жобалағанда оқшауламасының класын негізсіз төмен қабылдау салдарынан, ораманы жасап жатқан кезде бүліну салдарынан, эксплуатация кезінде жоғары кернеуге қосу салдарынан бұзылуы ықтимал. Осы айтылған факторлардың бәрі субъективті факторлар. Сонымен қатар, қозғалтқыш орамасына эксплуатация кезінде көптеген нақтылы факторлар да әсер етеді. Олардың қатарына ылғал, шаң-тозаң, діріл т.б. жатады. Ораманың ескіруі мен тозуының салдарынан болатын бұзылудың себептері ішкі нақтылы факторлар деп, ал қалғандарын сыртқы нақтылы факторлар деп атайды. Іске қосу-баптау жұмыстары кезіндегі қауіпсіздік техникасы Жөндеу жұмыстарын орындау кезінде ЭОҚ қауіпсіздік техникасы бойынша келесі талаптары сақталуы тиіс: 1. Жөндеушілер тобының жетекшісі, объектіде жөндеу жұмыстарын жүргізудің алдында, тапсырыс берушіден жұмыс орнының жалпы қауіпсіздігін жəне жөндеу жұмыстарының қауіпсіз жүргізілуін қамтамасыз ететін барлық ұйымдастырушылық жəне техникалық іс-шаралардың орындалуын талап етуі тиіс. 2. Жұмыстарды бастаудың алдында əрбір жөндеуші келесіден өтуі тиіс: - қауіпсіздік техникасы бойынша жұмыс орнында кіріспе нұсқамадан жəне нұсқаулықтан; - қауіпсіздік техникасы бойынша біліктілік тобына сəйкестігіне білімін тексеру; - медициналық куəландыру. 3. Кернеу берумен байланысты жұмыстарды, кем дегенде екі жөндеуші жүргізуі тиіс, олардың біреуінің біліктілік тобы IV-тен төмен емес (1 кВ жоғары кернеумен жұмыс істеу кезінде) жəне III-тен төмен емес (1 кВ дейінгі кернеумен жұмыс істеу кезінде) болуы тиіс. 4. 1000 В жоғары қоректендіруші кернеу кезінде пайдалану режимі енгізілген қондырғылардағы барлық жұмыстар наряд бойынша екі жөнеушімен жүргізілуі тиіс (олардың біреуінде - IV біліктілік тобы, ал екіншісінде - II немесе III біліктілік тобы). 5. Əрбір жөндеуші жөндеу жұмыстары учаскесін уақытша жəне тұрақты электрмен жабдықтау схемасын жəне оны ажырату орындарын (үзілістерде немесе жұмыс аяқталған кезде) білуі тиіс. 6. Уақытша электрмен жабдықтау желілері жөндеу жұмыстары аяқталғаннан кейін міндетті түрде ажыратылуы тиіс. 7. Жөндеу объектісіне (электр қондырғысына) кернеуді беру кезінде оны, бір орыннан басқа, барлық жерден қосу немесе ажырату мүмкіндігін болдырмау қажет. 8. Жөндеу жұмыстарының барлық уақытында (кешенді сынақтардан басқа) күштік жəне өлшеу трансформаторларының шықпалары қысқа тұйықталуы жəне жерге тұйықталуы тиіс. 9. Схемаларды құрастыру жəне жабдықты жөндеу кезінде металл жұмыс беті бар үстелдерді, металл тіреуіштер мен баспалдақтарды қолдануға тыйым салынады. 10. Тұтастай жөндеу жабдығы мен аспаптарының металл корпустары жерге сенімді тұйықталуы тиіс. 11. Күштік трансформаторлардың тізбектеріндегі сақтандырғыштар алынып, қондырғыны жұмыс кернеуіне қосқан сəтке дейін жөндеушілерде сақталуы тиіс. 12. Жөндеу жұмыстары кезінде міндетті түрде ескерту жəне тыйым салу плакаттары қолданылуы тиіс (44-сурет). 13. Жөндеуші персоналға "Электр қондырғыларында пайдаланылатын қорғаныс құралдарын қолдану жəне сынау ережелерінің" талаптарына сай келмейтін қорғаныс құралдарын пайдалануға қатаң тыйым салынады. 14. Жөндеу жұмыстарын қауіпсіз жүргізу жəне техникалық қауіпсіздік шараларының нақты орындалуына жөндеу жұмыстарының жетекшісі жауапты болады. 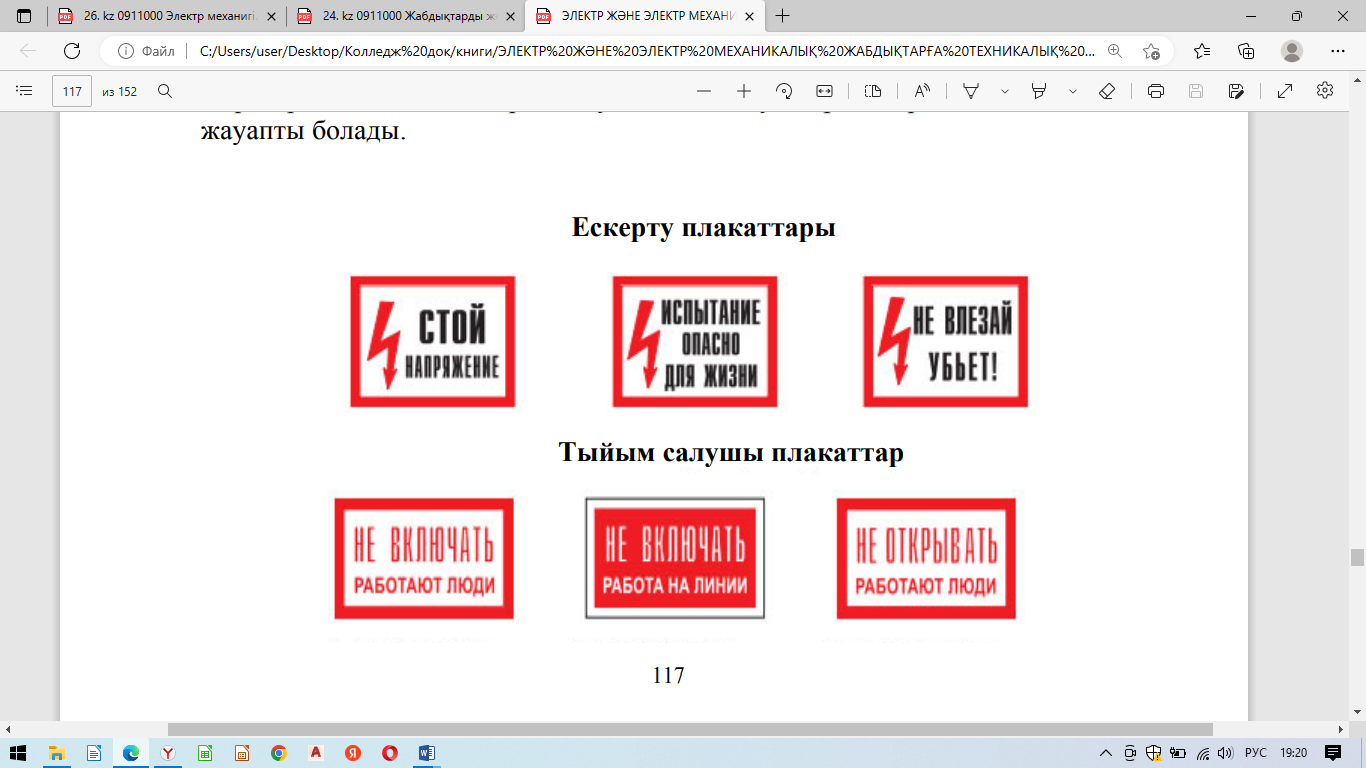 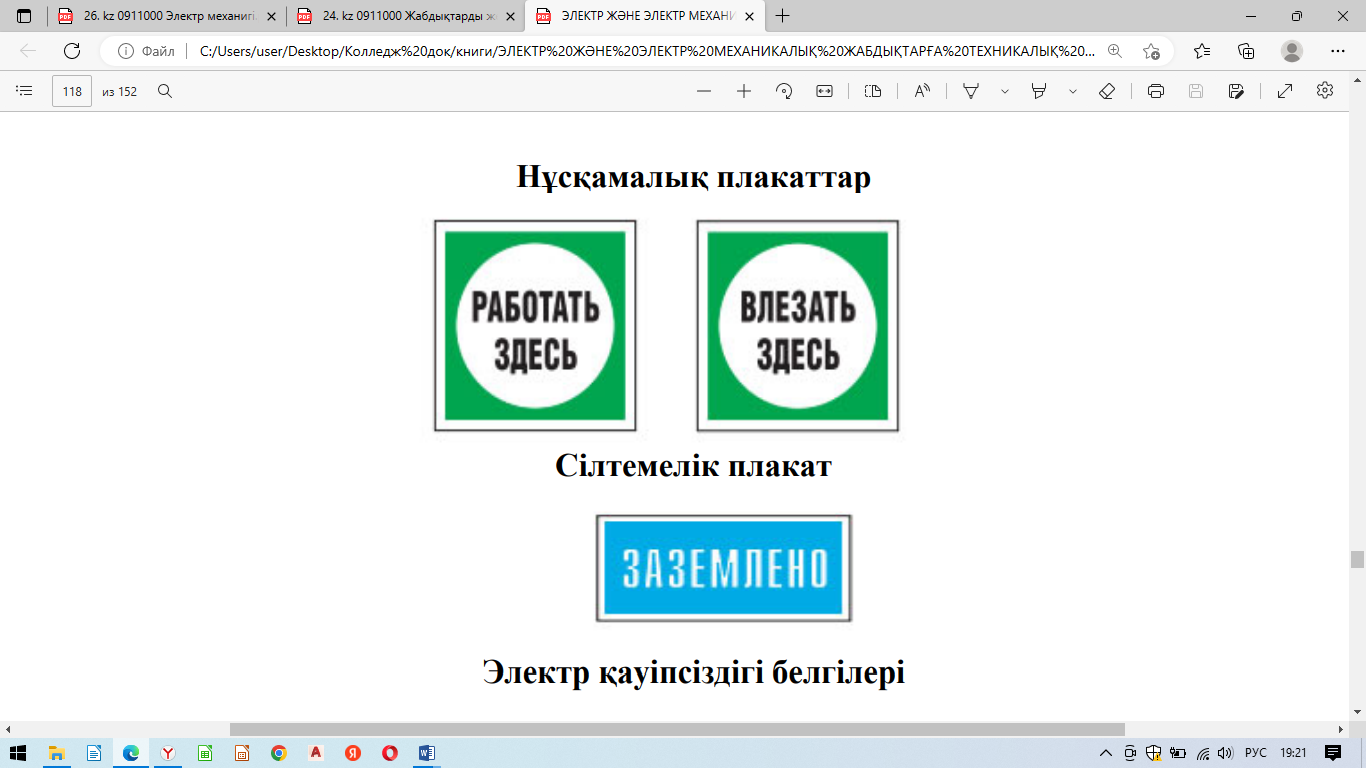 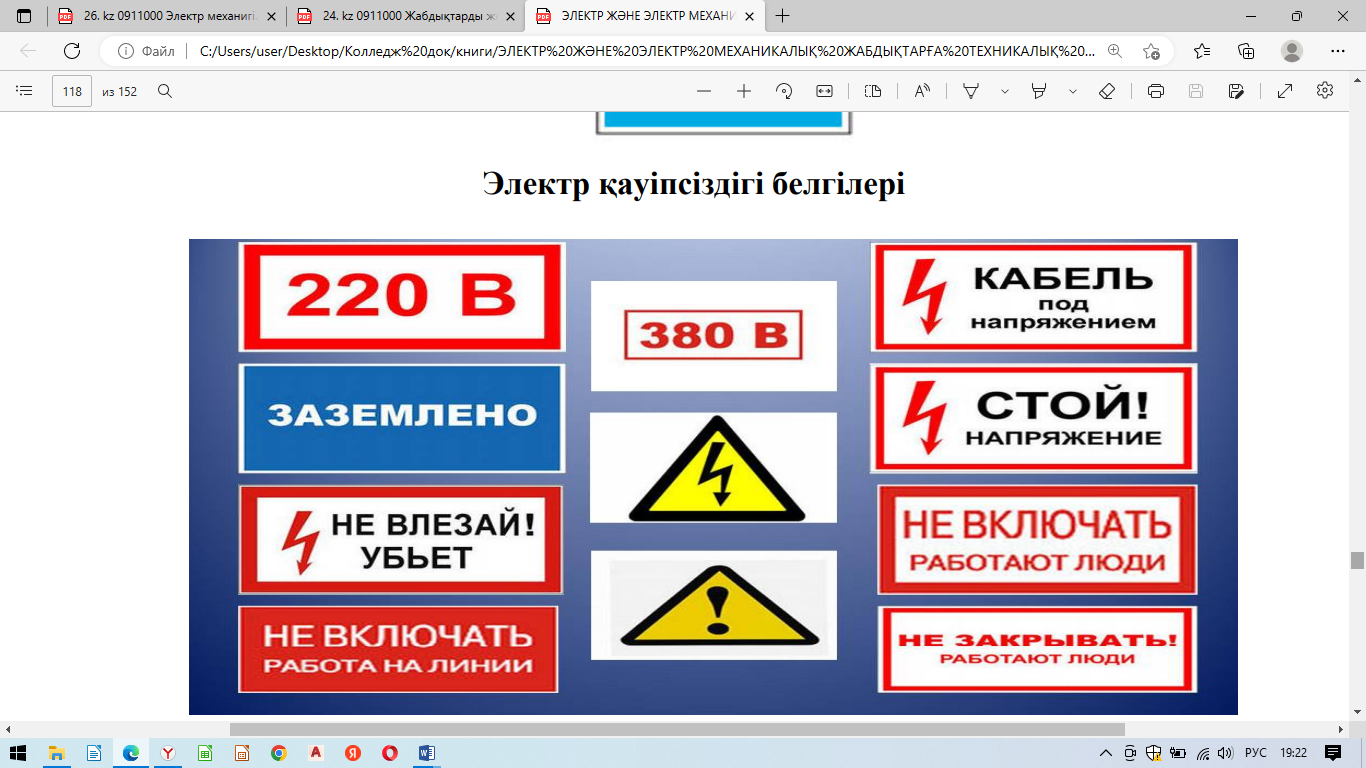 Ақауларды анықтау және жою Электр жабдықтарын жөндеу кезінде ең қиын нәрсе-ақаулықтарды жою процесі, өйткені қазіргі заманғы электр тізбектері электрлік және электронды тізбектердің күрделі өзара байланысты желісі болып табылады. Сондықтан бір-біріне әсер ететін көптеген басқа бөлшектер мен тізбектер арасында ақаулы бөлікті немесе тізбекті анықтау өте қиын. Тапсырма көптеген ақаулардың жасырын болуымен және сыртқы тексеру арқылы анықталмауымен қиындайды. Ақаулықты іздеу процесі-бұл электр жетегіндегі сынақ эксперименттерінің реттілігі және диагностикалық аралық немесе түпкілікті шешім қабылдау. Ақаулықтарды жою уақыты мен қызмет көрсету персоналының біліктілігіне қойылатын талаптарды азайтудың бір жолы-электр жүйесіндегі ақауларды жою үшін іздеу процедураларын алгоритмдеуге негізделген автоматты ақаулықтарды іздеуді қолдану, жұмыс тәжірибесі көрсеткендей, келесі әдістерді қолдануға болады[2]. Сыртқы тексеру. Істен шығудың апаттық белгілері болмаған жағдайда жəне еңбек қауіпсіздігі ережелері сақталғанда, қосулы күйдегі электр жабдығын сырттай тексеру ең үлкен нəтиже береді. Бұл жағдайда, ақаулық белгілері (электр жабдығы қосулы күйінде табуға болатындардан басқа) келесілер: ұшқындардың, түтіннің пайда болуы, жекелеген бөлшектердің қызуы, сызаттардың жəне т. б. пайда болуы. Дегенмен, сыртқы тексеру жасырын ақаулықтарды анықтауға мүмкіндік бермейді. Ауыстыру əдісі. Егер ауыстырғаннант кейін ақаулықтар жойылса, бұл шын мəнінде зақымдалған элементтің ауыстырылғанын білдіреді. Енгізілетін ақаулықтар əдісі. Бұл жағдайда тексерілетін блокқа, элементтердің белгілі бір логикалық өзара əрекеттесуін туындататаны жасанды зақымданулар енгізіледі. Сызбанң параметрлерін бақылау жəне олардың өзгерістерін талдау ақаулықты анықтауға немесе оқшаулауға мүмкіндік береді. Жартылай бөлу əдісі. Бұл əдісті, егер электр жабдығы сызбапсының жекелеген тораптарының жəне блоктарының сенімділік көрсеткіштері бірдей болған жағдайда сəтті қолдануға болады. Ақаулықты іздеу үшін бір торапты тексеруге болады, мысалы, кернеу бойынша, содайн кейін ток бойынша. Бөлу блоктың немесе тораптың ішінде де орындаолуы мүмкін, бұл ақалықты шұғыл түрде ауыздықтауға, содан кейін анықтауға да мүмкіндік береді. Бақылау сигналы əдісі. Мұндай əдісті қолдану, реттеу жəне басқару жүйелерінде логикалық элементтер мен микросхемалардың кең таралуымен байланысты. Бақылау сигналының көмегімен ақаулықты анықтау үшін, сигналдың жарамды жүйе арқылы өту диаграммасымен бақылау тізбегін ұсынған жөн. Берілген нысанның бақылау сигналына белгілі бір реакция сəйкес келетін болады, оны талдай отырып, тексерілетін тораптың немесе электр тізбегінің жұмыс қабілетін анықтауға болады. Аралық өлшеулер əдісі. Əдіс сəйкес келетін процестерді осциллографиялауды, бақылау нүктелерінде кернеуді өлшеуді, жекелеген элементтер мен электр тізбектерінің кедергісін бақылауды жəне электр жабдығындағы ақаулық орнын анықтауға немесе ақаулы элементті анықтауға мүмкіндік беретін басқа да бақылау-диагностикалау əрекеттерін көздейді. Ақаулы объектімен салыстыру əдісі. Салыстыру əдісі, тораптың немесе схема блогының ақаулық сигналдарын басқа ақаусыз немесе ақаулы тораптың немесе блоктың сигналдарымен салыстырады. Электр жабдығының ақаулығын үш белгі бойынша жіктеуге болады Бірінші топқа, жобалық кемшіліктермен шартталған ақаулықтарды жатқызған жөн. Екіншісі, ақаулықтардың барынша көп тобы электри жабдығын пайдаланудың бастапқы кезеңінде байқалады жəне əдетте пайдаланылатын жабдық құрылымының жетімсіздігімен, сапасыз монтаждаумен жəне жөндеумен байланысты. Осы топтың тəн ақауларына жататындар: сапасыз жөндеудің салдарынан туындаған бұғатталудың көптеген жалған іске қосылулары; максималды токтық қорғанысының тағайындамасын арттыру, себебі реленің іске қосылу тогы (тағайындамасы) қозғалтқыштардың нақты (жұмыс) емес, номиналды тогы бойынша есептелген. Бұл кезеңде, жалғаулық муфталары мен соңғы өңдеулердің сапасыз монтаждалуының салдарынан қуатты жəне бақылау кабелдерінің істен шығу жағдайлары өте көп. Бұл ақаулықтар жөндеу жұмыстарының үлкен көлемін туындатады, пайдаланудың бастапқы кезеңі қымбаттайды. Дегенмен, ақауды іздеу жеңілдетіледі, себебі басқа объектілердегі осындай жабдықты пайдалану тəжірибесінің негізінде алынған ақаулықтардың себептері мəлім. Ақаулықтардың үшінші тобы пайдалану барысында пайда болады жəне қолайсыз сыртқы жағдайлармен, оқшаулау материалдарының ескіру үрдістерімен жəне сапасыз пайдаланумен байланысты. Бұл топтың ең жиі кездесетін ақаулықтары -түйіспелі релелердің, қосқыштардың, түйістіргіштердің электр тізбегінің үзілуі. Бұл ақаулықтардың үш негізгі себептерін атап өткен жөн: түйіспелер арасында бөгде заттардың түсуі; электр аппаратының, күштердің, серіппелердің механикалық бөлігі тетігінің бұзылуы; электр доғасының əсерінен түйіспелердің тотығуы жəне эрозиясы. Бақылау нүктелерінің арасында үзілу болған жағдайда потенциалдар айырмасы пайда болады, бұл визуалды тұрғыдан бақылау шамының жануымен көрінеді. Электрмагниттік коммутациялық аппараттардың сипатты ақаулықтары 1-кестеде келтірілген. 1-кесте Электрмагниттік коммутациялық аппараттардың ақаулықтары жəне оларды жою бойынша ұсынымдар
|