|
|
4 Сварочные ГА ИИП СИПиУ. Коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением
Сварочные генераторы
Сварочные генераторы подразделяют по конструкции на коллекторные и вентильные, а по принципу действия на генераторы с самовозбуждением и с независимым возбуждением.
Генераторы коллекторного типа с независимым возбуждением применялись в сварочных преобразователях, выпуск которых в нашей стране прекращен в 90х годах 20 века, но пока еще в некоторых организациях эксплуатируются.
Остальные виды генераторов в настоящее время являются составной частью сварочных агрегатов.
КОЛЛЕКТОРНЫЕ СВАРОЧНЫЕ ГЕНЕРАТОРЫ
Коллекторные генераторы являются машинами постоянного тока, содержащими статор с магнитными полюсами и обмотками, а также ротор с обмотками, концы которых выведены на пластины коллектора.
При вращении ротора витки его обмотки пересекают силовые линии магнитного поля и в них индуцируется ЭДС.
Графитовые щетки осуществляют подвижный контакт с пластинами коллектора. Щетки машины располагаются на электрической (геометрической) нейтрали коллектора, где ЭДС в витках меняет свое направление. Если сдвинуть щетки с нейтрали, то напряжение генератора снизится и переключение обмоток будет происходить под напряжением, что в сварочных генераторах под нагрузкой приведет к очень быстрому расплавлению коллектора электрической дугой.
ЭДС на щетках генератора пропорциональна магнитному потоку, создаваемому магнитными полюсами
 , ,
где Ф - магнитный поток; с — постоянная генератора, определяемая его конструкцией и зависящая от числа пар полюсов, количества витков в якорной обмотке, скорости вращения якоря.
Напряжение на выходе генератора при нагрузке
где  - выходное напряжение на клеммах генератора при нагрузке; Jсв- сварочный ток; Rг- суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов. Поэтому ВСХ такого генератора полого падающая. - выходное напряжение на клеммах генератора при нагрузке; Jсв- сварочный ток; Rг- суммарное сопротивление участка цепи якоря внутри генератора и щеточных контактов. Поэтому ВСХ такого генератора полого падающая.
Для получения круто падающей ВСХ в коллекторных генераторах применяется принцип внутреннего размагничивания машины, что обеспечивается статорной обмоткой размагничивания. При необходимости получения жесткой ВСХ используется подмагничивающая обмотка статора.
Генератор с независимым возбуждением и размагничивающей обмоткой
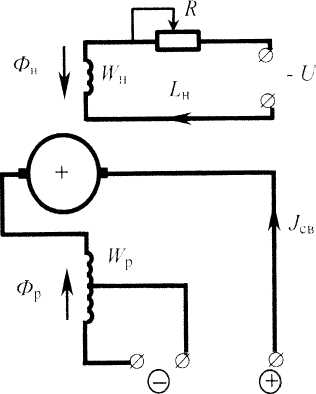
Отличительной особенностью такого генератораявляется то, что на магнитных полюсах расположены две обмотки возбуждения. Одна (намагничивающая) питается от постороннего источника тока (с независимым возбуждением), а по другой (размагничивающей) протекает сварочный ток.
С учетом двух обмоток возбуждения уравнение ЭДС генератора запишется в виде 
где  - ток в намагничивающей обмотке с числом витков Wн; Jсв-ток в размагничивающей обмотке с числом витков Wp; - ток в намагничивающей обмотке с числом витков Wн; Jсв-ток в размагничивающей обмотке с числом витков Wp;  - магнитное сопротивление на пути намагничивающего Фи и размагничивающего Фрпотоков соответственно. - магнитное сопротивление на пути намагничивающего Фи и размагничивающего Фрпотоков соответственно.
Поскольку намагничивающая и размагничивающая обмотки располагаются на одних и тех же полюсах, то сопротивление  и и  будут равны. С учетом этого уравнение ЭДС для холостого хода будут равны. С учетом этого уравнение ЭДС для холостого хода  запишется в виде запишется в виде
 , ,
а уравнение выходного напряжения генератора под нагрузкой
Слагаемыми в скобках являются активное сопротивление и параметры, характеризующие свойства размагничивающей обмотки. Это позволяет заключить, что по своему действию размагничивающая обмотка эквивалентна сопротивлению, включенному последовательно в якорную цепь генератора
Тогда уравнение генератора принимает вид

из которого можно определить величину тока
где UД- напряжение сварочной дуги, которое равно напряжению генератора при нагрузке.
Таким образом, размагничивающая обмотка, играя роль сопротивления, включенного последовательно с дугой, обеспечивает падающую характеристику генератора, а при ее секционировании ступенчато регулирует величину тока.
ВСХ генератора с размагничивающей обмоткой
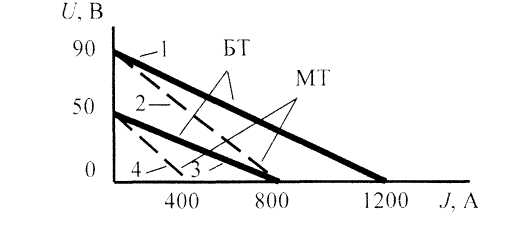
Включение в работу всех витков размагничивающей обмотки дает ступень малых токов, а включение части витков - ступень больших токов.
Плавное регулирование сварочного тока осуществляется за счет изменения напряжения холостого хода, для чего служит реостат Rв цепи намагничивающей обмотки. Увеличение сопротивления Rприводит к снижению намагничивающего тока  снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока. снижению потока намагничивания Фн, напряжения холостого хода генератора и, наконец, к уменьшению сварочного тока.
Генератор обеспечивает падающую ВСХ только при вращении в одну сторону, указанную на корпусе стрелкой. В сварочных преобразователях необходимо контролировать правильное направление вращения электродвигателя до проведения сварки на холостом ходу.
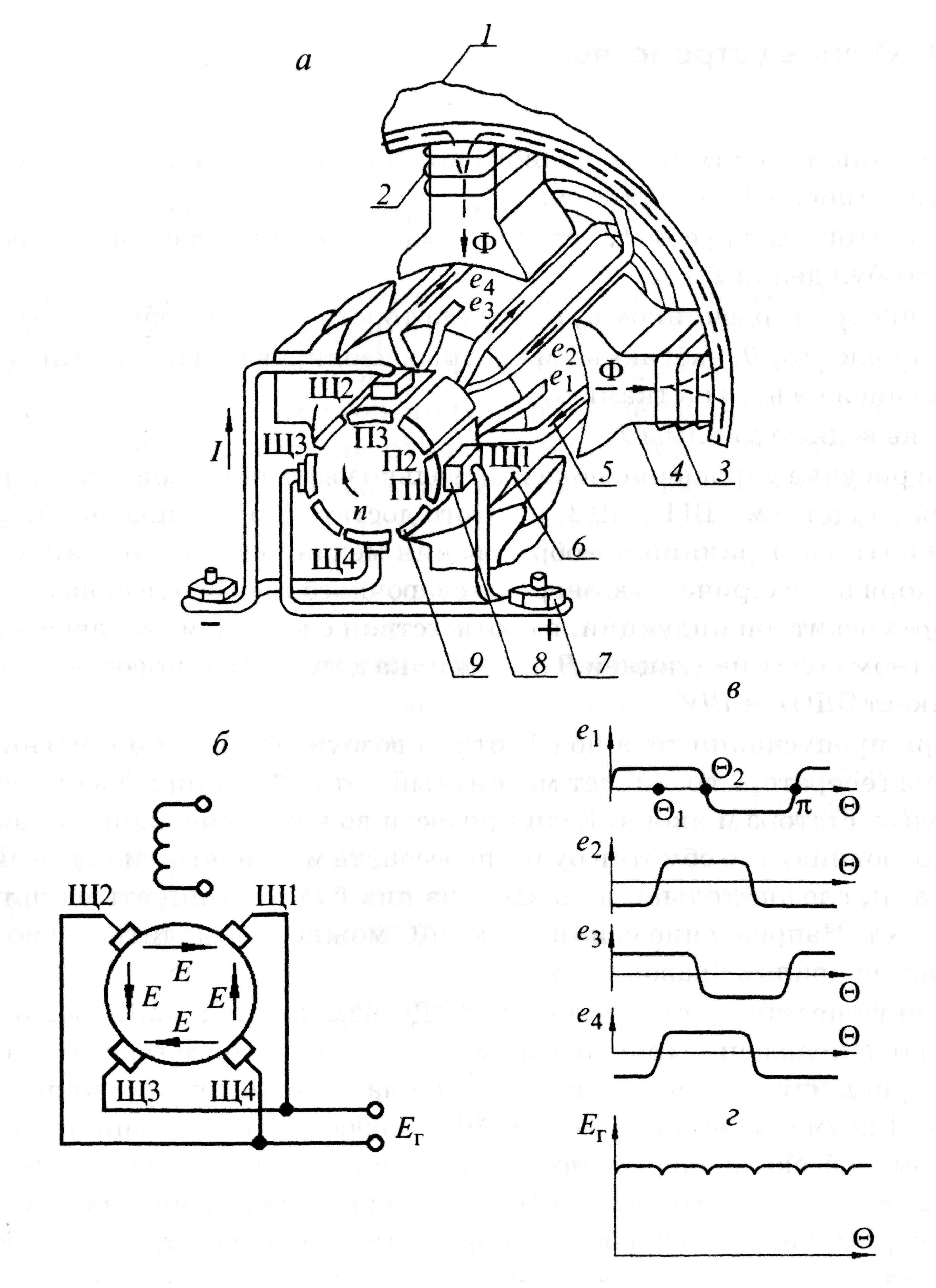
Генератор с самовозбуждением и размагничивающей обмоткой
Главное отличие этого типа генераторов в том, что намагничивающая обмотка возбуждения питается не от постороннего источника, а от самого генератора. Поэтому они называются генераторами с самовозбуждением.
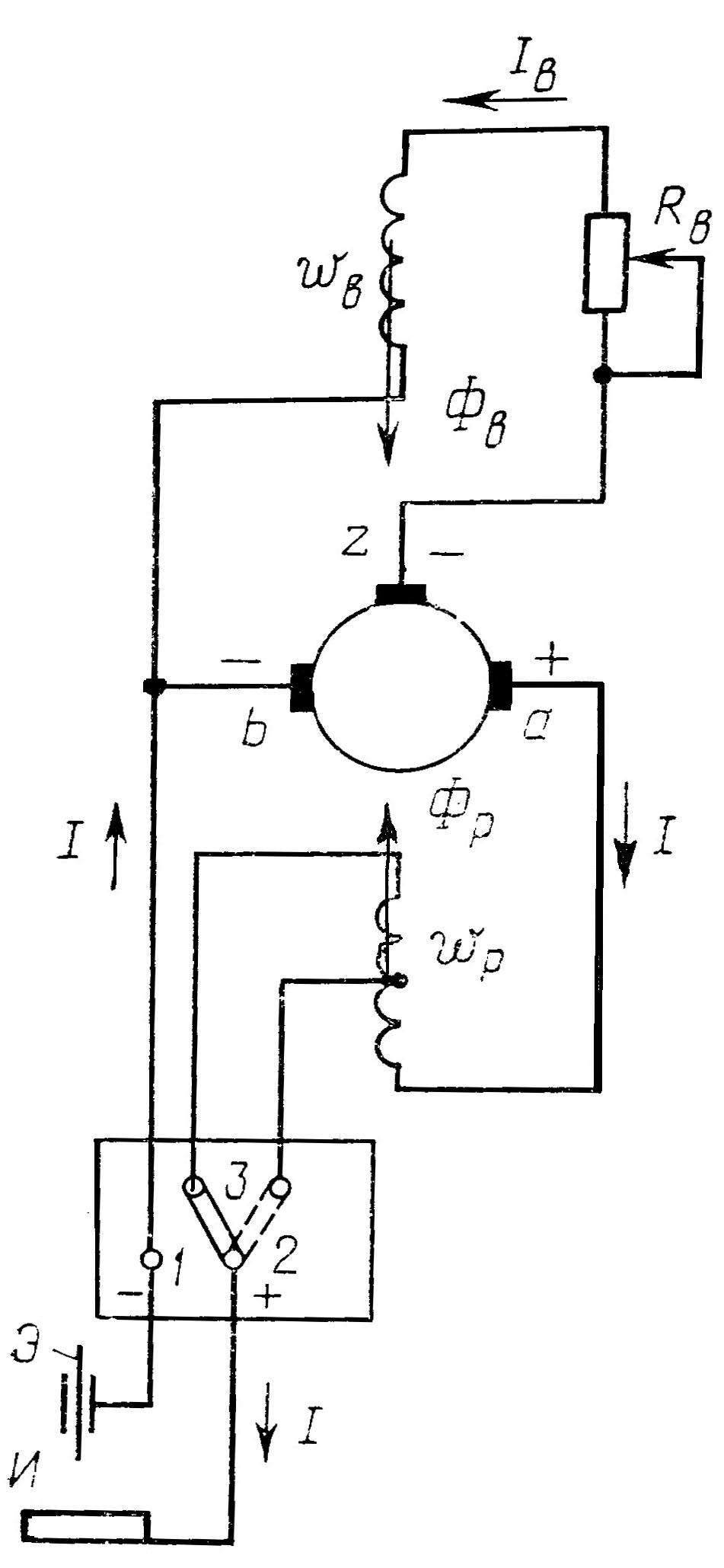 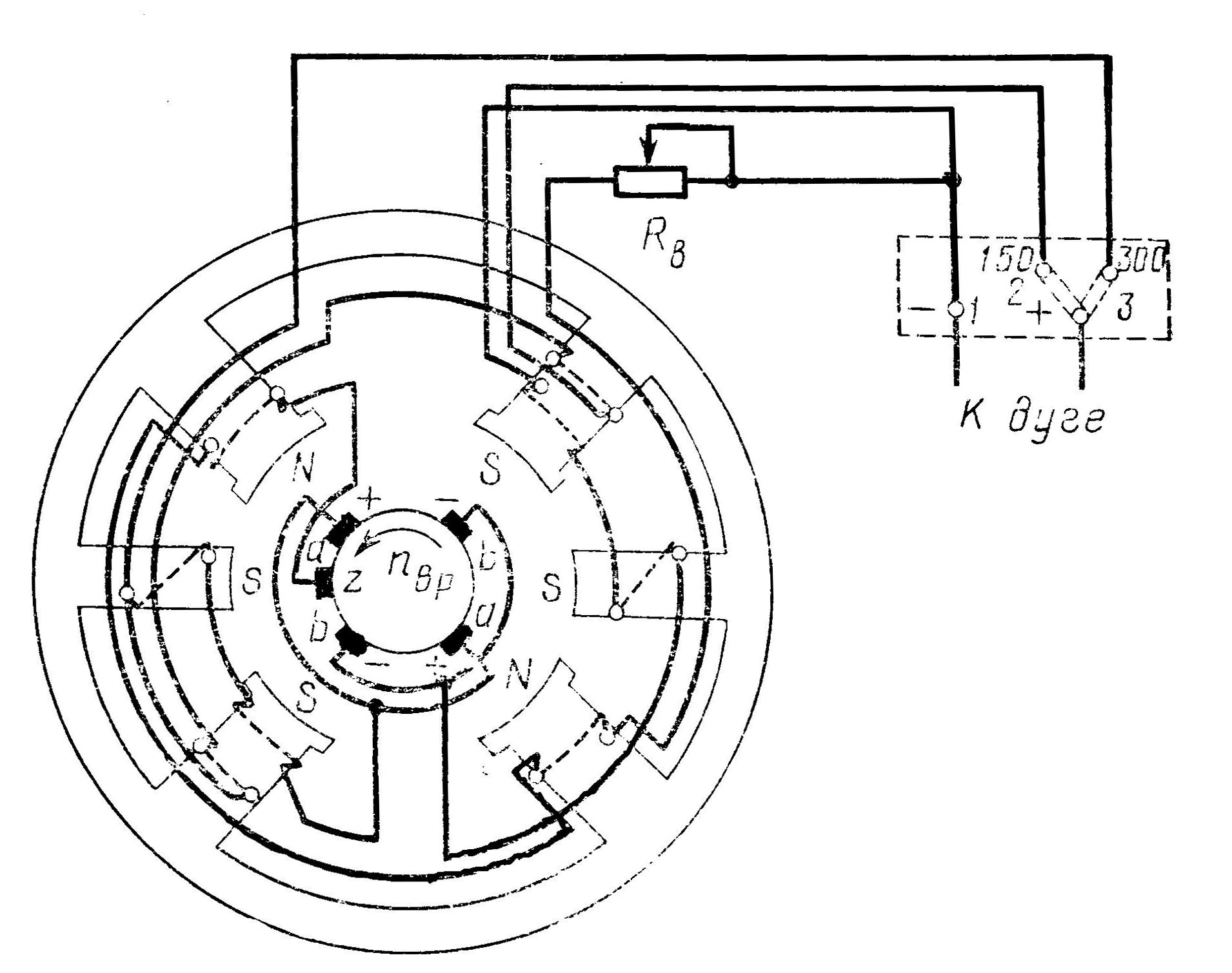
Принципиальная электрическая схема и устройство магнитной системы четырех полюсного генератора с самовозбуждением.
В коллекторных генераторах, кроме основных полюсов и обмоток, есть ещё 2 дополнительных полюса, на которых размещается по витку дополнительной последовательной обмотки. Это необходимо для компенсации магнитного потока реакции якоря и сохранения положения электрической нейтрали машины при изменении нагрузки.
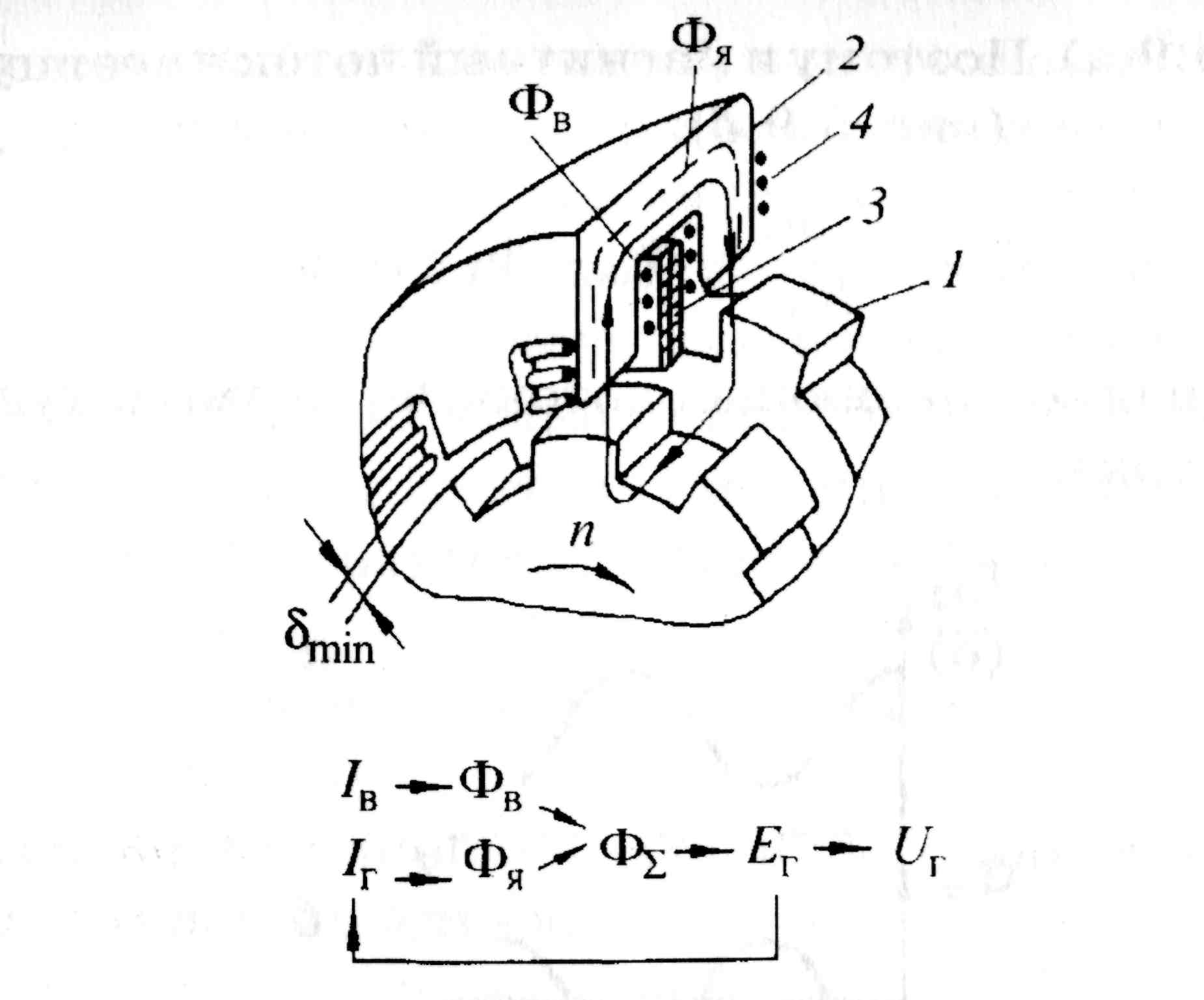
Для нормальной работы генератора с самовозбуждением необходимо, чтобы напряжение, подаваемое на намагничивающую обмотку, не изменялось в процессе сварки, т.е. не зависело от режима сварки. С этой целью в генераторе установлена третья дополнительная щетка z, которая располагается между двумя основными щетками a и b. При анализе работы данного генератора необходимо учитывать магнитный поток Фя, создаваемый сварочным током, протекающим по виткам якорной обмотки, так называемый поток реакции якоря.
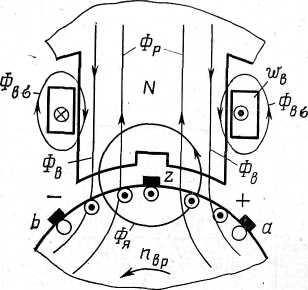
Картина распределения магнитных потоков под полюсом
полярности N четырехполюсного генератора
Из рисунка видно, что под одной половиной полюсов силовые линии поля якоря усиливают намагничивающий поток Фн. а под другой - ослабляют его. В целом подмагничивающее действие потока реакции якоря компенсируется его размагничивающим действием. Поэтому при анализе работы генераторов с независимым возбуждением влияние потока реакции якоря не учитывалось.
В генераторах с самовозбуждением параметры обмотки якоря и размагничивающей обмотки подобраны так, что под одной половиной полюсов (между щетками b—z) магнитный поток размагничивающей обмотки компенсируется потоком реакции якоря. В результате напряжение на щетках b-z будет определяться только половиной магнитного потока намагничивающей обмотки.
Таким образом, напряжение, питающее намагничивающую обмотку, оказывается независящим от сварочного тока. Падающая же характеристика генератора обеспечивается за счет размагничивающего действия размагничивающей обмотки, проявляющегося под второй половиной полюсов.
Это позволяет заключить, что регулировка режима в коллекторных генераторах с самовозбуждением такая же. как и в генераторах с независимым возбуждением.
Особенность генераторов с самовозбуждением состоит в том, что их запуск возможен только при вращении якоря, в одном направлении, указанном стрелкой на торцевой крышке статора.
Это связано с тем, что первоначальное возбуждение генератора при его запуске происходит благодаря остаточному намагничиванию полюсов. При вращении якоря в противоположную сторону в обмотке возбуждения потечет ток обратного направления, который своим нарастающим магнитным полем в какой-то момент времени компенсирует остаточное намагничивание полюсов, т.е. суммарный магнитный поток под полюсами станет равным нулю. В этом случае для возбуждения генератора необходимо намагничивающую обмотку временно подсоединить к независимому источнику постоянного тока.
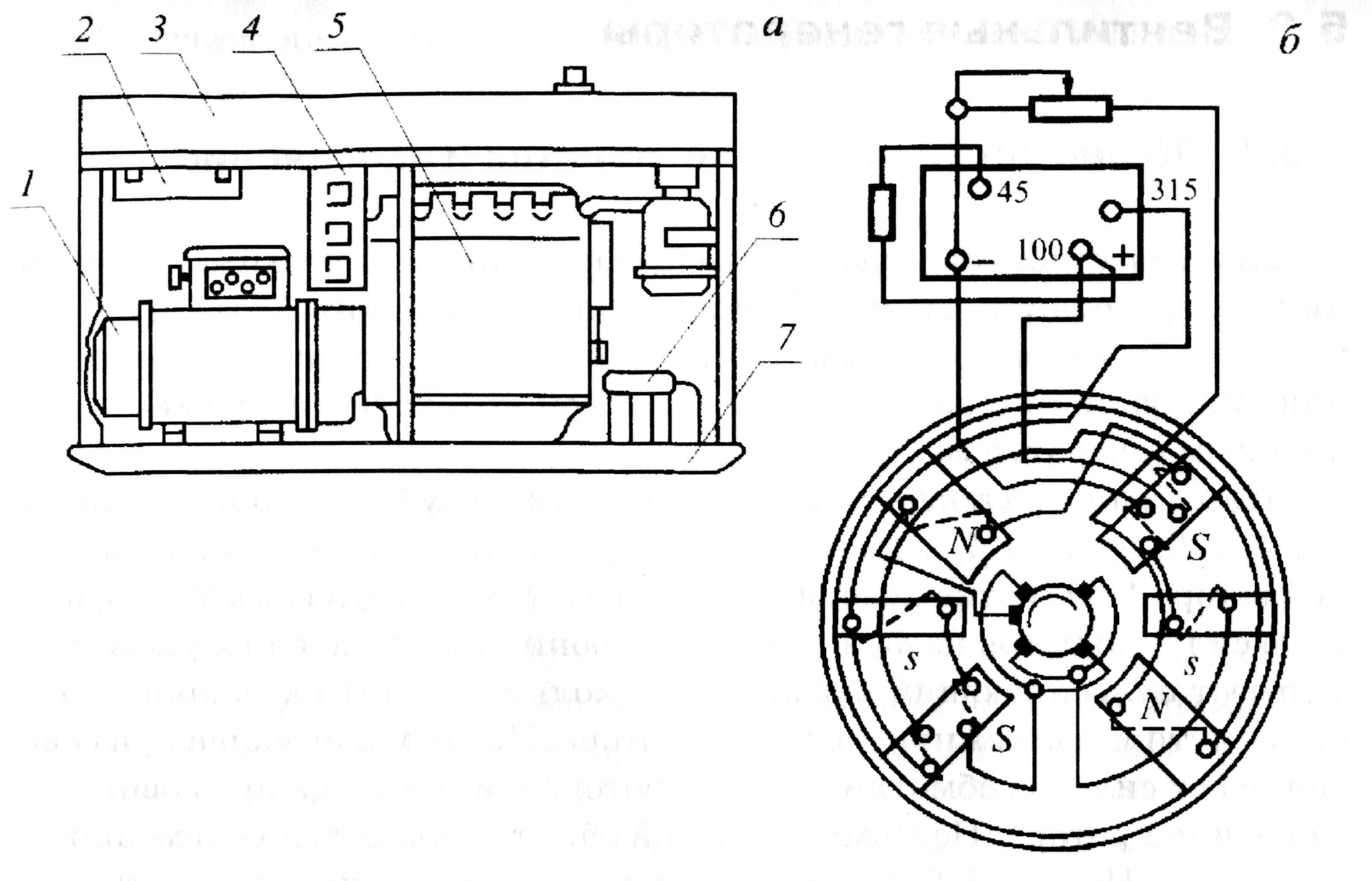
Агрегат АДД-303 с коллекторным генератором
ВЕНТИЛЬНЫЕ СВАРОЧНЫЕ ГЕНЕРАТОРЫ
Появились в середине 70-х годов 20 века после освоения производства силовых кремниевых вентилей. В этих генераторах функцию выпрямления тока вместо коллектора выполняет полупроводниковый выпрямитель, на который подается переменное напряжение генератора.
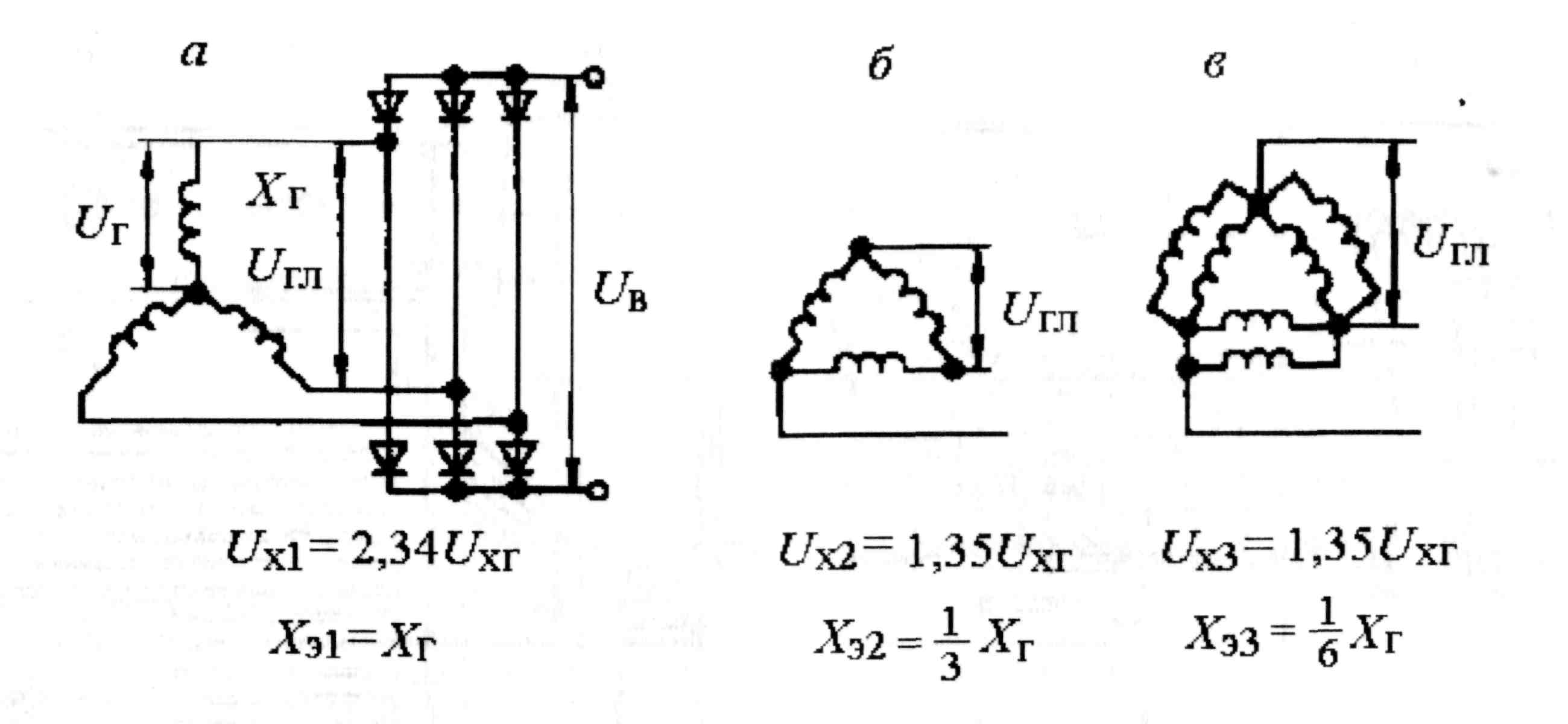
В сварочных агрегатах применяются генераторы три типа конструкции генераторов переменного тока:индукторный, синхронный и асинхронный
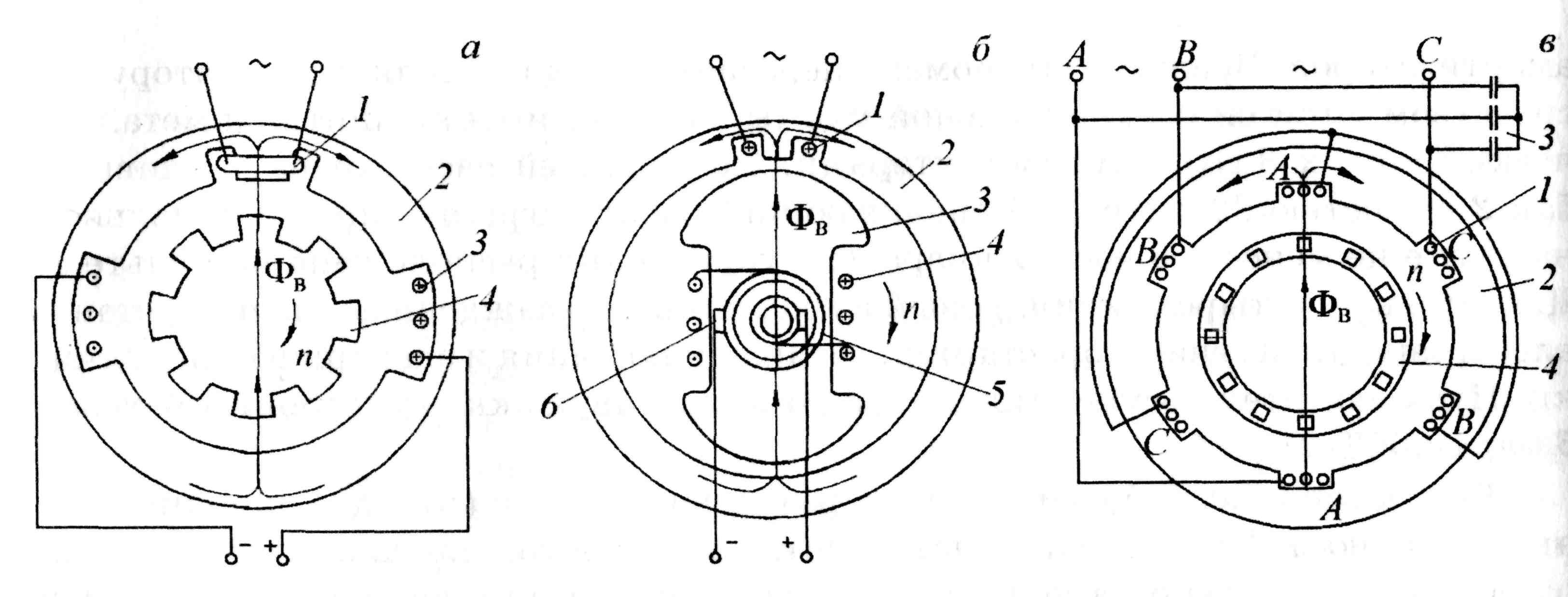
Конструкции генераторов переменного тока:
а — индукторного, б — синхронного, в — асинхронного
В России сварочные агрегаты выпускаются с индукторными генераторами с самовозбуждением, независимым возбуждением и со смешанным возбуждением.
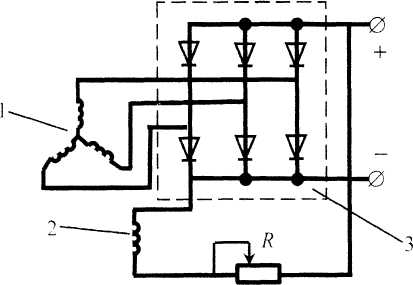
Схема вентильного генератора с самовозбуждением
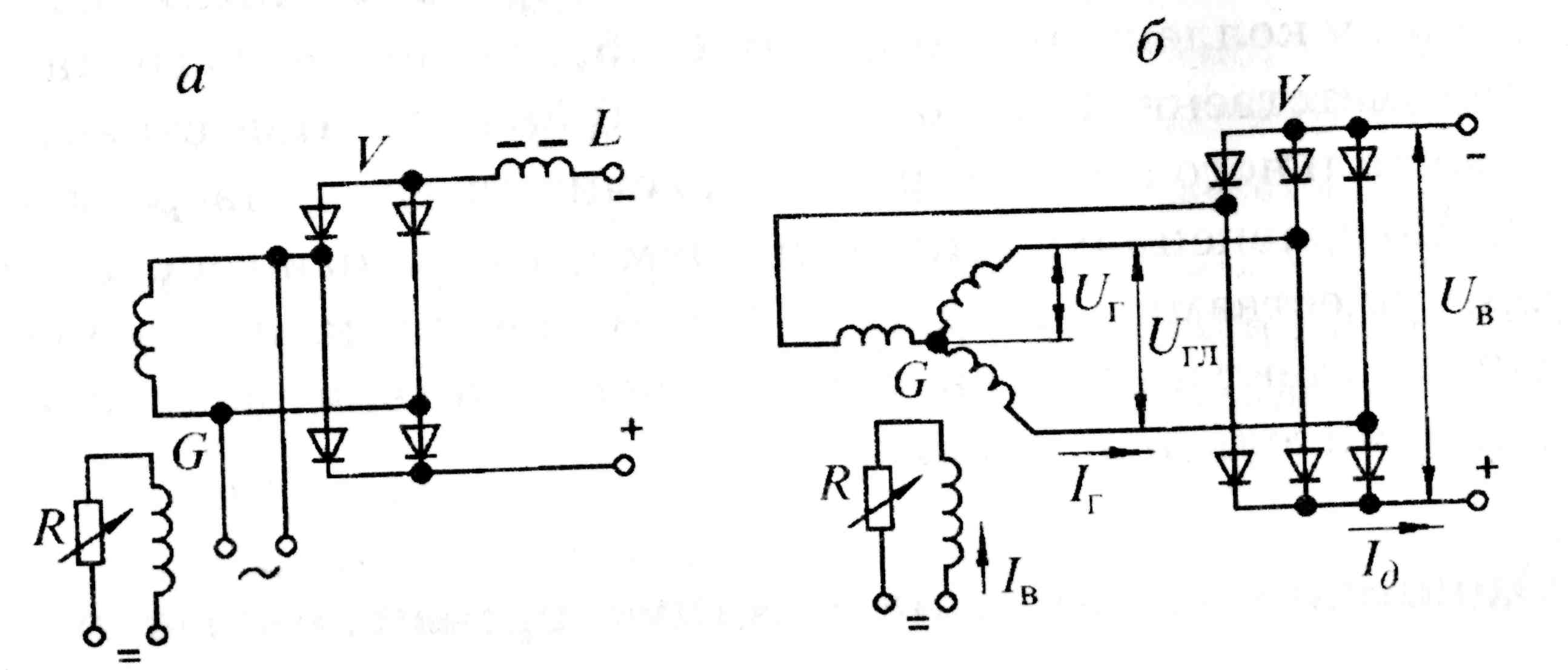
Схемы однофазного и трехфазного вентильных генераторов с независимым возбуждением
Конструктивная схема и связь параметров индукторного генератора
В индукторном генераторе неподвижная обмотка возбуждения питается постоянным током, но создаваемый ею магнитный поток имеет переменный характер. Он максимален при совпадении зубцов ротора и статора, когда магнитное сопротивление на пути потока минимально, и минимален при совпадении впадин ротора и статора. Следовательно. ЭДС, наводимая этим потоком, тоже переменная. Три рабочие обмотки расположены на статоре со сдвигом на 120°, поэтому на выходе генератора образуется трехфазное переменное напряжение. Падающая характеристика генератора получается за счет большого индуктивного сопротивления самого генератора. Реостат в цепи возбуждения служит для плавной регулировки сварочного тока.
Отсутствие скользящих контактов (между щетками и коллектором) делает данный генератор более надежным в эксплуатации. Кроме того, у него более высокий КПД, меньшие масса и габариты, чем у коллекторного генератора. Значительно можно улучшить и динамические характеристики.
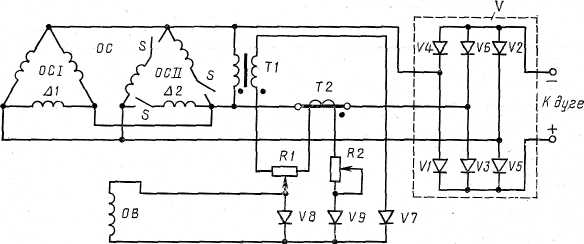
Принципиальная электрическая схема вентильного генератора типа ГД-312 с самовозбуждением
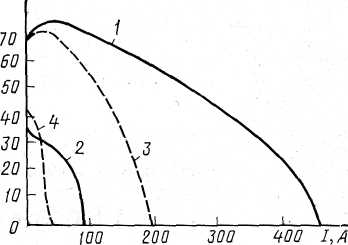
ВСХ генератора ГД-312
Для обеспечения работы на холостом ходу питание обмотки возбуждения осуществляется от трансформатора напряжения, а для питания ее в режиме короткого замыкания – от трансформатора тока. В режиме нагрузки – сварки – на обмотку возбуждения подается смешанный сигнал управления пропорциональный части выходного напряжения и пропорциональный току.
Вентильные генераторы выпускаются марки ГД-312 и применяются для ручной сварки металлов в составе агрегатов типа АДБ
Схемы соединения обмоток трехфазного индукторного генератора
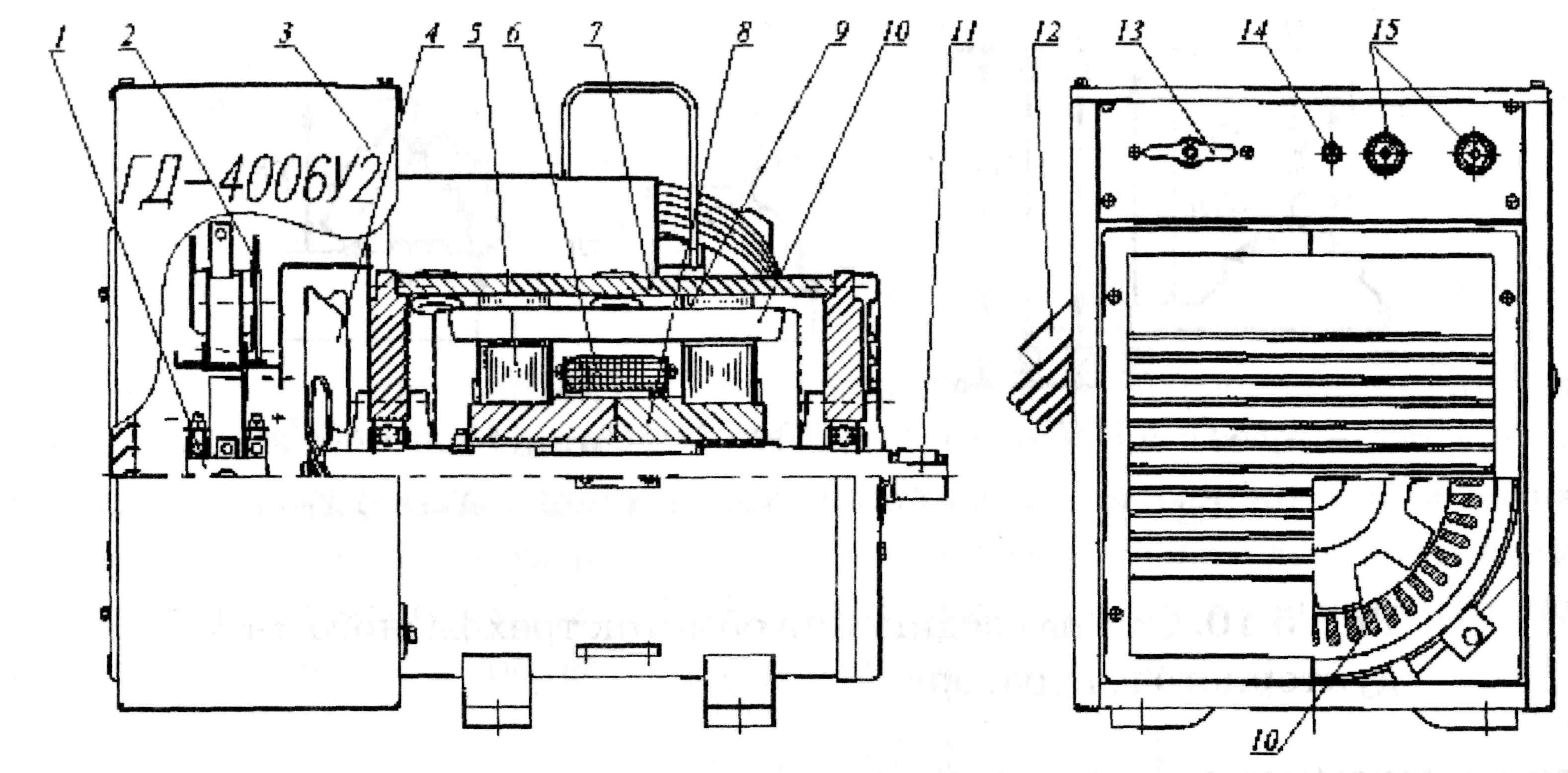
Вентильный генератор ГД-4006
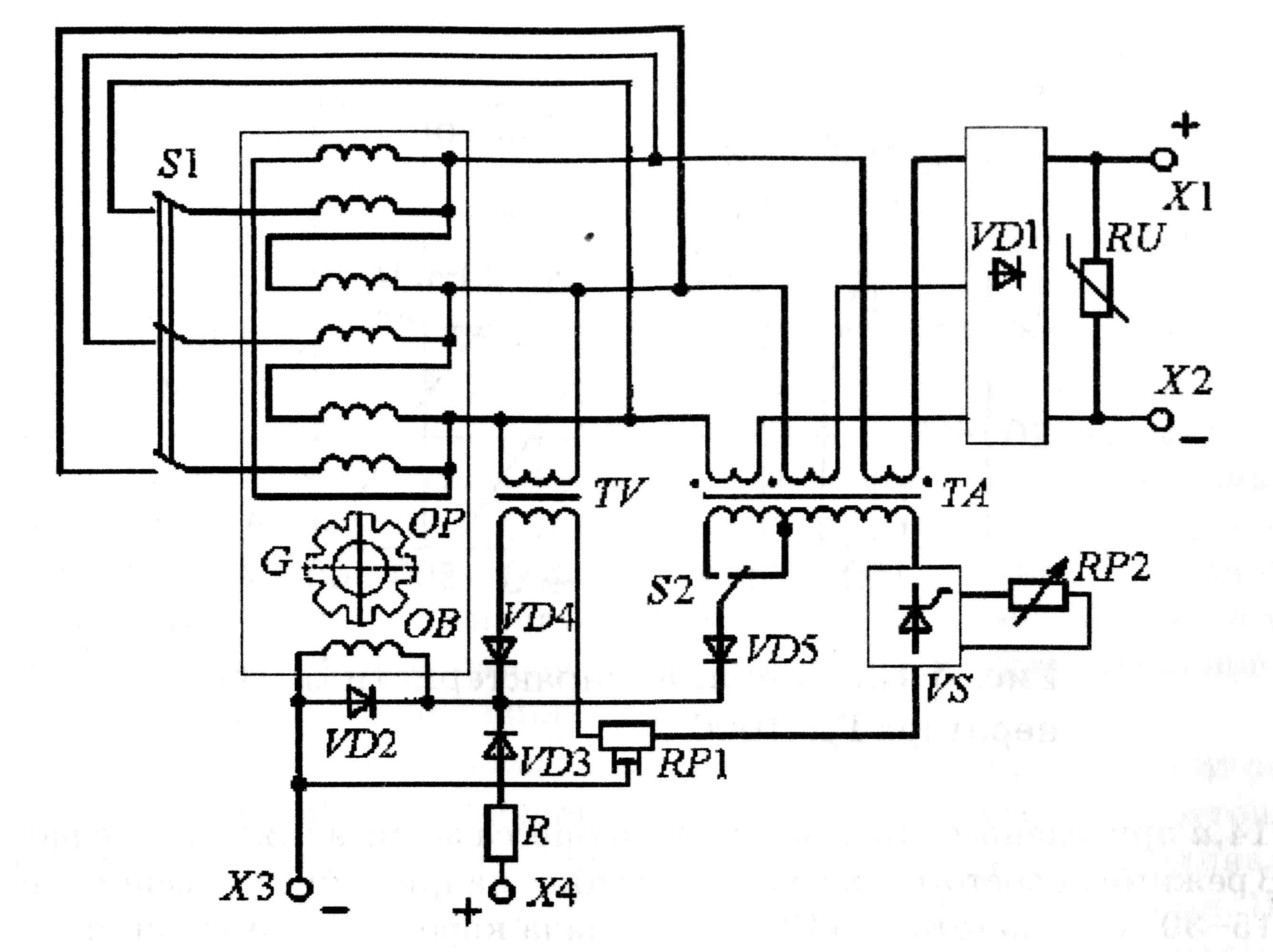
Принципиальная схема генератора ГД-4006
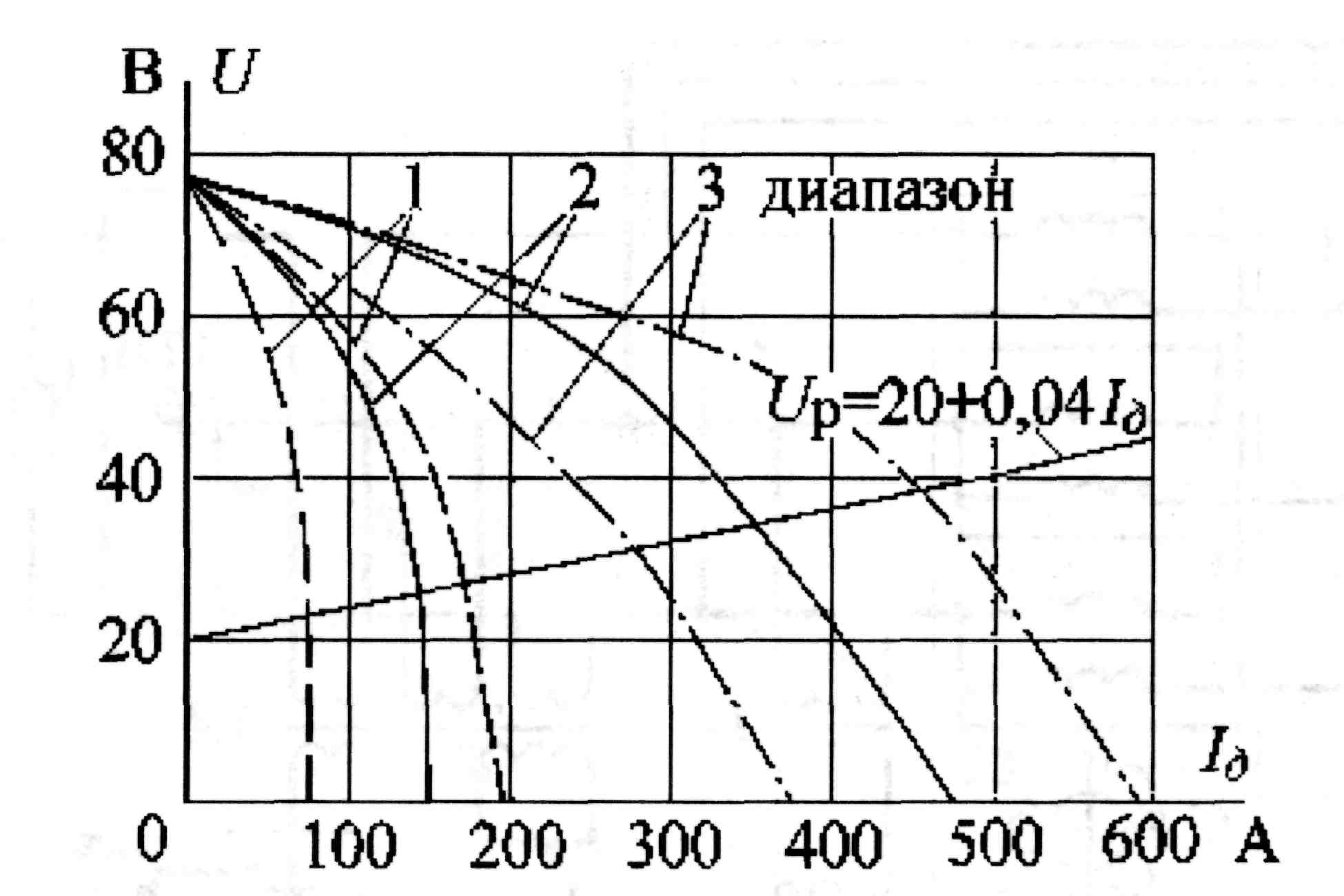
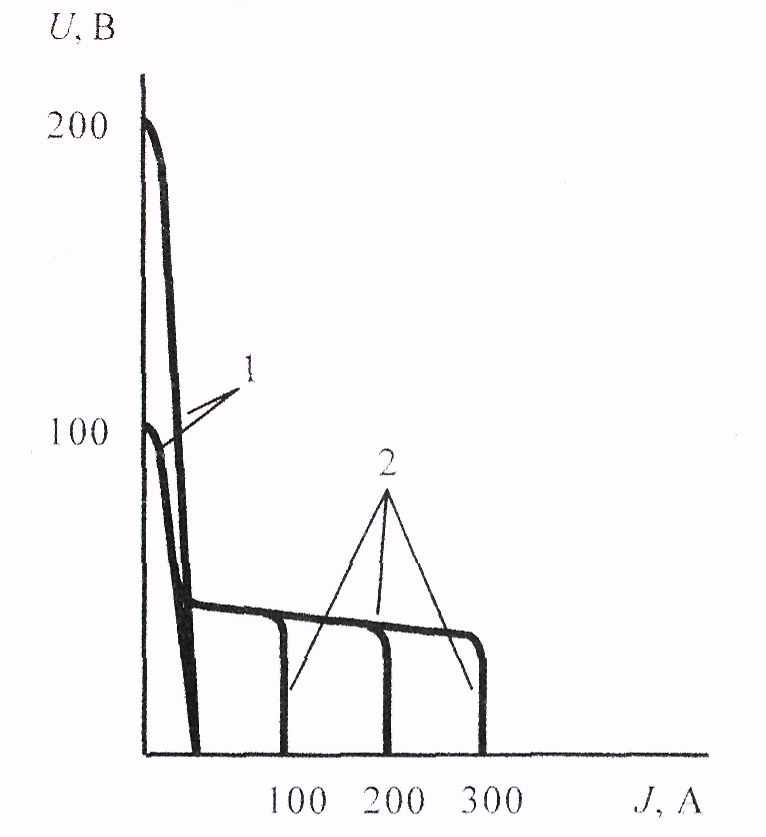
ВСХ генератора ГД-4006
В России выпускают несколько конструкций многопостовых агрегатов с количеством постов от 2х до 4х.
На рынке представлены универсальные агрегаты для нескольких способов сварки или сварки и плазменной резки. В частности агрегат АДДУ-4001ПР
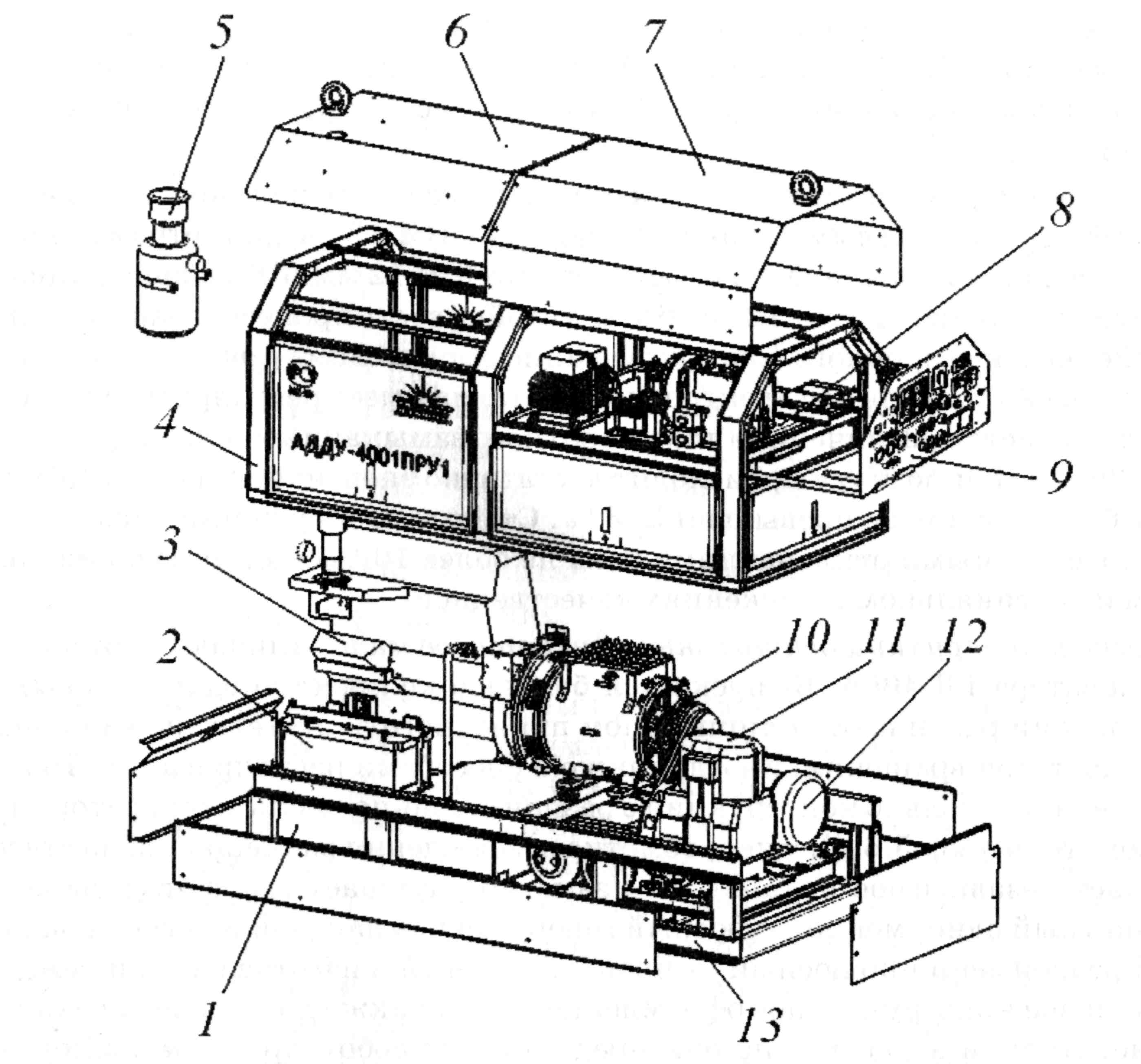
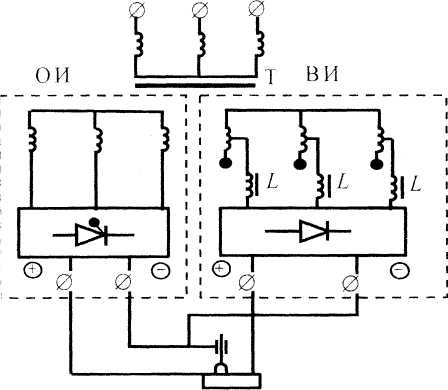
Устройство агрегата АДДУ-4001ПР
Формирование исскуственных ВСХ агрегата АДДУ-4001ПР обеспечивается тиристорным силовым блоком с микропроцессорным управлением.
Более широкие технологические возможности обеспечивает применение в агрегатах инверторных силовых блоков, как например в агрегате Vantage500.
Инверторные источники питания.
Инвертирование в преобразовательной технике – это преобразование постоянного напряжения в переменное.
Инверторы сварочных источников питания выполняются на силовых тиристорах и транзисторах. Тиристорные инверторы проигрывают транзисторным по максимальной частоте преобразования (на порядок) и соответственно по массогабаритным показателям. Поэтому в производстве сварочных ИП они в настоящее время почти полностью вытеснены транзисторными инверторами.
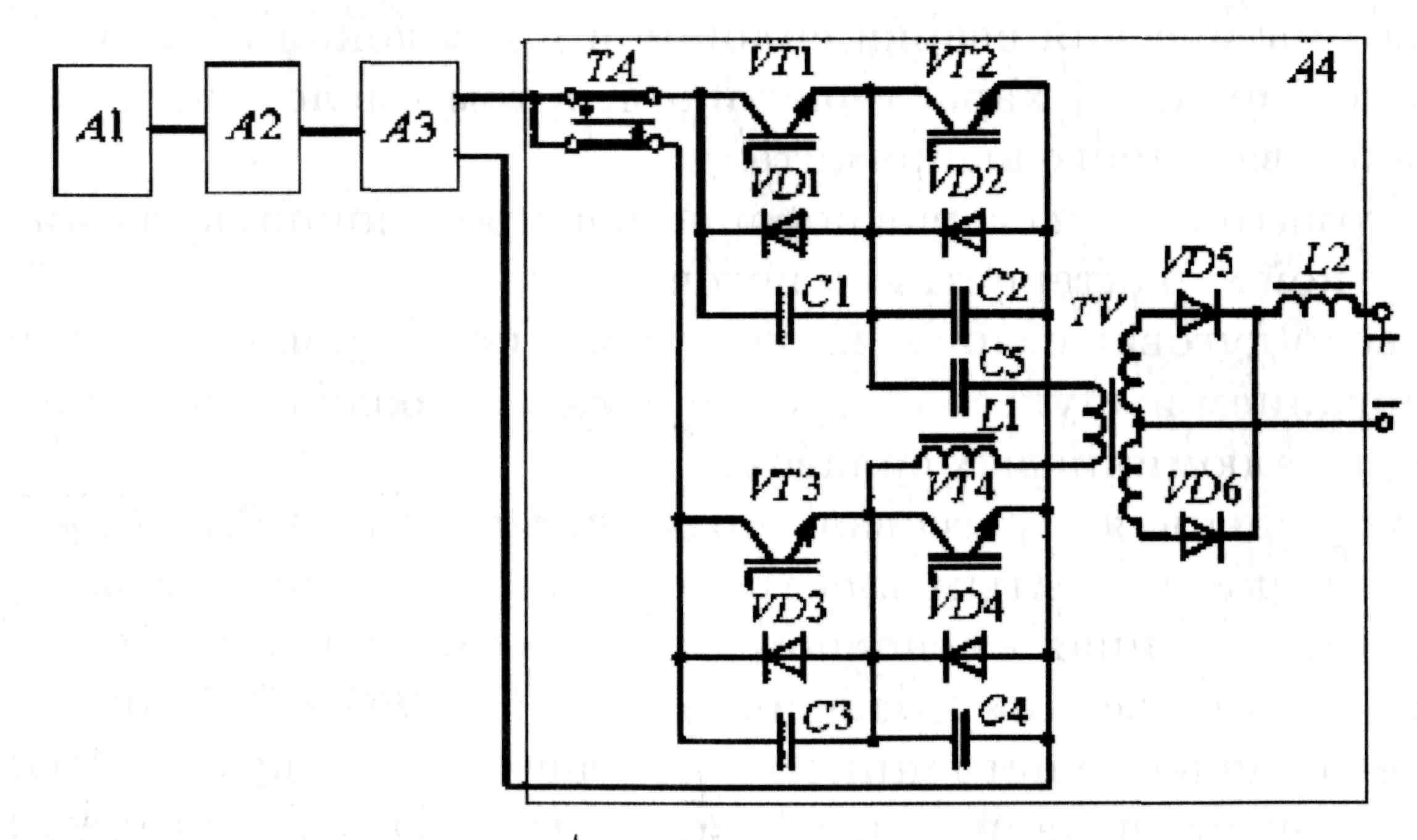
Рассмотрим одну из широко применяемых схем транзисторного инвертирования.
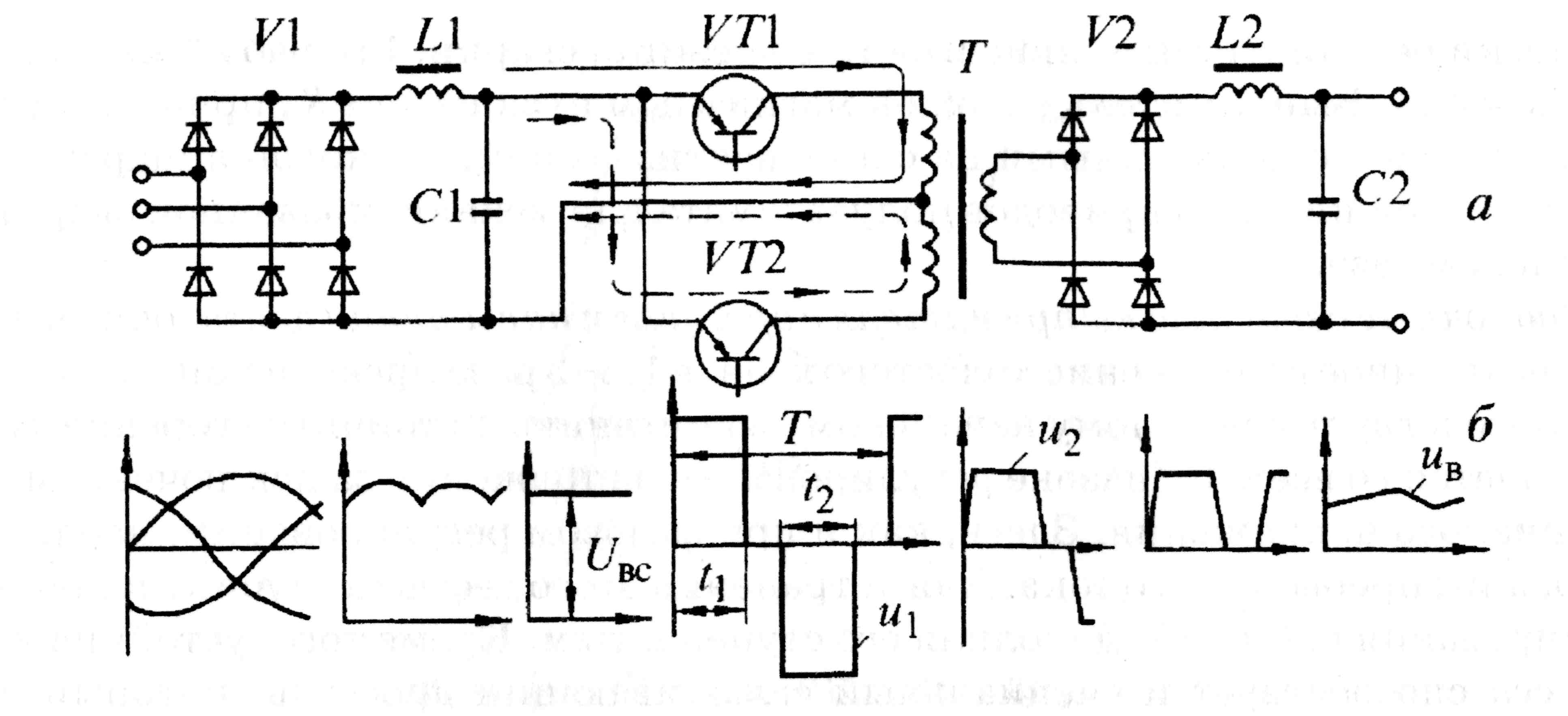
Выпрямитель V1 преобразует напряжение сети (380В, 50Гц) в постоянное, неравномерность которого сглаживается фильтром L1—С1. Инвертор на транзисторах VT1-VT2 преобразует постоянное напряжение в переменное высокочастотное (
50 кГц). Далее напряжение (
380 В) понижается трансформатором Т до сварочного ( 80 В), выпрямляется выпрямителем V2 и сглаживается фильтром L2-C2. Поскольку трансформируется переменный ток большой частоты, то трансформатор изготавливается не с железным, а с ферритовым сердечником, что снижает его вес примерно в 10 раз. Поскольку частота трансформируемого тока большая, то сокращается длительность переходных процессов с n*10-2 с до 10-3с и менее.
В настоящее время основную часть инверторного оборудования для сварочного производства составляют ИП с высокочастотными трансформаторами, поскольку условия электробезопасности при ручной сварке и сварке шланговыми полуавтоматами, а также при плазменной резке требуют гальванической развязки вторичной цепи от силовой сети.
Регулировка режима (получение падающей вольтамперной характеристики и регулировка вторичного напряжения на жёсткой характеристике) как правило осуществляется путём изменения частоты.

Осциллограммы при регулировании напряжения изменением амплитуды (а), частоты (б) и ширины (в) импульсов
Для получения падающей характеристики вводится обратная связь по току: с его увеличением автоматически снижается частота, что влечет уменьшение выходного напряжения. Для стабилизации выходного напряжения на жестких характеристиках вводится обратная связь по напряжению.
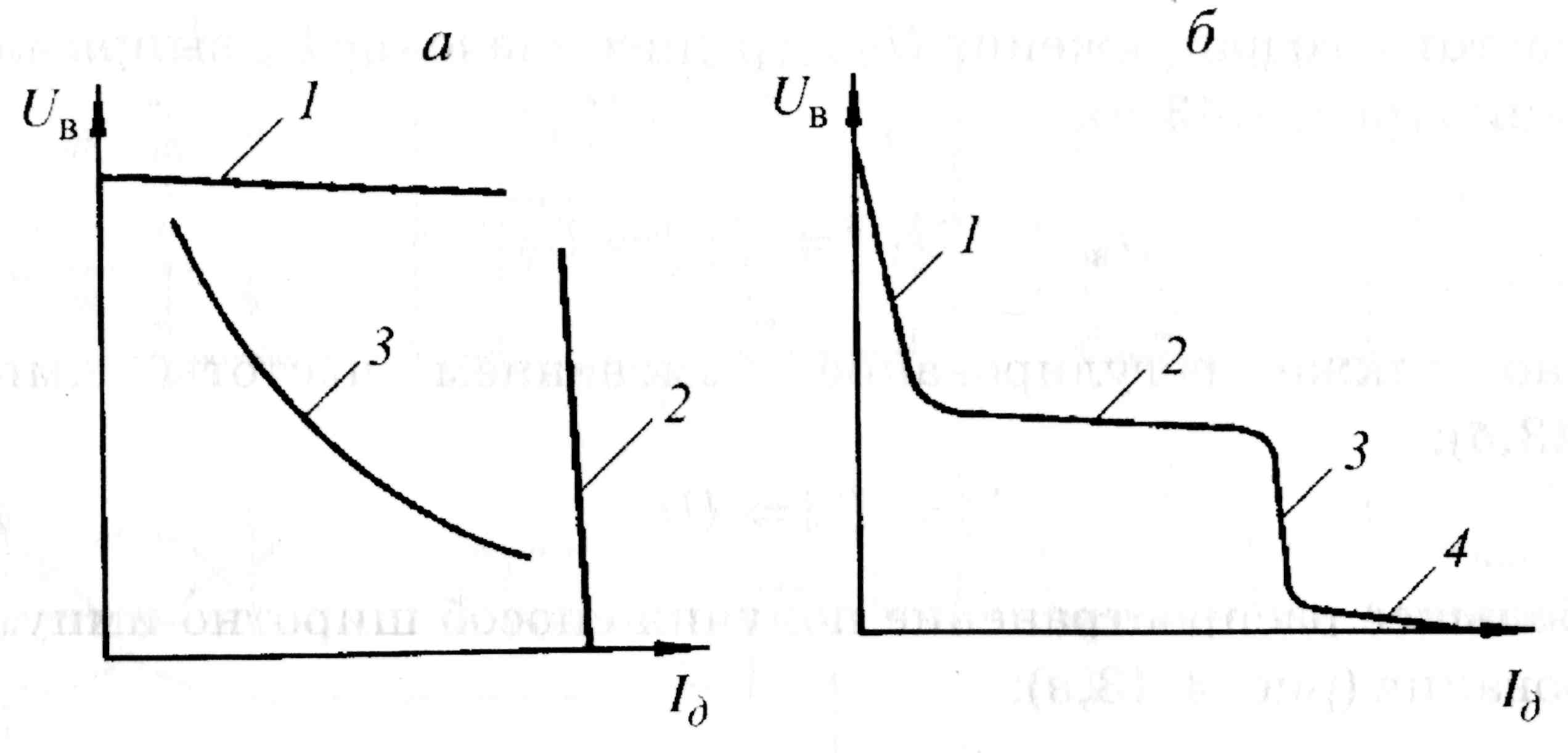
Внешние характеристики выпрямителей с инвертором
В 80-х годах и до середины 90-х годов инверторные выпрямители выпускались небольшой мощности (до 160 А), для работы на монтаже и для бытовых нужд. В середине 90-х появилось новое поколение так называемых полевых транзисторов, способных выдерживать большие токи. Это позволило приступить к выпуску промышленных инверторов на токи 300...500 А.
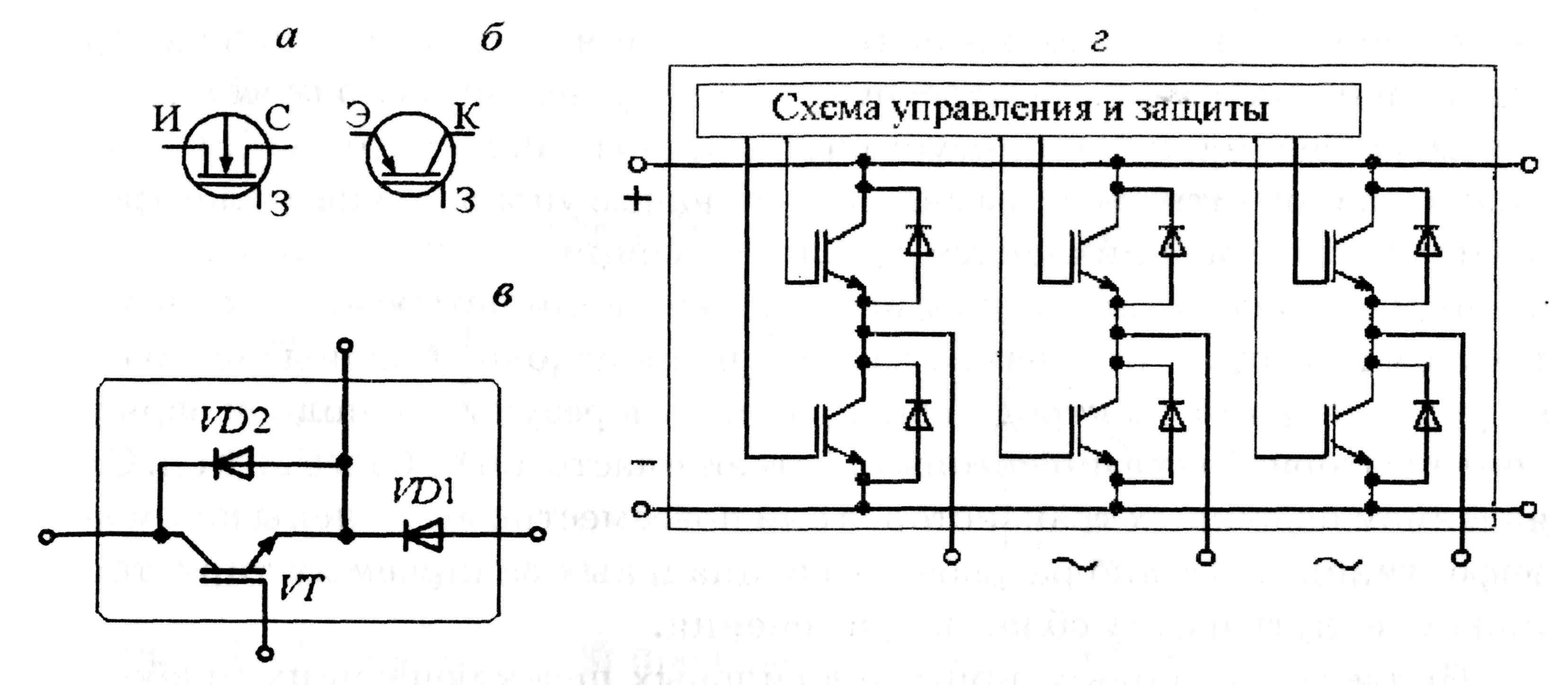
Современные переключающие приборы: МОП-транзистор (а); биполярный транзистор с изолированным затвором (б); транзисторно-диодный модуль — чоппер (в); силовой модуль с оптимизированным управлением и комплексной внутренней защитой (г)
В сварочных ИП с силовыми транзисторами используется несколько схем инвертирования.
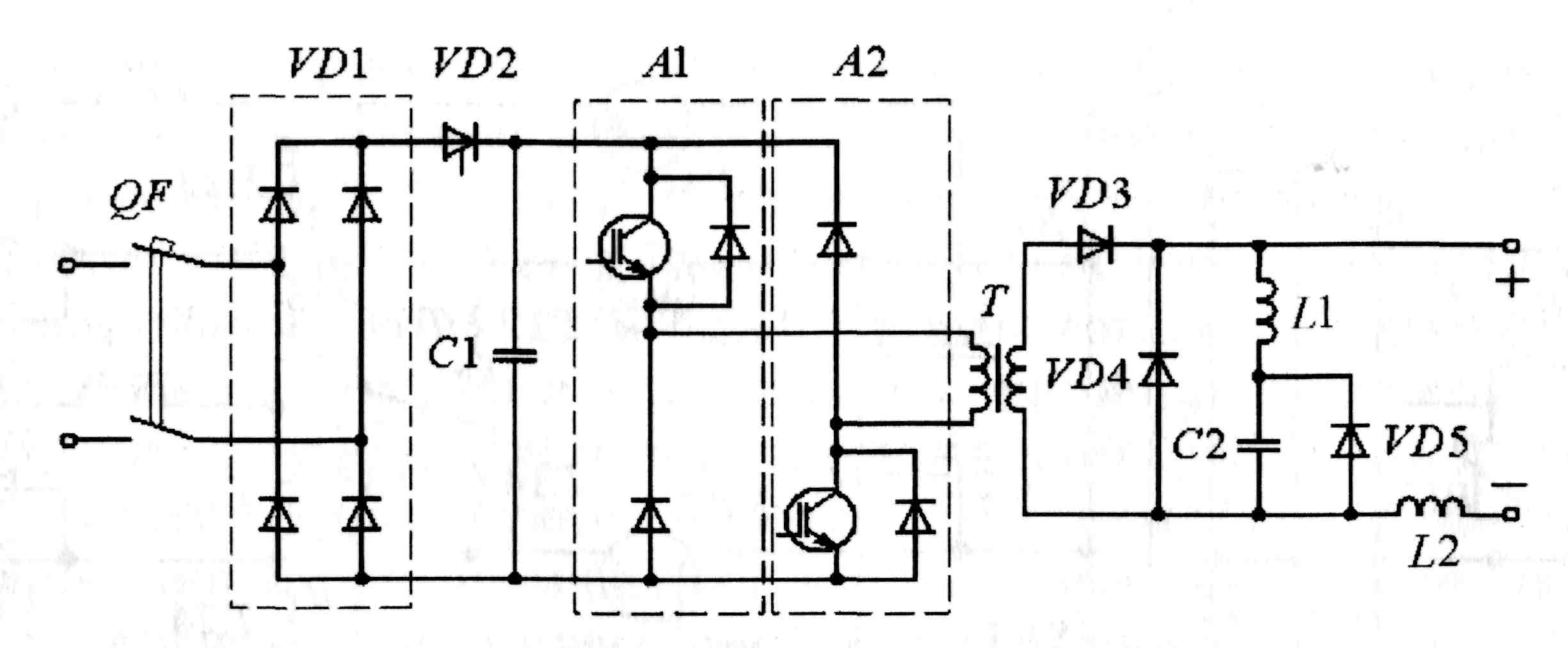
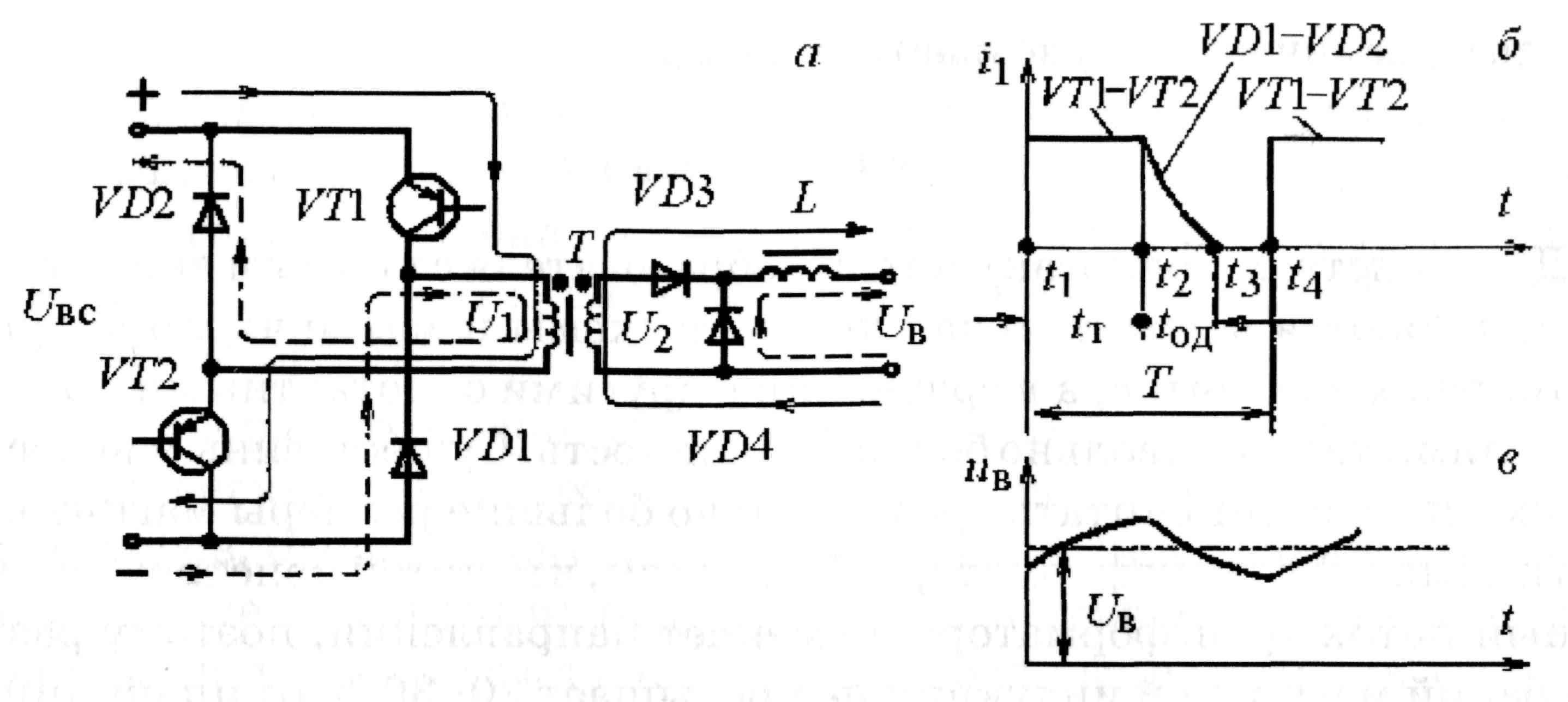 Однотактный преобразователь с прямым включением диода Однотактный преобразователь с прямым включением диода
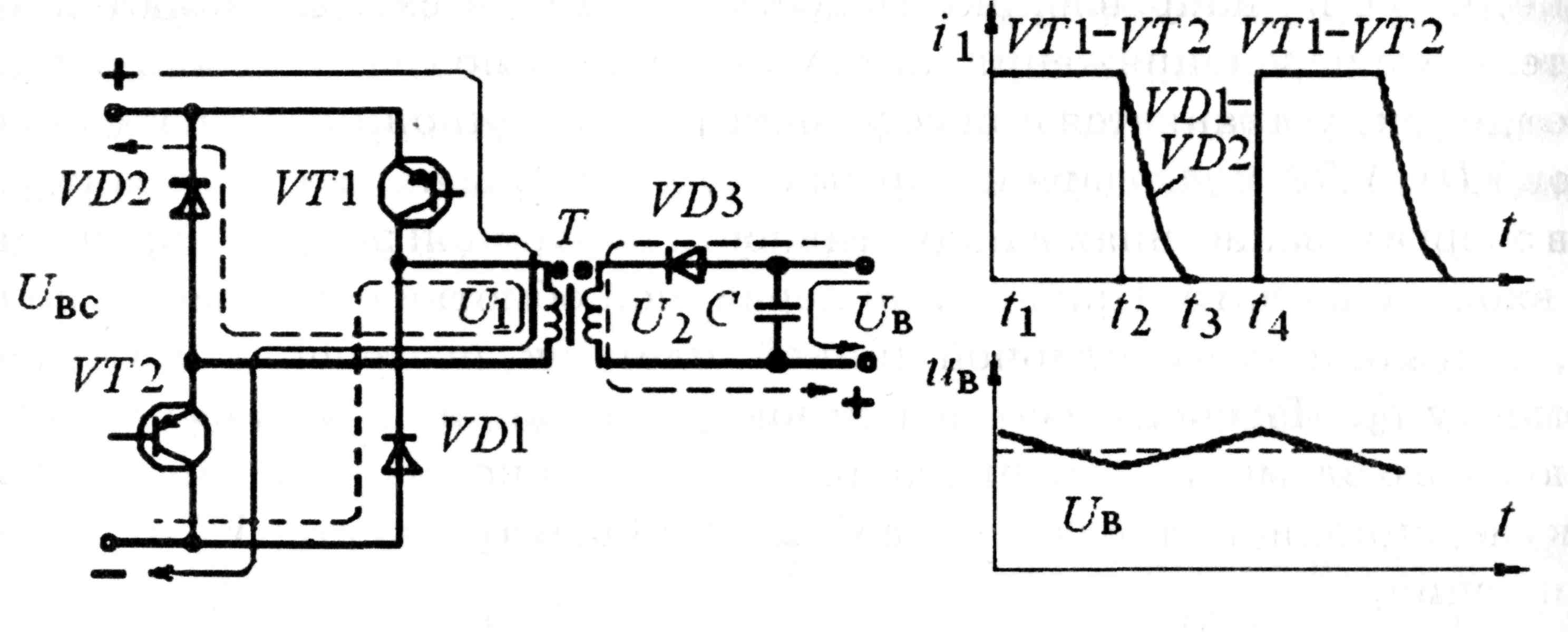 Однотактный преобразователь с обратным включением диода Однотактный преобразователь с обратным включением диода
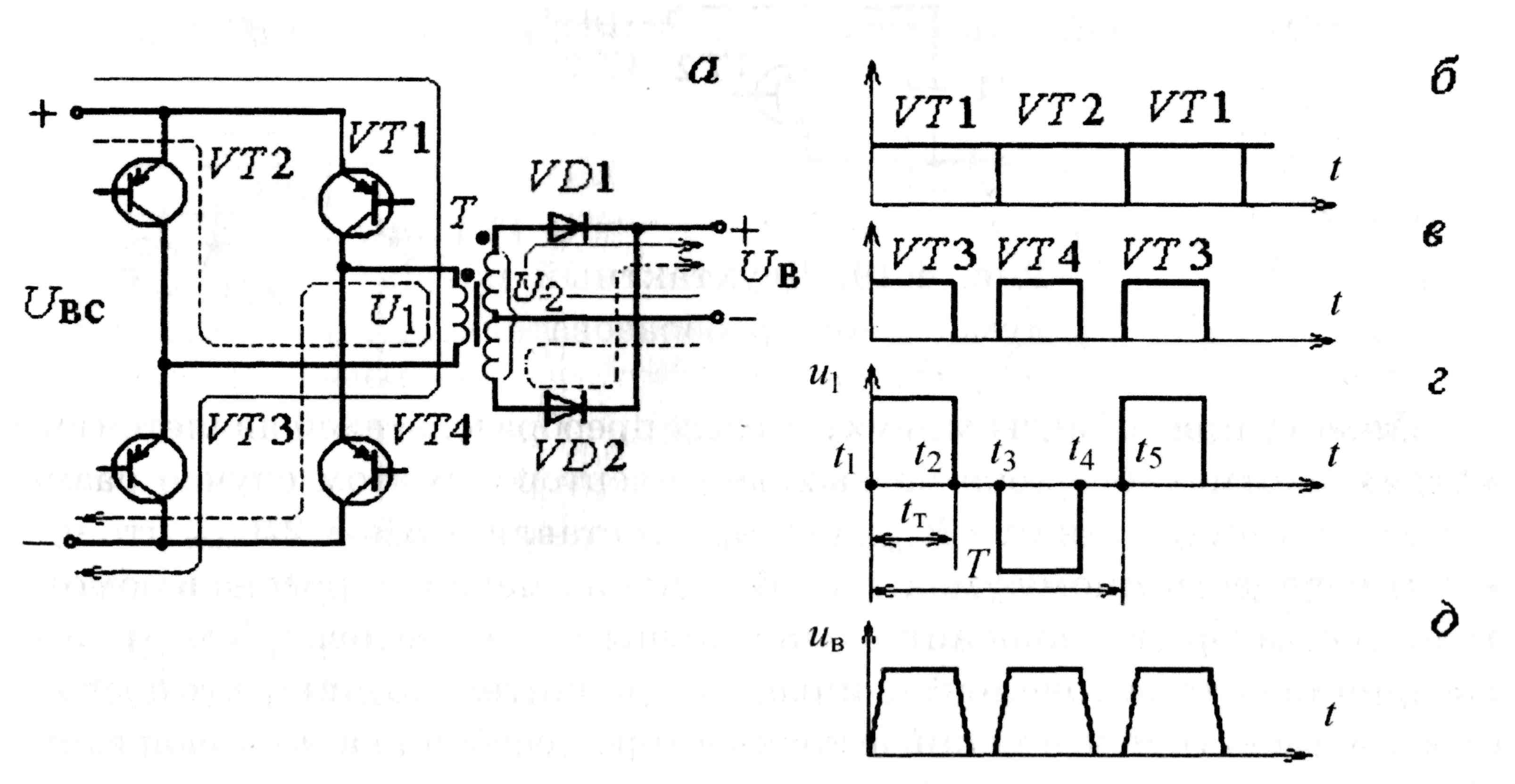
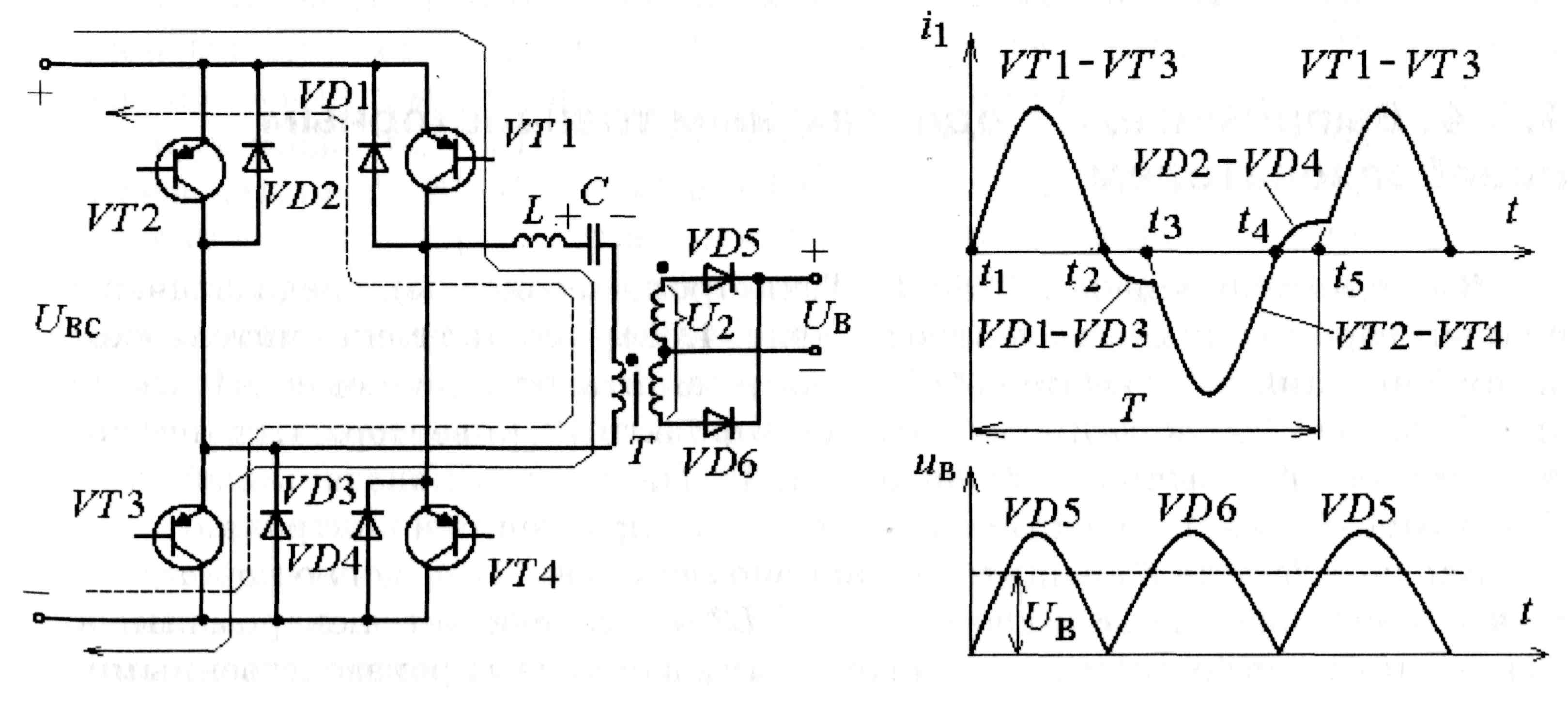
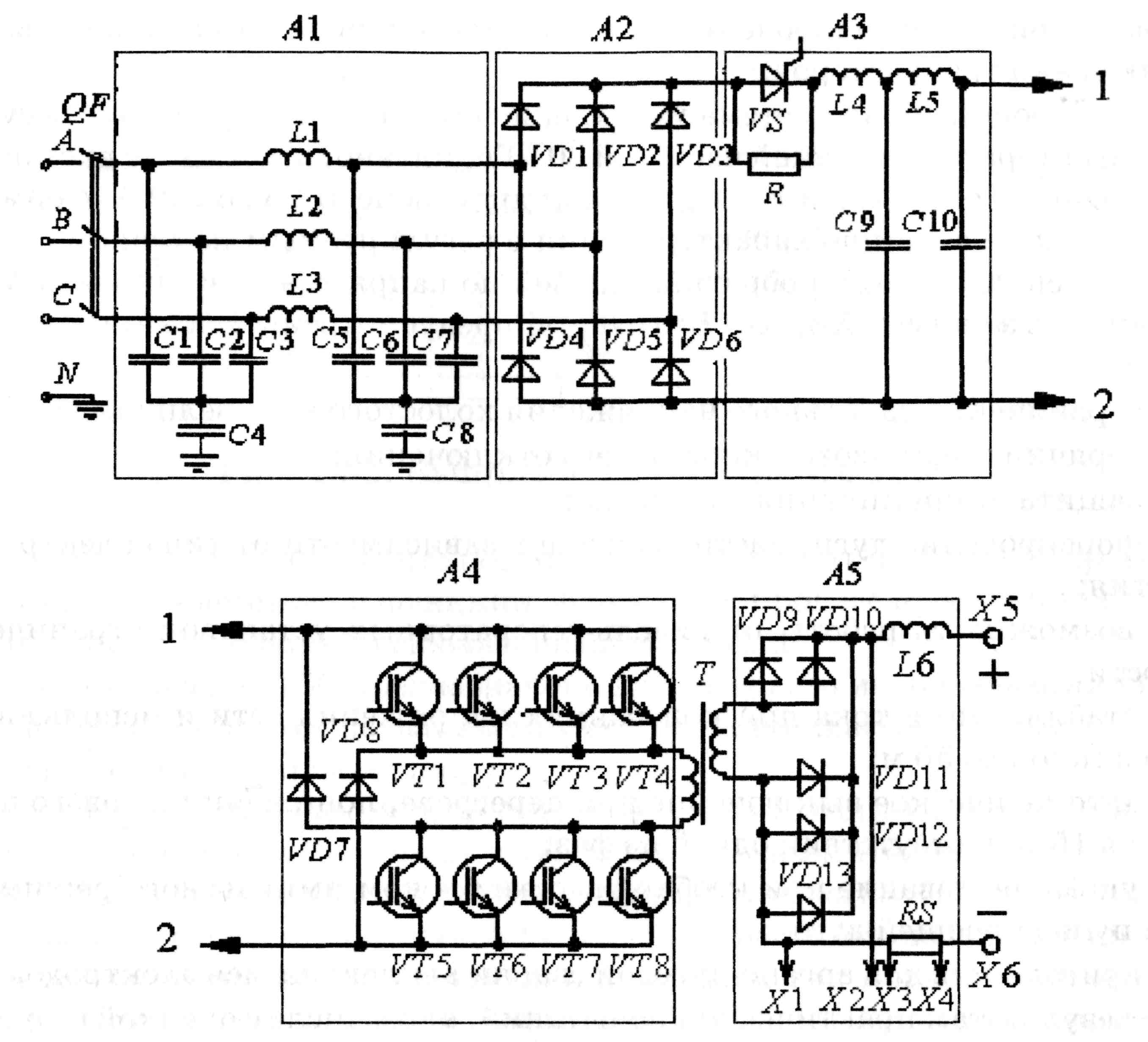
Двухтактный мостовой преобразователь
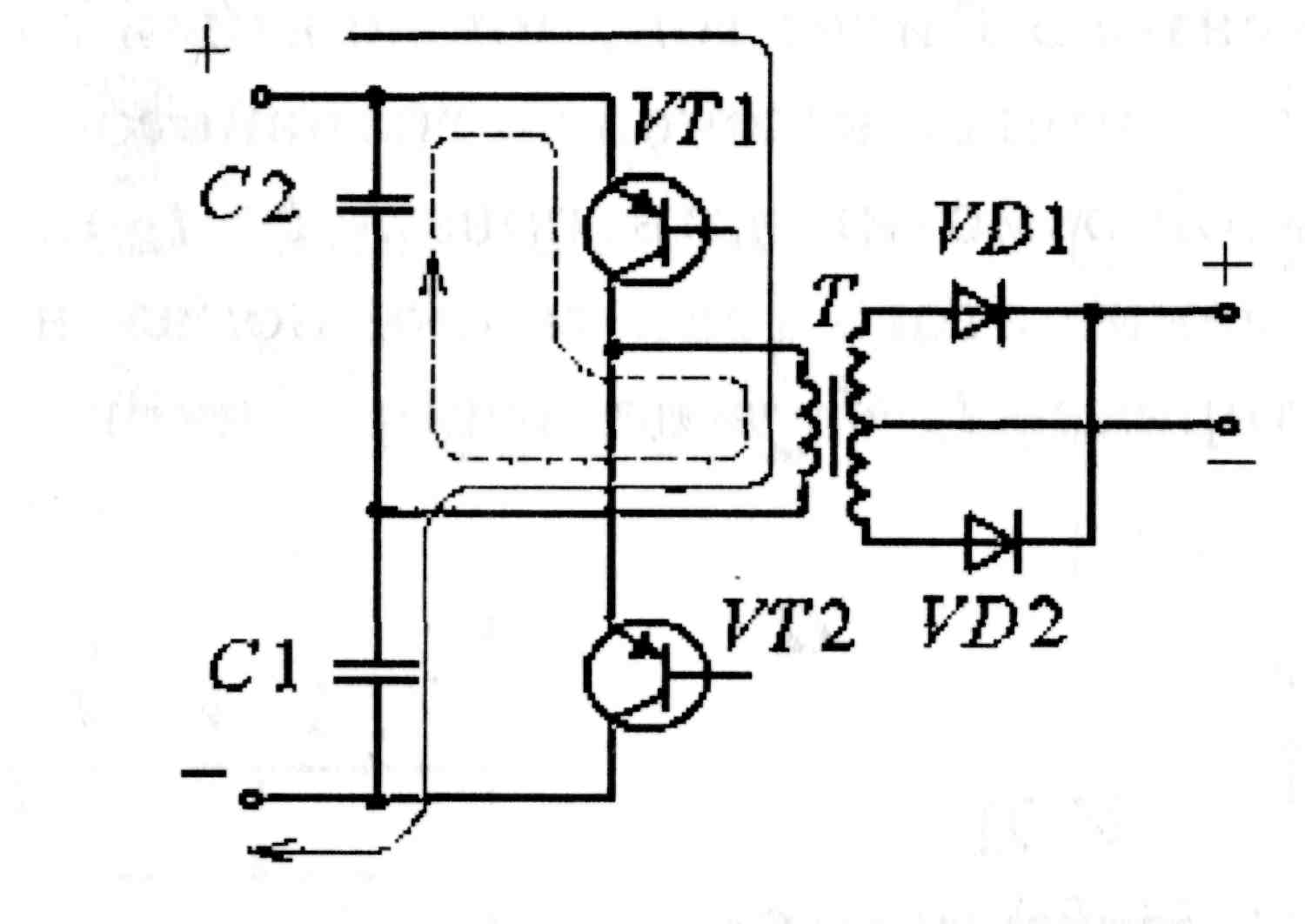
Двухтактный полумостовой преобразователь
Резонансный двухтактный мостовой преобразователь
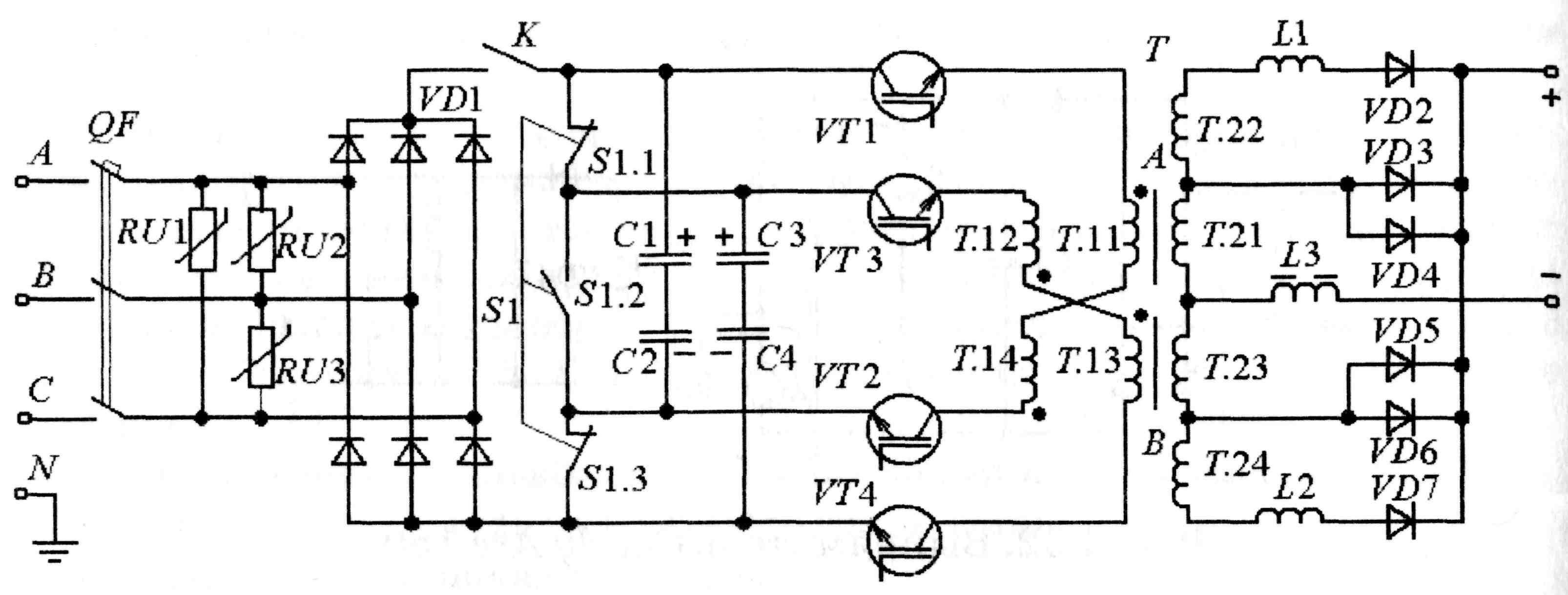
Реальные силовые схемы инверторных ИП могут существенно отличаться от типовых.
Выпрямитель ДС.250.33
Выпрямитель Сaddy Arc 150
Выпрямитель InvertecV350-РRО
Выпрямитель Форсаж-160
Преимущества инверторных ИП:
1. Минимальные масса и габариты.
У инверторных ИП при ультразвуковой частоте преобразования масса минимум на порядок меньше, чем у традиционных ИП. Это позволяет многократно снизить затраты перебазирование оборудования в монтажных условиях.
2. Наилучшие динамические характеристики:
У трансформаторов и выпрямителей максимально возможная скорость регулирования определяется частотой сети.
У инверторных ИП скорость регулирования определяется частотой преобразования.
Динамические характеристики минимум на 2 порядка лучше, чем у традиционных. Это позволяет реализовать новые технологические возможности.
Динамические характеристики позволяют эффективно реализовать режим горячего старта при сварке плавящимся электродом, снизить напряжение холостого хода в 2 и более раз, это позволяет получит более высокий КПД, позволяет полнее использовать сеть
При сварке в защитных газах это позволяет реализовать процесс почти без разбрызгивания электродного металла за счет высокой скорости регулирования тока.
В итоге по технологическим возможностям инверторные ИП существенно превосходят традиционные в монтажных условиях безусловно, в промышленных – во многих случаях тоже.
По надежности лучшие образцы инверторных ИП не уступают выпрямителям. Гарантийный срок на большинство сварочных ИП - один год.
Изготовители первых серийных инвертоных ИП в России:
1. Чебоксары, фирма «Технотрон»;
2. Рязань, Приборостроительный завод – инверторы «Форсаж»;
Специализированные ИП и установки.
В настоящее время четкой границы нет, поскольку имеются образцы универсального оборудования для многих способов сварки.
К этому виду оборудования относятся плазменно-дуговое оборудование (для плазменной сварки и наплавки, плазменной резки, плазменного напыления), а также установки для сварки вольфрамовым электродом легких сплавов на переменном токе и импульсами разной полярности, импульсные ИП, ИП для электрошлаковой и трехфазной сварки.
Отличительной особенностью такого оборудования является наличие блоков, выполняющих специальные функции. В оборудовании для плазменных процессов – это вспомогательный ИП, встроенный осциллятор, блок управления циклом, блок газовой аппаратуры и т.д.
Установка для сварки легких сплавов – осциллятор, генератор стабилизирующих импульсов, блок подавления постоянной составляющей тока (см . ТРЕБОВАНИЯ К ИП).
Установки для дуговой сварки наряду с ИП включают в себя обычно газовое оборудование, сварочные горелки или плазматроны, блоки циклового или микропроцессорного управления.
Установки для механизированной сварки кроме ИП содержат сварочный трактор или сварочную головку для автоматической сварки, механизм подачи электродной проволоки для полуавтоматической сварки.
Осцилляторы рассмотрены ранее.
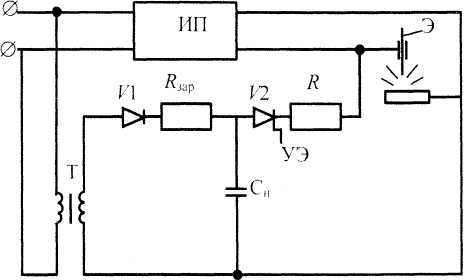
Импульсный стабилизатор горения дуги
Блок подавления постоянной составляющей тока.
У современных источников типа УДГ предусмотрена фиксированная подстройка коррекции постоянной составляющей .
В установках УДГ , выпуска до 1980х г. , использовалась система конденсаторов (устаревшая).
Сейчас применяется тиристорно- диодный мост.
Блок заварки кратера.
Он предназначен для плавного уменьшения тока в конце сварки с тем , чтобы сварочная ванна успела принять равновесное положение в процессе кристаллизации .
Такие блоки тиристорных и транзисторных ИП. Задержка тока в пределах 10 секунд. Аналогично можно получить плавное нарастание тока в начале сварки. Это рекомендуется для сварки вольфрамовыми электродами для уменьшения их разрушения в момент зажигания дуги. Используются , например ,источники питания типа ВСВУ.
Блоки импульсного тока .
Они предназначены для того , чтобы ток был импульсным .
Преимущества импульсной сварки:
1.При импульсном токе давление дуги больше , чем при постоянном токе ( более глубокое проплавление ).
2.Кристаллизация ванны- управляемая – регулируемая структура металла шва.
3.Объем ванны получается меньше , чем при постоянной дуге, и следовательно меньше вероятность прожогов.
Недостаток:
1.Пониженная производительность при той же мощности источника питания.
В импульсном блоке используют электронное реле времени обычно со ступенчатой регулировкой. Поскольку импульс нельзя сделать больше полупериода, то для сетевых источников питания минимальная длительность цикла 0.02 сек (например, ВСВУ).
Дополнительный блок питания дуги
Это или дежурная дуга в оборудовании для плазменных процессов , или это дежурная дуга при импульсной сварке.
Блок управления циклом
В специализированных установках, как правило , содержит ряд электронных или электромагнитных реле, которые включает или выключает другие блоки или цепи управления.
Обычно имеется газовая аппаратура ( газовые краны с электромагнитным управлением ) и устройства регулирования и измерения расхода газа.
Импульсный ИП для сварки плавящимся электродом ВДГИ -303
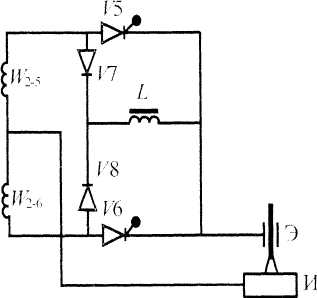
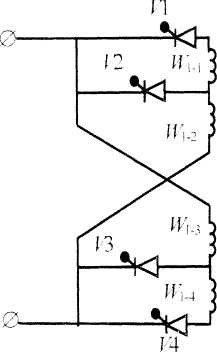
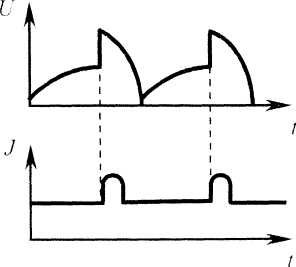
График изменения во времени тока и напряжения при шунтировании дросселя тиристорами F5 и V6 и отключении тиристоров V1и Г4. а включении V2и КЗ
Универсальные выпрямители типа ВСВУ
ВСХ выпрямителя ВСВУ
Специализированные установки
1. Для плазменной сварки и наплавки это специализированные установки УПС, УПРС для сварки и резки.
Для плазменной сварки можно использовать специализированные ИП ВСВУ (есть вспомогательный ИП).
2. Для микроплазменной сварки: МПУ – 4, МПУ – 5.
3. Для плазменной резки: установки УПР – 202 (203) на 200 А, до 30 мм; для более мощного оборудования АПР- 404 – резка до 120 мм.
Инверторные установки DC-120П
4. Для напыления: установки УПУ, УПН.
5. Для сварки легких сплавов: УДГ - для постоянного тока; УДГУ – для постоянного и переменного токов.
Инверторные универсальные установки: ДС200А3.
Для механизированной сварки:
Шланговые полуавтоматы: ПДГ - полуавтоматы для дуговой сварки в среде защитных газов.
Автоматы для дуговой сварки под флюсом АДФ.
Автоматы для дуговой сварки в среде защитных газов АДГ.
Механическое оборудование для дуговой сварки, наплавки , резки.
Предназначено для установки изделий в удобное для технологической обработки положение и в некоторых случаях для перемещения с требуемой технологии скоростью сварки.
Основным видом являются вращатели , выпускаемые трех разновидностей. Механическое оборудование имеет по ГОСТу маркировку. Основным, наиболее широко применяемым вариантом являются универсальные вращатели . Наименьшая грузоподъемность от 63 до 1000кг. Перемещение планшайбы и ее разворот - электромеханическое (два двигателя с редуктором ). При выборе типоразмера необходимо учитывать:
1. Возможность установки изделия на планшайбу.
2. Скорость вращения двигателя обеспечивают линейную скорость сварки на наименьшем радиусе.
3. Грузоподъемность уменьшается по мере увеличения плеча центра тяжести изделия. Обычно изделие длиной до 1м.
Т.к. стоимость оборудования пропорциональна массе , то для серийного и крупносерийного производства выбирают оборудование меньшее по массе.
Горизонтальные вращатели предназначены для обработки длинных изделий. Серийно выпускаются длиной до 6.3м - длина между планшайбами. Т.к. задняя опора подвижная, то ее располагают на рельсовом пути с возможностью фиксацией в каком-то положении.
Вертикальные вращатели используют в крупносерийном производстве, где целесообразно использовать не универсальное оборудование.
К механическому оборудованию относят роликовые стенды (вращатели) и кантователи.
Для подвесных и самоходных сварочных головок, также механизмов подачи проволоки выпускаются сварочные колонны.
Типовые колонны высотой от 3.5 до 6м - дорогое оборудование. Его целесообразно использовать в мелкосерийном и серийном производстве для крупногабаритных изделий. Если изделие малогабаритное и производство крупносерийное - дешевле сделать специальные стойки.
Установки для сварки неплавящимся электродом в среде защитных газов .
В настоящее время выпускаются УДГ, УДГУ.
УДГ имеет трансформатор с подмагничивающим неподвижным шунтом . Блок управления цикла с помощью реле дуги обеспечивает при выключении напряжения холостого хода включение осциллятора . Когда зажигается дуга и напряжение на выходе источника питания падает с напряжения холостого хода до напряжения дуги , реле дуги отключается , при этом выключается осциллятор и включается ГСИ. Реле времени в блоке управления циклом отключает осциллятор ,даже если дуга не зажглась .Плавное регулирование тока обеспечивается подмагничиванием шунта трансформатора .
Установки типа УДГУ предназначены как для сварки на переменном токе, так и выпрямленном токе .В диагональ моста включают дополнительный тиристор для компенсации постоянной составляющей (источник питания с фазовым регулированием тока).Трансформаторы здесь нерегулируемы. Основная идея: обеспечить возможность работы на прямой полярности без наплавления электрода, кроме сварки на переменном токе .
С точки зрения горения дуги переменного тока установки хуже ,чем УДГУ поскольку при фазовом регулировании получаются большие перерывы между током прямой и обратной полярности. ИСВУ по силовой схеме близок УДГУ, но значительно более сложный .Здесь имеется дополнительно импульсный блок , стабилизация режимов с помощью комбинированных обратных связей по току и напряжению. Но в отличие от установок УДГ,УДГУ он не имеет собственного осциллятора и газовой аппаратуры. Длительность импульса и паузы регулируется с большой дискретностью, ступенчатым набором
В настоящее время для этих целей используется также инверторный источник питания . У инверторных источников питания длительность импульсов и пауз от частоты не зависит и может быть произвольной .Определяется постоянной времени сварочной ванны 0.01-1 сек.
Блок заварки кратера предназначен для плавного уменьшения тока и предотвращения образования дефектов типа кратер . Кроме того в составе установки есть еще блок управления циклом , который обеспечивает при нажатии кнопки ПУСК включение электропневмоклапана для продувки шлангов и горелки защитным газом .
Далее срабатывает включение встроенного осциллятора .Он может работать несколько секунд. Если дуга не зажглась ,то напряжение на выходе падает с напряжения холостого хода до напряжения дуги ,при этом срабатывает реле дуги, которое отключает осциллятор и включает генератор стабилизирующих импульсов (рабочий режим сварки).Если дуга обрывается , то снова начинает работать осциллятор .В нормальном процессе при нажатии кнопки "СТОП" происходит плавный спад тока, время спада регулируется в пределах нескольких секунд. Отклонение газового клапана происходит еще позднее с тем ,чтобы обеспечить защиту остывающего металла и вольфрама электрода .На установках УДГ,УДГУ в составе предусмотрен газовой аппаратуры, но устройств для измерения расхода газа там нет.
Установки УДГ имеют трансформатор с подмагниченным шунтом. Установки УДГУ и ИСВУ имеют нерегулируемый трансформатор , а регулирование тока обеспечивается тиристорным мостом (однофазная мостовая схема выпрямления).Принцип регулирования -фазовый. Установки УДГУ позволяют вести сварку и на постоянном , и на переменном токе. Это для того , чтобы обеспечить ее функциональные возможности .В установках ИСВУ нет газовой аппаратуры и осциллятора ,но зато есть импульсный блок для работы в импульсном режиме .Они предназначены для работы только на переменном токе.
Установки для плазменной сварки.
Серийно выпускаются установки типа УПС-301, 501, 801, комбинированная установка УПСР. Для расширения технологических возможностей установки УПС позволяют вести также аргоно -дуговую сварку на прямой полярности. Конструктивно это тиристорный трехфазный выпрямитель с крутопадающими ВСХ, регулирование тока- фазовое. Отличительной особенностью является повышенное напряжение холостого хода и увеличенная крутизна ВСХ по сравнению с выпрямителями ВДУ. Кроме того установка содержит блок газовой аппаратуры, в том числе и 4 ротаметра . Для регулирования плазмообразующего и защитного газа. защитный газ представляет собой смесь из трех газов. Смеси используют для удешевления, например добавляя CO2 или увеличение глубины проплавления и увеличение стабильности горения, например добавляя H или He. Установка имеет встроенный осциллятор и блок регулирования цикла аналогично установкам УДГ. Отличие- здесь не включается генератор стабилизирующих импульсов. Для плазменной сварки также используют источники питания ВСВ, ВСВУ. В своем составе не имеет осциллятора , но два источника питания : основной и вспомогательный . Основной - трехфазный выпрямитель с тиристорным регулированием и с вертикально -падающей ВСХ на рабочем участке. В блоке цикла дополнительно имеет возможность регулирования плавного нарастания тока и плавного спада. Плавное нарастание тока предотвращает повышенный износ вольфрама в момент зажигания дуги. Источник питания имеет импульсный блок с возможностью регулирования формы импульса от треугольной до прямоугольной через трапециидальную и соответственно длительность импульса и паузы в пределах 1сек.
Для микроплазменной сварки и выпускаются специализированные установки типа МПУ-4, МПУ-5. Установки имеют трехфазные трансформаторы с подвижными обмотками симметричного типа (для увеличения стабильности горения малоамперной дуги).Регулирование режима такое же как у выпрямителей с подвижными обмотками .Установка обеспечивает сварку постоянным током прямой , обратной полярности и сварку разнополярными импульсами и импульсами прямой полярности. Она имеет два дополнительных источника питания для дежурной дуги и для работы на обратной полярности. Установка имеет встроенную газовую аппаратуру, в том числе два ротаметра для регулирования расхода плазмообразующего, защитного газа.
Оборудование для плазменной резки.
Отличительная особенность этого оборудования- постоянный ток , прямая полярность, вертикально -падающая ВСХ и обязательно повышенное напряжение холостого хода . Для ручной плазменной резки Uxx=180В. Для механизированной - Uxx до 600В. Серийно выпускаемые установки для ручной плазменной резки - УПР-201, УПСР.
Для механизированной - АПР-404 (основная установка ), ВПР-630, установки типа КИЕВ .Все современные установки - трехфазные тиристорные выпрямители. Напряжение зависит от толщины сварочных материалов. Причины вертикально -падающей ВСХ:
1. Стабильность проплавления обеспечивается .
2. Снижение вероятности двойного дугообразования.
Это наиболее широко распространенное специализированное оборудование. В структуре эксплуатационных расходов плазменной резки существенную долю составляют затраты на сменные сопла и электродные вставки. Ресурс работы медного сопла несколько десятков часов, электродных вставок - несколько часов, в случае попадания воды - несколько секунд. В последние годы появились установки для МПС на базе инверторных источников питания. Толщины до 20-30мм . Основное преимущество инверторных источников питания - малый вес. Установки для воздушно-плазменной резки требуют комплектации воздушным компрессором. За исключением УПР-201 все они предназначены для работы с жидким охлаждением. Если работа на морозе используют автономные системы с антифризом.
Установки для плазменного напыления.
Они предназначены для нанесения покрытий путем расплавления и разгона частиц порошка или медной проволоки . В большинстве конструкций плазмотронов транспортировка порошка осуществляется дополнительным потоком газа . В комплект установки входят порошкопитатели. Значительно реже подают внутрь сопла нагрев, т.к. сопло загрязняется. Дуга горит между вольфрамовым катодом и медным соплом. Для того чтобы сопло не выходило из строя, дугу вращают, придавая спиральное движение плазмообразному газу (стоит завихритель ). Иногда дополнительно вращают магнитное поле . Наибольший по размеру факел можно получить используя резонансную плазму, но это требует тонкой настройки газовых и электрических параметров и использование не во всех видах оборудования.
Типичные установки по единичным заказам - УПУ-8 (на базе специального тиристорного выпрямителя). Наиболее распространенная установка УПУ-3 (уже снята с производства). На базе трехфазного выпрямителя с подвижным шунтом . Установки имеют встроенные осцилляторы, газовую аппаратуру. |
|
|
 Скачать 4.11 Mb.
Скачать 4.11 Mb.