ГОМ К.Р. Макушев Д.П.ЗВТС-301. Контрольная работа по дисциплине газопламенная обработка металлов Вариант5 Выполнил студент гр. Звтс301 Макушев Д. П. Проверил
 Скачать 418.98 Kb. Скачать 418.98 Kb.
|

|
Министерство просвещения Российской Федерации Федеральное государственное автономное образовательное учреждение высшего образования «Российский государственный профессионально-педагогический университет» Институт инженерно-педагогического образования Кафедра инжиниринга и методики профессионального обучения в машиностроении и металлургии Контрольная работа по дисциплине «ГАЗОПЛАМЕННАЯ ОБРАБОТКА МЕТАЛЛОВ» Вариант№5 Выполнил студент гр. ЗВТС-301: Макушев Д.П. Проверил: Ст. преподователь Радченко Е.В. Екатеринбург 2022 Содержание Министерство просвещения Российской Федерации 1 Задание 1 2 Задание 3 13 Список использованных источников 17 Задание 11 Привести 3-4 примера генераторов стационарного типа. Описать принцип действия одного из выбранных генераторов с указанием технической характеристики и системы генератора Классификация ацетиленовых генераторов Ацетиленовый генератор — аппарат, синтезирующий ацетилен путём химического взаимодействия карбида кальция с водой при их смешивании. Они применяются в составе передвижных и стационарных газосварочных постов в качестве источника ацетилена — горючего газа для газовой сварки. Об их назначении мы уже говорили на странице «Оборудование для газовой сварки. Газосварочное оборудование». Согласно ГОСТ 5190, классификация ацетиленовых генераторов может происходить по следующим параметрам: по давлению ацетилена, по производительности, по способу применения, по принципу действия. 1. По давлению получаемого ацетилена различают генераторы низкого давления — до 0,01МПа, среднего давления — от 0,07МПа до 0,15МПа и высокого давления — свыше 0,15МПа. 2. По производительности, существующие ацетиленовые генераторы синтезируют от 0,3 до 160мᵌ/ч ацетилена. 3. По способу применения генераторы подразделяются на передвижные и стационарные. Производительность передвижных генераторов составляет 0,3-3мᵌ/ч, а производительность стационарных генераторов составляет 5-160мᵌ /ч. 4. По принципу действия ацетиленовые генераторы классифицируются на работающие по принципам: а) КВ — карбид в воду; б) ВК — вода на карбид с вариантом «мокрого» процесса; в) ВК — вода на карбид с вариантом «сухого» процесса; г) ВВ — вытеснение воды; д) ПК — принцип комбинированный, сочетающий схемы «вода на карбид» и «вытеснение воды». Именно от принципа действия зависит устройство и работа ацетиленовых генераторов. Примеры ацетиленовых генераторов Стационарный ацетиленовый генератор АСК является ацетиленовым генератором среднего давления непрерывного действия, работающим по совмещенным системам ВК и ВВ. Стационарный ацетиленовый генератор ГРК-10-64 конструкции ВНИИавтогенмаша, разработанный на базе генераторов ГРК-10 и ГРК-10-57, является генератором среднего давления (до 1,5 кгс/см²), производительностью 10 мᵌ/ч, системы «вода на карбид». Стационарный ацетиленовый генератор «сухого» типа АСР-2-64 (ацетиленовый с сухим разложением) конструкции ВНИИавтогенмаша (рис. 1) среднего давления (до 1,5 кгс/см²), производительностью 20 мᵌ/ч, системы «вода на карбид» предназначен для непрерывного и периодического питания ацетиленом сварочных цехов по трубопроводу, а также для комплектации установок растворенного ацетилена. Стационарный ацетиленовый генератор АСК Стационарный ацетиленовый генератор АСК состоит из двух поочередно работающих реторт 14, (рисунок 1.) газосборника 2, регулятора подачи воды 3, предохранительного клапана 1, обратного водяного клапана 6, двух обратных клапанов 12, загрузочных корзин 18, предохранительного водяного затвора 24 и влагосборника 22. Обе реторты разделены перегородкой 16 на две части: вытеснитель 15 и загрузочная камера 17. Вокруг загрузочной камеры имеются водяные рубашки 19, охлаждаемые проточной водой. Перед пуском генератора газосборник 2 заливают водой до уровня контрольного крана 9, водяной затвор 24 - до уровня контрольного крана 23 и включают подачу воды в рубашки загрузочных камер. Загружают в корзины карбид кальция и вставляют в реторты 14, плотно закрывая их крышками 20. Открыв продувочный 7 и сбросной 8 вентили, продувают реторту. Затем, перекрыв вентиль 25 перед затвором и сбросной вентиль 21, продувают влагосборник и водяной затвор. После продувки вентили 7, 8 и 21 закрывают. Генератор начинает работать после открытия вентиля подачи воды 4 на одной из реторт. Начало газообразования проверяют открытием пробного крана на реторте. Ацетилен поступает по трубопроводу 11 через обратный клапан 12 в трубу 13 газосборника 2. По мере выделения ацетилена давление в газосборнике возрастает, происходит переливание воды из загрузочной камеры в вытеснитель 15 через отверстие в разделительной перегородке и отключение воды через регулятор, в результате процесс газообразования приостанавливается. По мере отбора газа из газосборника давление в нем падает, вода вновь поступает из вытеснителя в реторту и процесс выработки ацетилена возобновляется. Клапан регулятора воды отрегулирован так, что при давлении в газосборнике выше 0,024-0,026 МПа подача воды прекращается, а начало подачи воды на реакцию происходит при давлении 0,02-0,022 МПа. После начала газообразования в первой реторте подготавливают к работе вторую реторту. Предварительно карбид замачивается открытием вентиля подачи воды 4 второй реторты до интенсивного газовыделения из пробного крана 10. После этого оба крана перекрывают и открывают кран перелива 5, через который после окончания разложения в первой реторте автоматически начнется подача воды для разложения карбида во второй реторте. При работе ацетиленового генератора необходимо следить за тем, чтобы давление газа в генераторе не превышало 0,07 МПа, а давление газа в сети не было выше 0,03 МПа. Необходимо менять воду в газообразователе, если температура ее поднимается до 35-40°С. Уровень воды в водяном затворе контролируют не менее двух раз в смену. Доливать воду следует при отсутствии отбора газа. Подачу воды регулируют только в случае нарушения его работы. 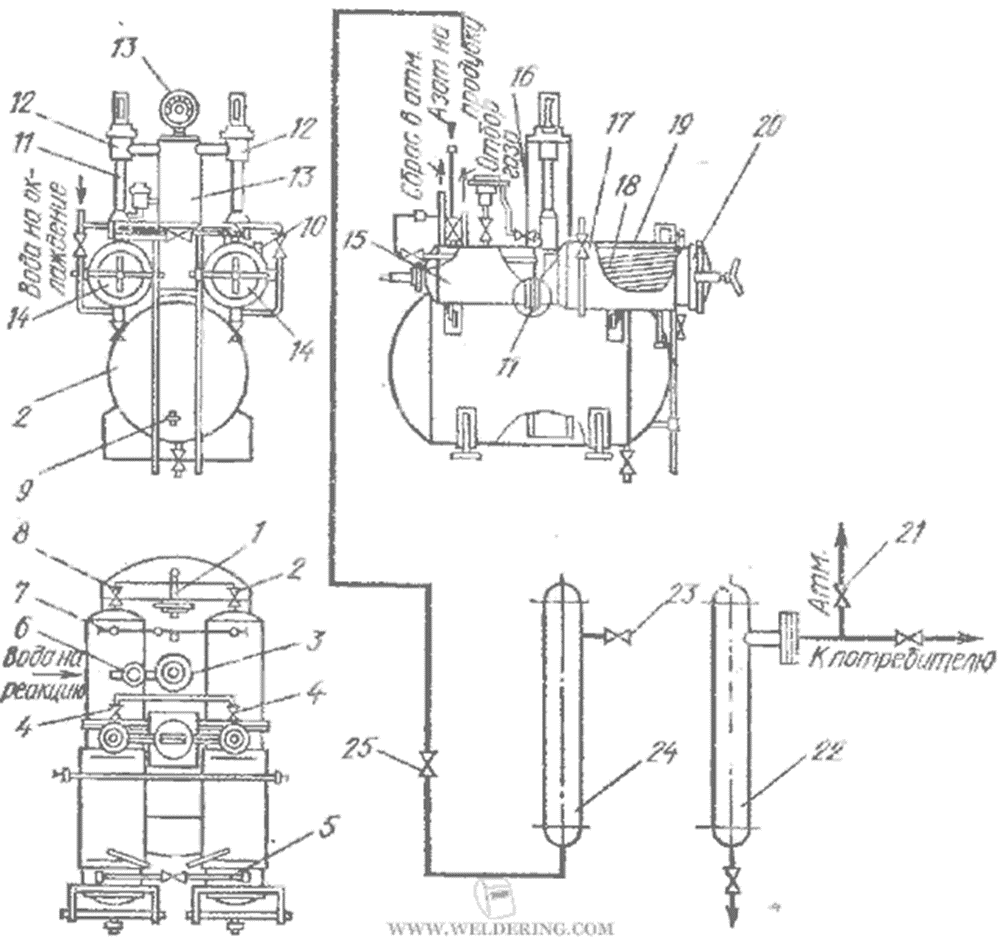 Рисунок 1 - Ацетиленовый генератор Таблица 1 - Технические характеристики ацетиленового генератора АСК
Задание 2 2 Подобрать флюс для газовой сварки стали 12X11НМФ и указать его состав. Описать назначение каждого компонента флюса Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы. Расшифровка стали 12Х11НМФ и ее химический состав Согласно ГОСТ 2246-70 материал 12Х11НМФ применяется для изготовления холоднотянутой сварочной проволоки из высоколегированной стали для сварки (наплавки) и изготовления сварочных электродов. Таблица 2 - Химический состав в % материала 12Х11НМФ
По диаграмме Шеффлера определим структурный класс высоколегированной стали. 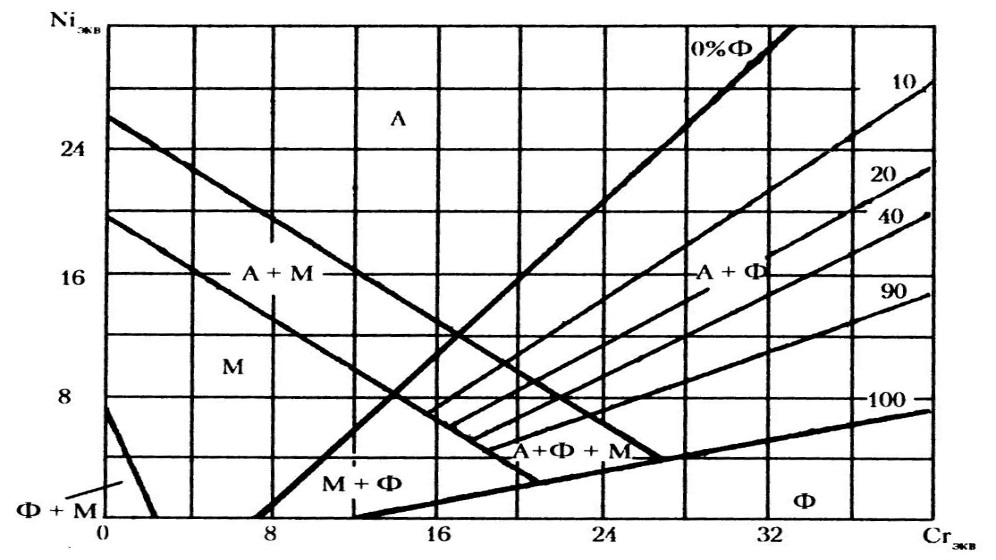 Рисунок 2 - Диаграмма Шеффлера [Cr]экв = [%Cr] + [%Mo] + 1.5[%Si] + 0.5[%Nb] [Ni]экв = [%Ni] + 30[%C] + 0.5[%Mn] [Cr]экв = 12 + 0.9 + 1.5 * 0.55 = 13.7 [Ni]экв = 0.9 + 30 * 0.15 + 0.5 * 0.65 = 5.7 Сталь 12Х11НМФ согласно диаграмме Шеффлера относится к мартенситно-ферритным сталям. Мартенситные и мартенситно-ферритные стали - это основная группа высокохромистых сталей. Мартенситные стали содержат от 5... 14% Сг и от 0,06...0,4 % С, а также для придания специальных свойств - другие легирующие элементы. Так как хром обеспечивает коррозионную стойкость сталей при его концентрациях более 12 %, то мартенситные стали с меньшим содержанием хрома применяют в основном как конструкционный материал для высоконагруженного энергетического и нефтехимического оборудования. Что такое сварочный флюс При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты. Использование флюсов обеспечивает следующие преимущества при сварке. Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва. В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение. Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва. Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД. Оптимизируется расход присадочного материала. Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги. Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия. Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом. Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса. Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново. Недостатки Условных минусов в использовании сварочных флюсов немного. Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку. Не возможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается. Химический состав флюсов для сварки Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва. Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва. Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворимый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва. Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Их задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.). Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь. Сварка стали 12Х11НМФ Так как сталь 12Х11НМФ является высоколегированной хромистой, то газовую сварку целесообразно применять для сталей толщиной не более 1,5—2 мм, при этом достигаются удовлетворительное качество соединения и достаточная производительность. Более толстый металл рекомендуется сваривать дуговой сваркой с применением соответствующих электродов. Газовую сварку проводят с применением флюса следующего состава: борная кислота — 55%, оксид кремния — 10%, ферромарганец — 10%, феррохром — 10%, ферро титан — 5%, титановая руда — 5%, плавиковый шпат — 5%. Для сварки используют газ ацетилен, из расхода 70 дм3/ч на 1 мм толщины металла. В зависимости от количества мартенситной и ферритной составляющих сварные соединения склонны к образованию холодных трещин или снижению ударной вязкости вследствие роста зерна. Повышенная склонность к хрупкому разрушению усложняет технологию сварки этих сталей. Их сварка без предварительного подогрева почти невозможна (за исключением малых толщин). Сварка покрытыми электродами. При сварке этим способом применяют электроды с покрытиями основного типа. Сварку выполняют на постоянном токе обратной полярности. Легирование наплавленного металла обеспечивается за счет металла электродного стержня. Некоторое дополнительное его легирование осуществляется введением необходимых легирующих компонентов в покрытие электрода. Для стали 12Х11НМФ подойдут электроды КТИ-9А. При сварке металла средних и больших толщин применяют предварительный подогрев до 200...450 °С Сварка под слоем флюса также требует специальных сварочных материалов. Широко применяемые окислительные высококремнистые высокомарганцовистые флюсы АН-348А, ОСЦ-45 не пригодны для сварки высокохромистых сталей. При их использовании происходят процессы окисления не только активных легирующих элементов, но и основного легирующего элемента хрома. Фторидные бескислородные флюсы типа АНФ-5 не обеспечивают достаточно хорошего формирования швов. Поэтому для сварки стали 12Х11НМФ рекомендуется применение слабо-окислительных (малоактивных) флюсов АН-20С, АН-20СМ, АН-26П, АН-15М, АН-18 ОФ-6 (ГОСТ 9087-81). В качестве флюса для данной стали применяем флюс АН-26П Таблица – 3 Флюс АН-26П
Продолжение таблицы 3
Задание 33 Особенности резки толстолистовой стали (  > 300 мм). Конструкция мундштуков, давление режущего кислорода, расстояние между мундштуком резака и металлом. Характеристика пламени, технологические приемы, обеспечивающие качество реза > 300 мм). Конструкция мундштуков, давление режущего кислорода, расстояние между мундштуком резака и металлом. Характеристика пламени, технологические приемы, обеспечивающие качество резаТолщины стали более 300 мм принято называть большими. Основная особенность резки стали больших толщин состоит в том, что необходимо сформировать фронт окисления металла большой протяженности. Поэтому при резке металла большой толщины требуется специальная режущая аппаратура и особые приемы резки. Для достижения стабильных показателей производительности, качества резки струя режущего кислорода должна сохранять окислительную способность и кинетическую энергию на возможно большой длине по толщине разрезаемого металла, а мощность подогревающего пламени должна быть такой, чтобы обеспечить подогрев шлаков в нижней части разреза и защиту режущей струи от подсоса воздуха. Поэтому расход режущего кислорода и горючего газа предусматриваются намного большими, чем при кислородной резке стали обычных толщин. Резка выполняется, как правило, с использованием кислорода низкого давления, не более 392 кПа, мундштуки резаков имеют обычные цилиндрические сопла большого диаметра. Скорость истечения струи невысока. Струя большого диаметра обеспечивает окисление соответственно большего количества металла в верхней части разреза, чем улучшается прогрев металла в нижней части реза. Образующийся шлак заполняет раковины и пустоты, располагающиеся довольно часто в прибылях, в связи с чем кислородная струя не теряет устойчивости и не меняет направления пои резке металла с внутренними дефектами. Особое внимание рекомендуется уделять операциям, предшествующим резке. Место начала резки следует хорошо подогреть, причем нагреваемая зона должна простираться ближе к низу торцовой поверхности, чем к верху вдоль линии предполагаемого разреза. При резке металла больших толщин большое значение имеет момент врезания струи кислорода в металл. Начало резки значительно облегчается, если угол атаки будет на 2—3° больше прямого. В конце резки необходимо снизить скорость тележки и наклонить резак в противоположную сторону, что обеспечивает прорезание нижнего угла заготовки. 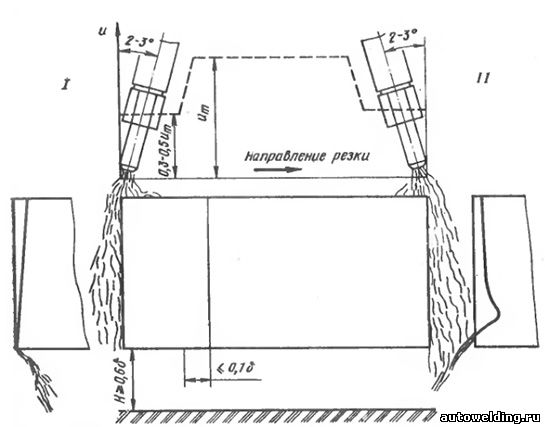 I - врезание (оптимальные режимы резки); II - врезание (неоптимальные режимы резки) Рисунок 3 - Положение мундштука при резке стали больших толщин Большое значение при резке металла больших толщин имеет подогревающее пламя. Для обеспечения прогрева шлаков в нижней части разреза и защиты струи кислорода от перемешивания с воздухом при резке стали толщиной более 1000 мм в резаках за режущим соплом располагают дополнительно сопло для подачи горючего газа. При резке металла толщиной более 2000 мм 65 % горючею газа подается в разрезе через дополнительное сопло. Одним из современных способов резки толстых листов металла является использование инжекторной резки. Инжекторный резак состоит из ствола и наконечника. Инжекторное устройство резака является таким-же, как и устройство горелки. 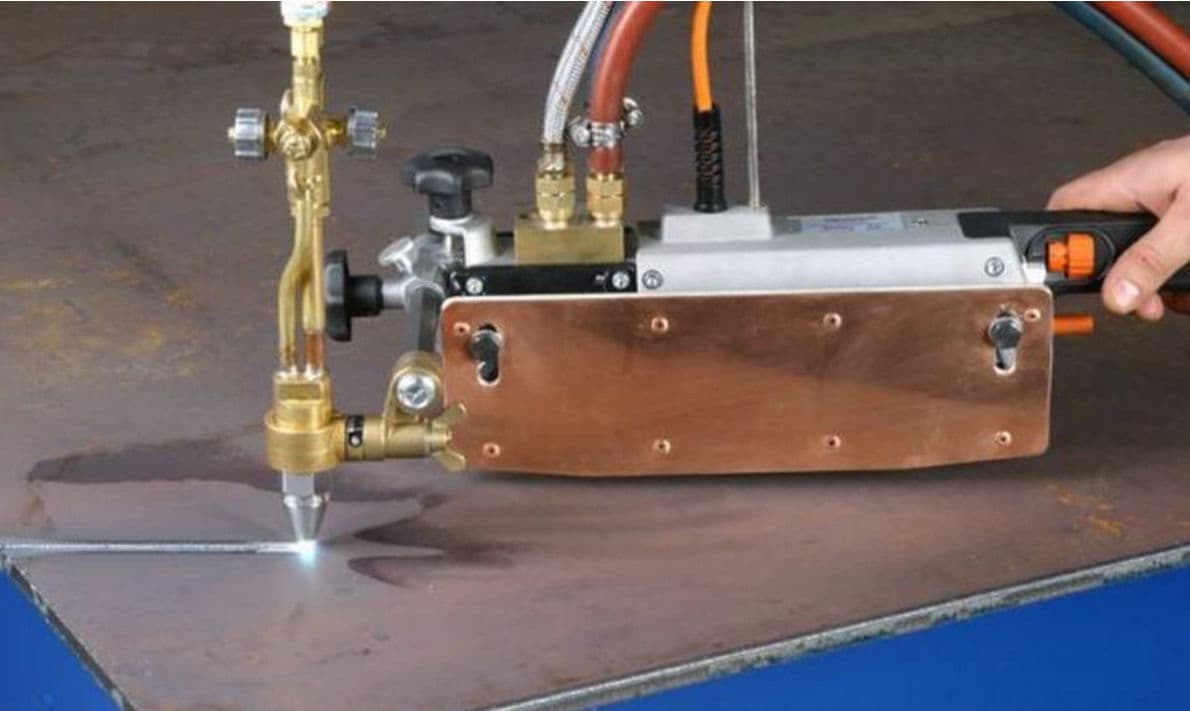 Рисунок 4 - Инжекторный резак Самая важная деталь резаков – это мундштуки, на данный момент их делают бронзовыми (БрХ0,5), с кольцевым пламенем и многосопловые. 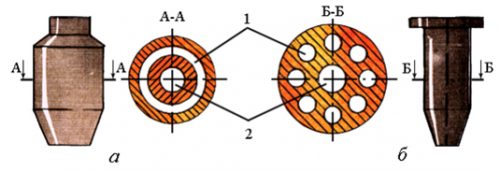 а — кольцевые; б — многосопловые: 1 — подогревающем пламени, 2 — режущий кислород чистый Рисунок 5 - Мундштуки Для нормального протекания процесса резки стали большой толщины необходима равномерная подача режущего кислорода и флюса по всей глубине разреза. Наличие в металле внутренних дефектов может вызвать изменение направления струи, ее завихрения и привести к образованию выхватов на поверхности реза. Поэтому стали больших толщин, как правило, разрезают при низком давлении кислорода, что позволяет каждой частице кислорода в течение большего времени соприкасаться с поверхностью разрезаемого металла, вследствие чего уменьшаются непроизводительные потери кислорода. Струя имеет большой диаметр. Шлак, образующийся в большом количестве, заполняет раковины и другие пустоты, в результате чего кислородная струя сохраняет устойчивость и направление. При этом уменьшается количество теплоты, уносимой из разреза избыточным кислородом и балластными газами, не участвующими в реакции. Таблица 4 - Данные по резке стали толщиной 300 - 800 мм
Список использованных источников1. Антонов, М. И. Газопламенная обработка металлов / М. И. Антонов. Москва: Машиностроение, 2008. - 264 с. - Текст: непосредственный. 2. Евсеев, Г. В. Оборудование и технология газопламенной обработки металлов и неметаллических материалов / Г. В. Евсеев, Д. Л. Глизманенко. Москва: Машиностроение, 2009. 314 с. Текст: непосредственный. 3. Говард, Г. М. Пайка и припои. Материалы, конструкции, технология и методы расчета / Г. М. Говард. Москва: Машиностроение, 2009. - 236 с. Текст: непосредственный. 4.Петрунин, И. Е. Физико-химические процессы при пайке / И. Е. Петрунин. Москва: Высшая школа, 2008. 187 с. Текст: непосредственный. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||