ргр по резанию. Контрольная работа .. Контрольная работа по дисциплине Теория резания материалов студент группы зу4201 Номер зачётной книжки
 Скачать 0.64 Mb. Скачать 0.64 Mb.
|

|
Министерство образования и науки Российской Федерации «ВОСТОЧНО – СИБИРСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ТЕХНОЛОГИЙ И УПРАВЛЕНИЯ» Кафедра « Технология машиностроения, металлообрабатывающие станки и комплексы.» Контрольная работа по дисциплине «Теория резания материалов» Выполнил: студент группы ЗУ-420-1 Номер зачётной книжки Проверил: доцент Грешилов А.Д. Улан-Удэ 2020г. Вариант IV 1.Указать источники образования тепла при резании. Привести схему направлений тепловых потоков от источников образования тепла. Охарактеризовать теплообразование в зависимости от режима резания (V, S, и t), геометрии режущей части инструмента (γ) и (φ), свойств обрабатываемого материала(в, НВ) и СОЖ. Подсчитать количество тепла, выделившегося за 10 минут точения при заданных условиях. 2.Охарактеризовать силы, возникающие при резании. Подсчитать величину составляющей силы резания Pz при заданных условиях. Построить графики изменения составляющей Pz с изменением геометрических параметров режущей части инструмента ((, , r) при обработке заданного материала с режимом, соответствующим заданию. 3.Привести определение геометрических параметров режущей части резца. Указать влияние установки резца относительно центра обрабатываемого изделия на действительную величину переднего и главного заднего углов. Определить действительные величины переднего и главного заднего углов при установке токарного резца выше и ниже центра обрабатываемого изделия на величину 5 мм. Диаметр обрабатываемой поверхности взять произвольно. Данные для расчёта: Обрабатываемая деталь: Валик. Материал: СЧ15, HB=207. Режущая часть инструмента: ВК6, передняя грань плоская. Геометрия резца: γ=5˚, α=6˚, φ=45˚, φ1=15˚, λ=5˚, r=2мм. Режим резания: V=120м/мин, S=0,5мм/об, t=5мм. 1.Указать источники образования тепла при резании. Источником выделения теплоты при снятии стружки есть механическая работа, затраченная на ее срезание. Во время обработки металлов резанием, главными источниками образования тепла являются силы трения между деталью и задней поверхностью резца, силы трения между стружкой и передней поверхностью резца, а также пластическая деформация стружки. 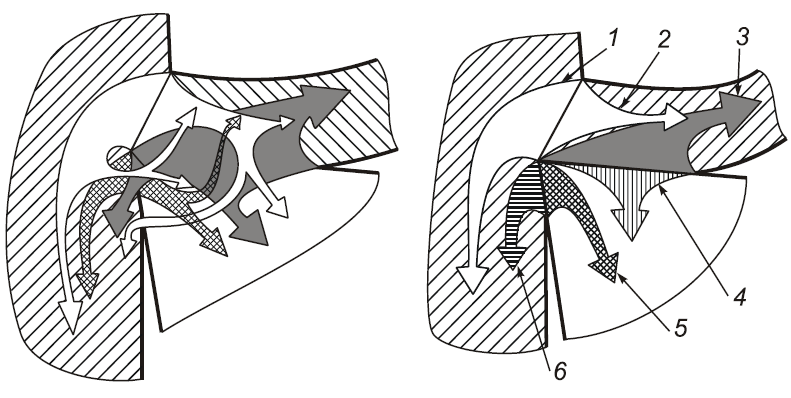 Рисунок 1 – Схемы движения тепловых потоков при резании без охлаждения: 1 – доля теплоты деформации Qд., уходящей в заготовку; 2 – доля теплоты деформации Qд., уходящей в стружку; 3 – количество теплоты Qт.п.п, возникающей в результате трения между стружкой и передней поверхностью инструмента; 4 – итоговый поток теплоты Qт.п.п , возникающий в результате теплообмена на площадке контакта прирезцовой стороны стружки с передней поверхностью инструмента; 5 – итоговый поток теплоты Qт.з.п, возникающий в результате теплообмена на площадке контакта поверхности резания с задней поверхностью инструмента; 6 – количество теплоты Qт.з.п, возникающей в результате трения между заготовкой и задней поверхностью инструмента. Тепло Qд, Qт.п.п, Qт.з.п, выделяемое в указанных трех зонах, распространяется к менее нагретым участкам инструмента, заготовки и стружки, а также рассеивается в окружающей среде. Как видно, при резании наблюдается сложное переплетение тепловых потоков, поскольку теплота от каждого из трех основных источников, действующих независимо один от другого, может распределяться между всеми телами, участвующими в резании. Зная количество теплоты, выделяемой в процессе резания и распространяемой между стружкой, обрабатываемой деталью, инструментом и окружающей средой, можно записать уравнение баланса тепловой энергии при резании: где Qс,Qин,Qд, Qо.с – количество теплоты, переходящее соответственно в стружку, инструмент, обрабатываемую деталь и окружающую среду. Как установлено исследованиями, до 99,5% механической работы преобразуется в тепло и лишь 0,5% уходит на преобразование кристаллической структуры обрабатываемого материала. Эксперименты показывают, что при работе резцами с небольшой скоростью резания (до30-40 м/мин), большая часть выделившейся в процессе резания теплоты (60-70%) уходит со стружкой (Qc), часть теплоты распространяется в заготовку Qд =30-40%, инструмент Qи = 3% и в окружающую среду путем лучеиспускания или конвенции при изменении охлаждения Qo.с (около 1%). При более высоких скоростях резания (400-500 м/мин) теплота распределятся так: Qс =97-98%, Qин =1%. Общее количество выделившейся теплоты (Q) можно найти по формуле:  (4, стр.82) (4, стр.82)где PZ-сила резания, совпадающая с направлением движения резания, в кгс; υ-скорость резания в м/мин; Е-механический эквивалент теплоты, равный 427 Дж\кал. 1.1.Влияние скоростных режимов на температуру в зоне резания. При увеличении скорости резания V сначала резко повышается температура в зоне резания, затем темп роста уменьшается, и при достижении некоторой скорости практически прекращается (рис2). 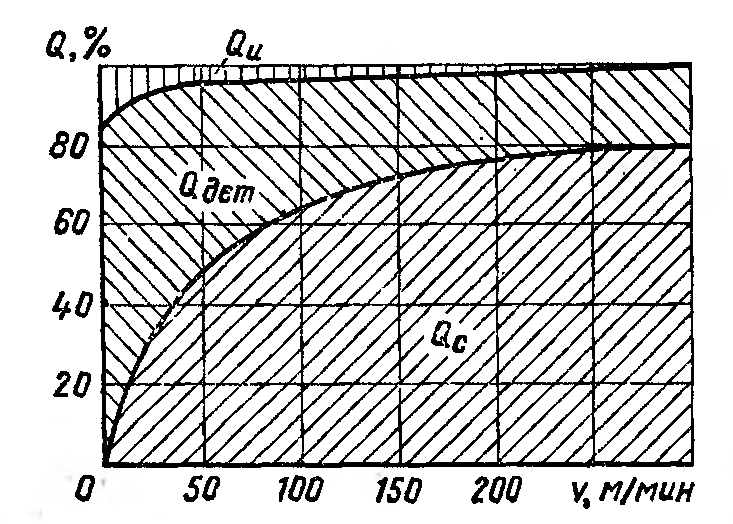 Рис.2 Распределение тепла Q между стружкой, инструментом и деталью. При увеличении глубины резания t (ширины срезаемого слоя – b) увеличивается площадь контакта между деталью и инструментом. В результате у нас возрастает сила трения. Это приводит к росту температуры в зоне резания. При увеличении площади контакта также увеличивается теплообмен между стружкой и инструментом, что приводит к нежелательному нагреву инструмента (рис 3). C увеличением tсредняя температура возрастает незначительно. 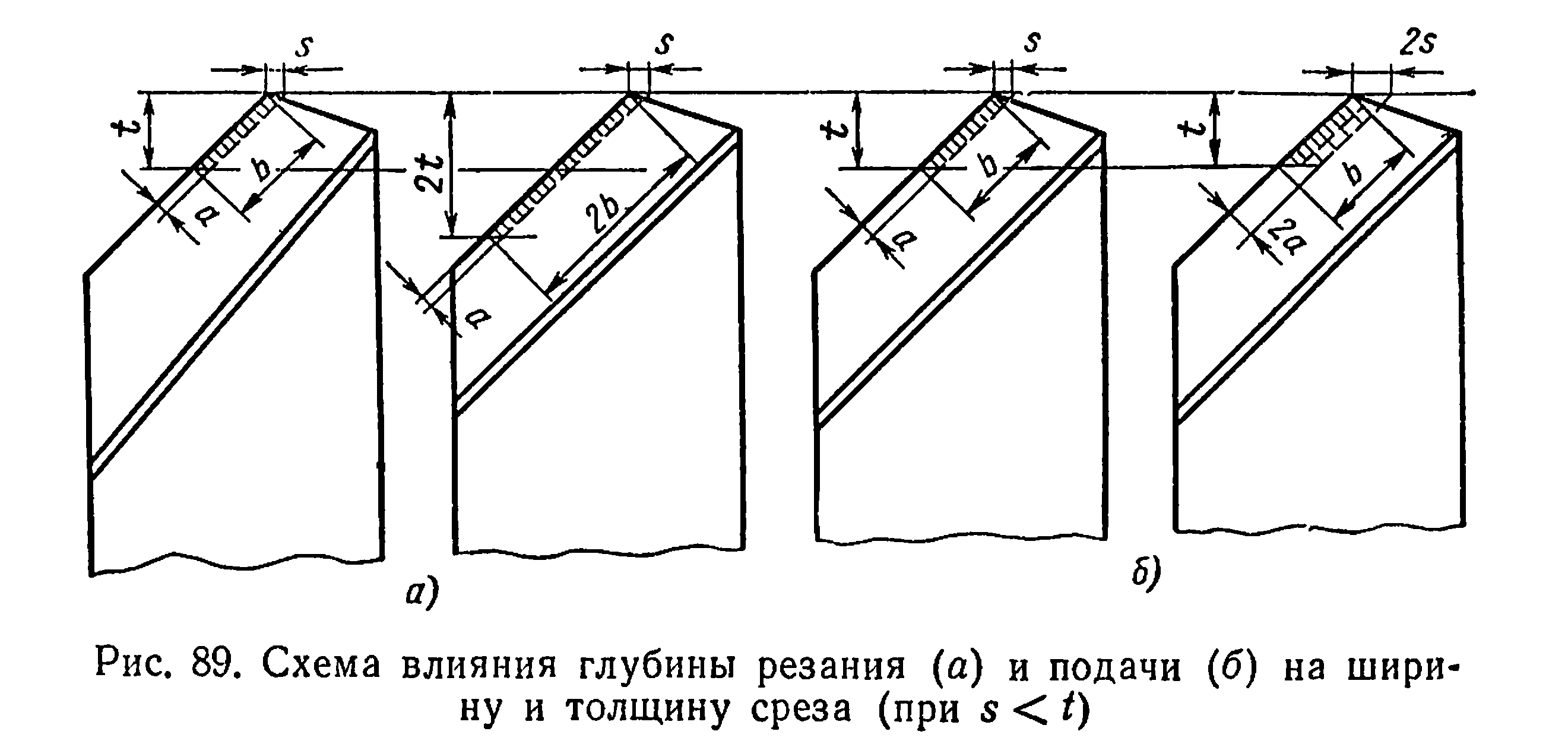 Рис 3. Схема влияния глубины резания (а) и подачи (б) на ширину и толщину среза. При увеличении скорости подачи S (толщины срезаемого слоя – а) увеличивается сила резания, однако площадь контакта не увеличивается. Поэтому температура в зоне резания растёт, но медленнее, чем при увеличении глубины резания. На снижение увеличения температуры резания с возрастанием подачи влияет и усиление теплоотвода от поверхностей трения в толщу стружки и тело резца. Однако, в отличие от случая с глубиной резания, этот участок концентрируется вблизи вершины – наиболее термически нагруженной зоны, отвод тепла от которой более затруднен. Поэтому влияние подачи на температуру более сильное, чем от глубины резания (рис 4). 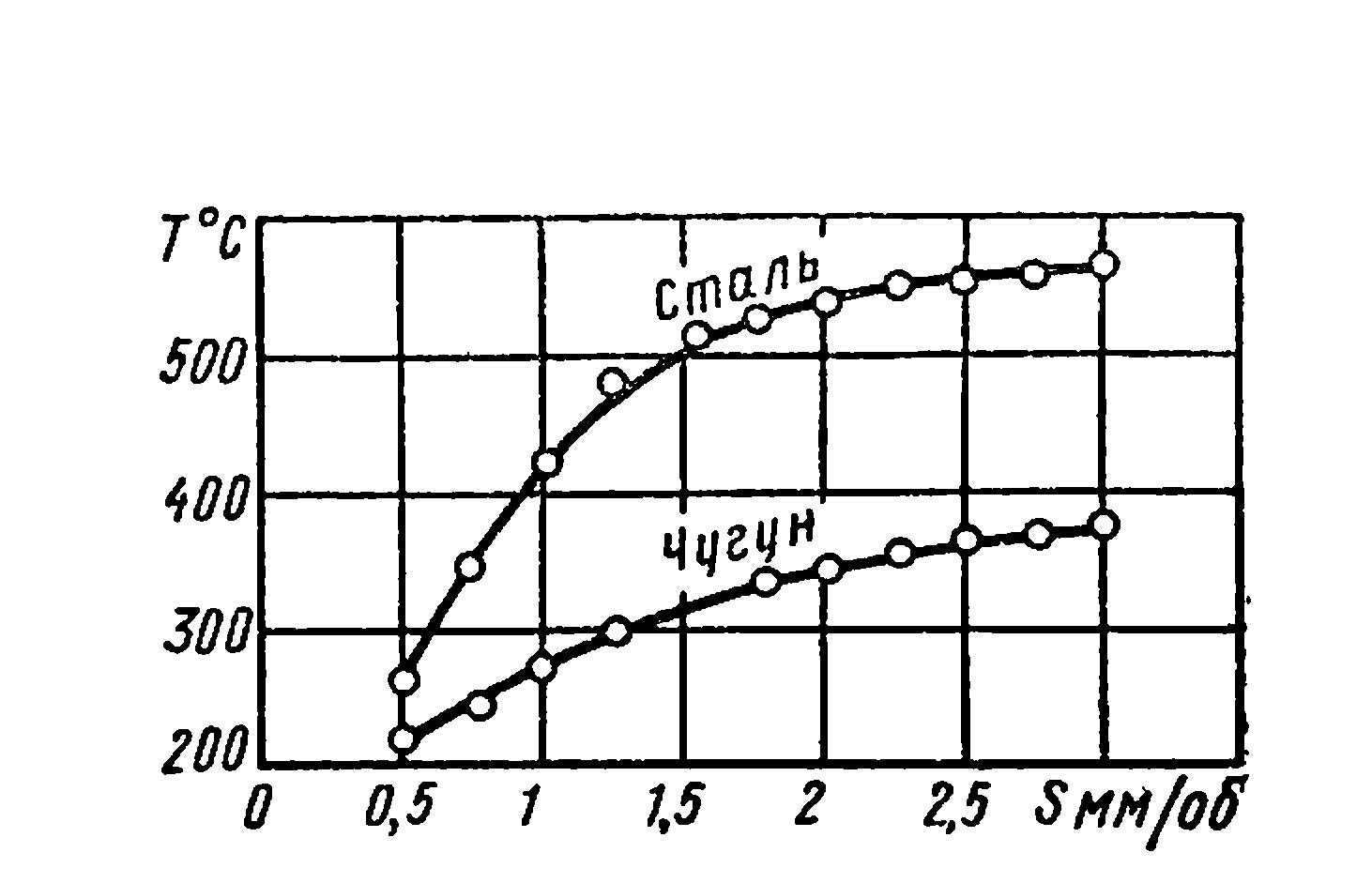 Рис 4. Влияние подачи на температуру резания. 1.2. Влияние геометрии инструмента на температуру в зоне резания. Наибольшее влияние на температуру в зоне резания оказывает передний угол. При увеличении переднего угла γ у нас уменьшается угол заострения β, стружка меньше деформируется, работа резания уменьшается. Кроме того, центр давления отодвигается от режущей кромки, улучшается теплоотвод. Температура в зоне резания понижается. При уменьшении переднего угла возрастает работа деформации стружки, тепловыделение увеличивается (рис 5). 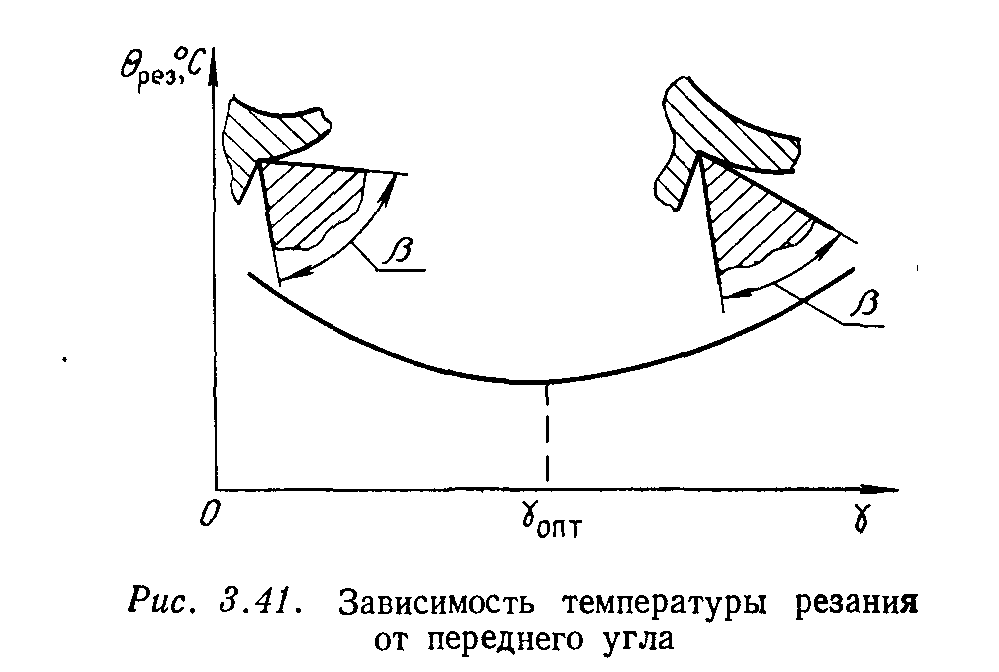 Рис 5. Зависимость температуры резания от переднего угла (γ). При уменьшении главного угла φ в плане увеличивается угол при вершине ε, что приводит к увеличению массы головки резца и улучшению теплотвода, а следовательно, к уменьшению температуры резания и наоборот (рис 6). 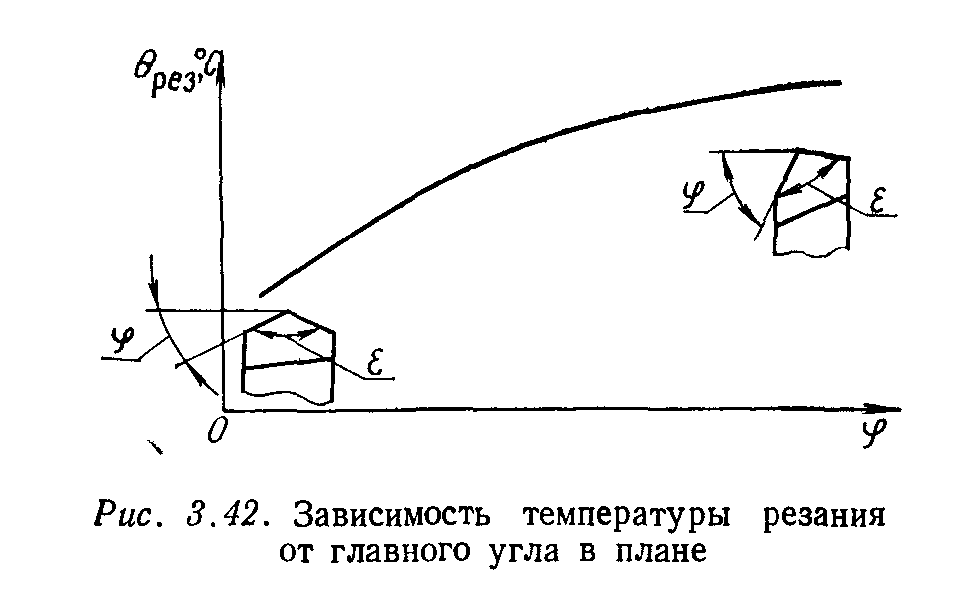 Рис 6. Зависимость температуры резания от главного угла (φ). 1.3. Влияние твёрдости, предела прочности детали и применения СОЖ на температуру в зоне резания. Чем выше твёрдость и предел прочности обрабатываемого материала, тем больше силы резания. Чем больше силы резания, тем больше тепловыделение и выше температура в зоне резания. Большое воздействие на температуру резания оказывает теплопроводность обрабатываемого материала. Чем она выше, тем ниже температура резания, так как отвод теплоты от места ее выделения в стружку и в заготовку более интенсивен. В то же время при обработке малотеплопроводных жаропрочных, нержавеющих и других труднообрабатываемых сталей температура резания значительно выше, чем при обработке обычных сталей. Еще меньше теплопроводность титановых сплавов, а поэтому температура резания при обработке их очень высокая. СОЖ улучшает теплоотвод и уменьшает силы трения, следовательно, при применении СОЖ температура в зоне резания значительно уменьшается (рис 7). 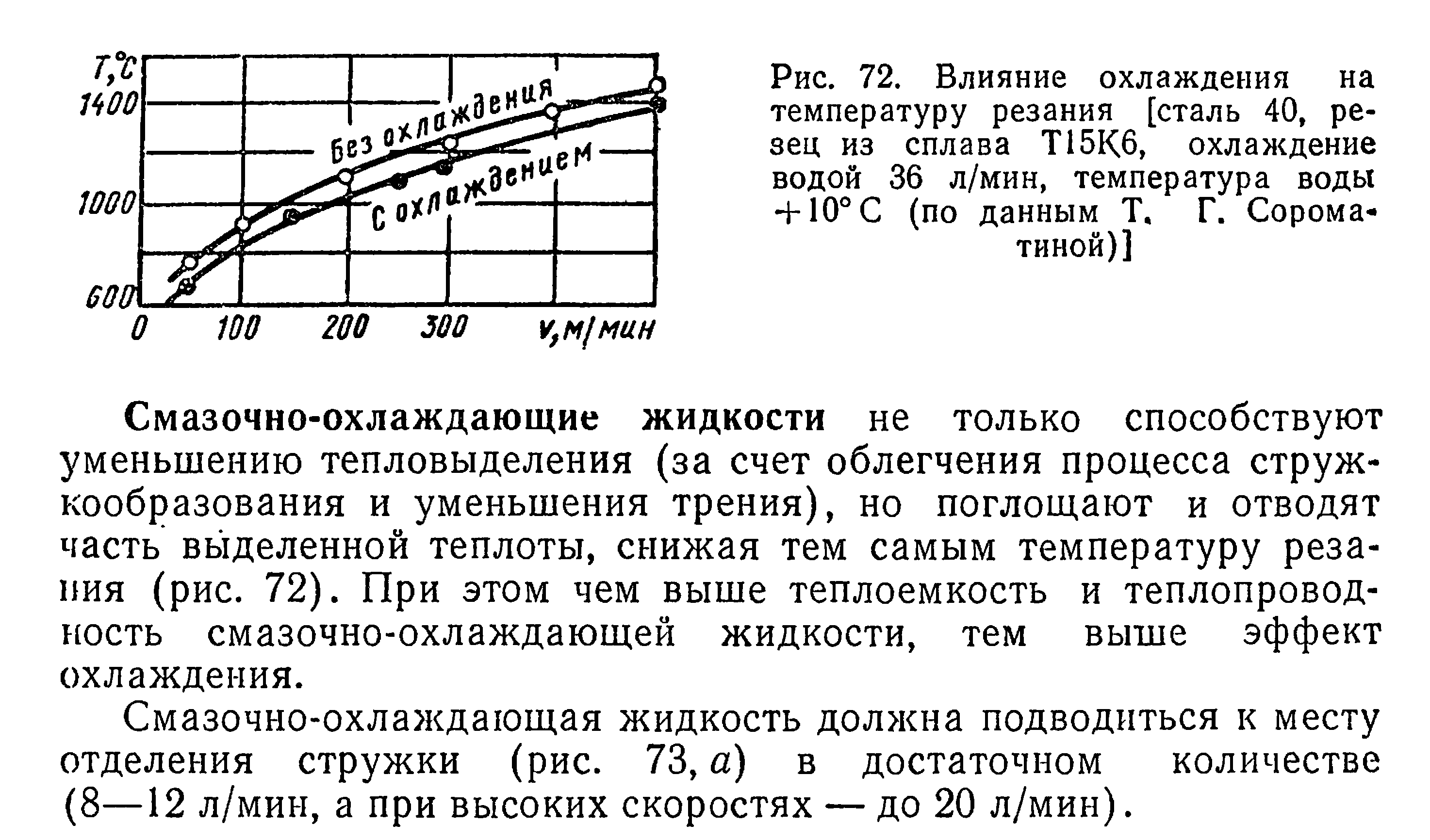 Рис 7. Влияние СОЖ на температуру резания. Так как в большинстве случаев скорость стружки превышает скорость распространения тепла в материале обрабатываемой заготовки, то, направляя струю жидкости на отделяющуюся от детали стружку, можно добиться понижения температуры только ее свободных открытых слоев. Температура резания при этом понижается незначительно. Значительно больший эффект можно получить, если струя жидкости будет омывать участки, близкие к контактным зонам инструмента, и тем самым повышать теплообмен между инструментом и окружающей средой. Чем больше тепла перейдет в инструмент или через него в окружающую среду, тем ниже будет температура резания (рис 8). 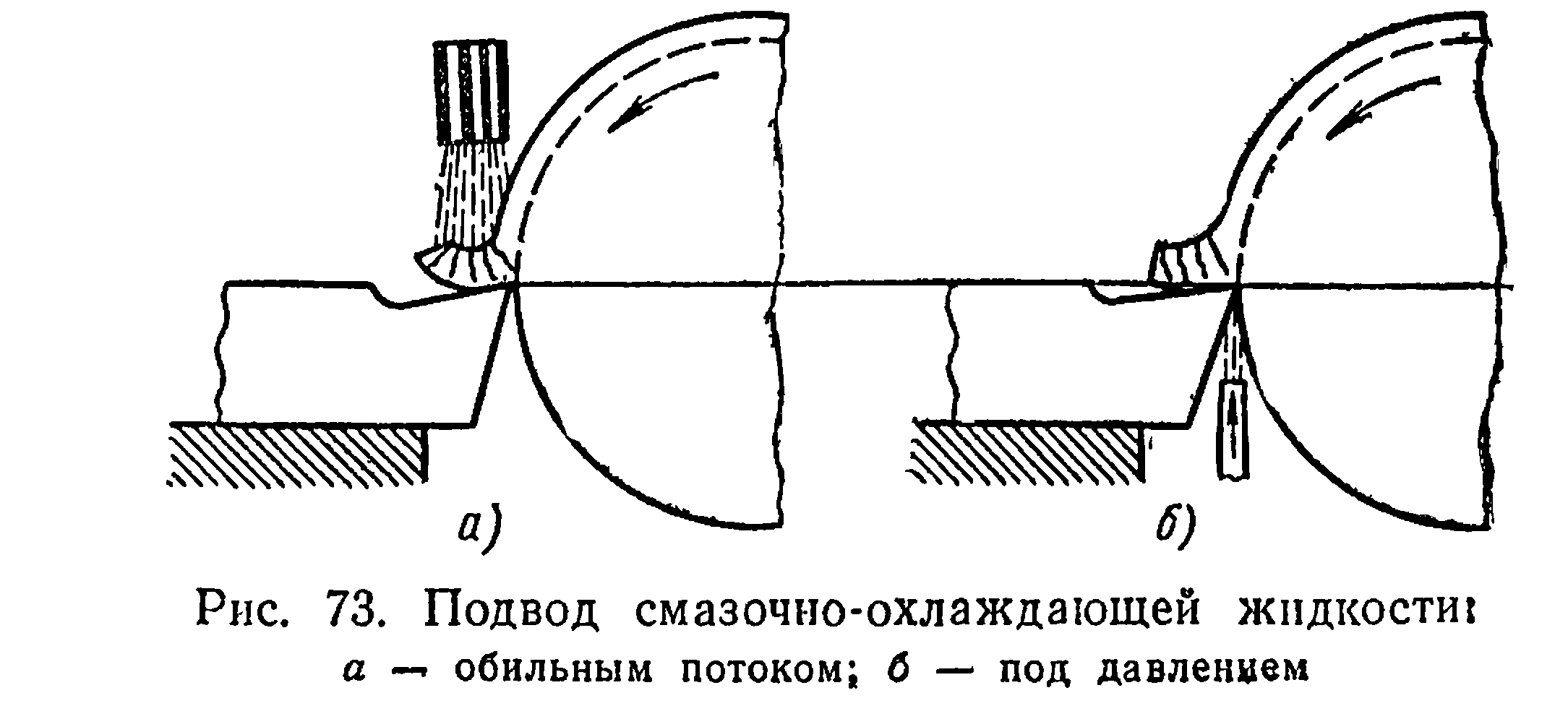 Рис 8. Подвод смазочно-охлаждающей жидкости: а- обильным потоком; б- под давлением. 1.4. Определение количества тепла выделившегося за 10 минут точения при заданных условиях. Общее количество выделившейся теплоты (Q) можно найти по формуле:  (4, стр.82) (4, стр.82)При V = 120 м/мин за время τ = 10 мин выделится теплота Q = 1,2 · 103 · Pz / 427. Найдём тангециальную силу резания при точении по формуле: Pz= 10∙ Ср∙ tX ∙SY ∙V n ∙KP (1, стр.271) Постоянная Ср и показатели степеней x, y, n для моего задания равны: Ср=92; x=1; y=0,75; n=0. (1, табл.22, стр.274) Поправочные коэффициент Кр найдём по формуле:  (1, стр.271) (1, стр.271)Приведенные выше значения коэффициентов Сри показателей степеней х, у и nдействительны лишь для точения из серого чугуна с НВ=190 , резцом из твердого сплава с углами φ = 45°; λ =0°; γ =10°, так как только для этих условий обработки каждый поправочный коэффициент равен единице. Поэтому вводим следующие поправочные коэффициенты для заданных условий обработки: - на характеристику механических свойств обрабатываемой детали с HB 207 при n=0,4 (1, табл.9, стр.264). Кмр=  - на главный угол в плане φ = 45° (1, табл.23, стр.275) Кφ=1,0 - на угол наклона режущей кромки λ =+5° (1, табл.23, стр.275) Кλ =1,0 - на передний угол γ =+5°(1, табл.23, стр.275) Кγ=1,0 -на радиус при вершине r=2 (1, табл.23, стр.275) Кr=1,0 Кр=1,034·1·1·1·1=1,034 Определяем составляющую силу Pz: Pz= 10·92·  1,034=10·92·5·0,594·1·1,034=2825,3 H.=282,53 кгс. 1,034=10·92·5·0,594·1·1,034=2825,3 H.=282,53 кгс.Определим количество выделившейся теплоты: Q=282,52·1,2· 103 /427=793,99 кал. Ответ: : за 10 минут при заданном режиме работы выделится 793,99 калорий теплоты. 2.Охарактеризовать силы, возникающие при резании. В процессе резания резец преодолевает сопротивление обрабатываемого материала (силы упругого и пластического деформирования, силы трения). Суммарная равнодействующая всех сил, действующих на резец, обозначается R. Для удобства измерения и изучения силу R раскладывают на три взаимно перпендикулярных составляющих PZ, PY, РХ (рис.9). 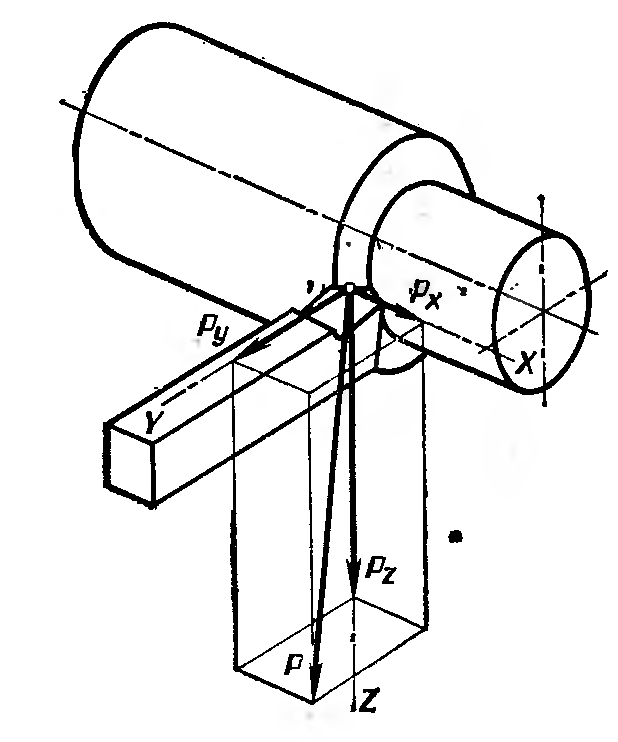 Рис.9 Силы возникающие при резании. - PZ - главную составляющую силы резания, действует на резец в направлении движения резания и является касательной к поверхности резания. Поэтому ее часто называют тангенциальной; - PY - радиальную составляющую, приложенную перпендикулярно оси заготовки. Эта сила отжимает резец от заготовки и изгибает заготовку; - РХ - осевую составляющую, действующую вдоль оси заготовки в сторону, противоположную движению подачи. Эту силу часто называют силой подачи. Равнодействующая R равна (корень квадратный из суммы квадратов): Наибольшей из этих сил является сила резания PZ. На силы Рz, Ру и Рх влияют в основном следующие факторы: обрабатываемый металл, глубина резания, подача, передний угол резца (угол резания), главный угол в плане резца, радиус закругления при вершине резца, смазочно-охлаждающие жидкости, скорость резания и износ резца. Физико-механические свойства обрабатываемого металла и его состояние во многом определяют процесс стружкообразования и сопутствующие ему деформации, а следовательно, и силы сопротивления, которые должен преодолеть резец и станок. Чем больше предел прочности при растяжении σв и твердость НВ обрабатываемого металла, тем больше силы Рz, Ру и Рх. При наружном продольном и поперечном точении, растачивании, отрезании, прорезании пазов и фасонном точении эти составляющие расчитывают по формуле: Pz= 10∙ Ср∙ tX ∙SY ∙V n ∙KP (1, стр.271) где Ср - постоянный коэффициент, зависящий от условий обработки и физико-механических свойств обрабатываемого материала; x,y,n - показатели степени, учитывающие влияние глубины резания, подачи и скорости резания на силу ; Kр - общий поправочный коэффициент. 2.1.Подсчитать величины составляющей силы резания Pz при заданных условиях. Найдём тангециальную силу резания при точении по формуле: Pz= 10∙ Ср∙ tX ∙SY ∙V n ∙KP (1, стр.271) Постоянная Ср и показатели степеней x, y, n для моего задания равны: Ср=92; x=1; y=0,75; n=0. (1, табл.22, стр.274) Поправочные коэффициент Кр найдём по формуле: (1, стр.271)Приведенные выше значения коэффициентов Сри показателей степеней х, у и nдействительны лишь для точения из серого чугуна с НВ=190 , резцом из твердого сплава с углами φ = 45°; λ =0°; γ =10°, так как только для этих условий обработки каждый поправочный коэффициент равен единице. Поэтому вводим следующие поправочные коэффициенты для заданных условий обработки: - на характеристику механических свойств обрабатываемой детали с HB 207 при n=0,4 (1, табл.9, стр.264). Кмр= - на главный угол в плане φ = 45° (1, табл.23, стр.275) Кφ=1,0 - на угол наклона режущей кромки λ =+5° (1, табл.23, стр.275) Кλ =1,0 - на передний угол γ =+5°(1, табл.23, стр.275) Кγ=1,0 -на радиус при вершине r=2 (1, табл.23, стр.275) Кr=1,0 Кр=1,034·1·1·1·1=1,034 Определяем составляющую силу Pz: Pz= 10·92· 1,034=10·92·5·0,594·1·1,034=2825,3 H.Ответ: Составляющая сила Pz равна 2825,3 Н. 2.2. Влияние геометрических параметров резца на составляющую силы резания Рz. Влияние главного угла в плане φ. 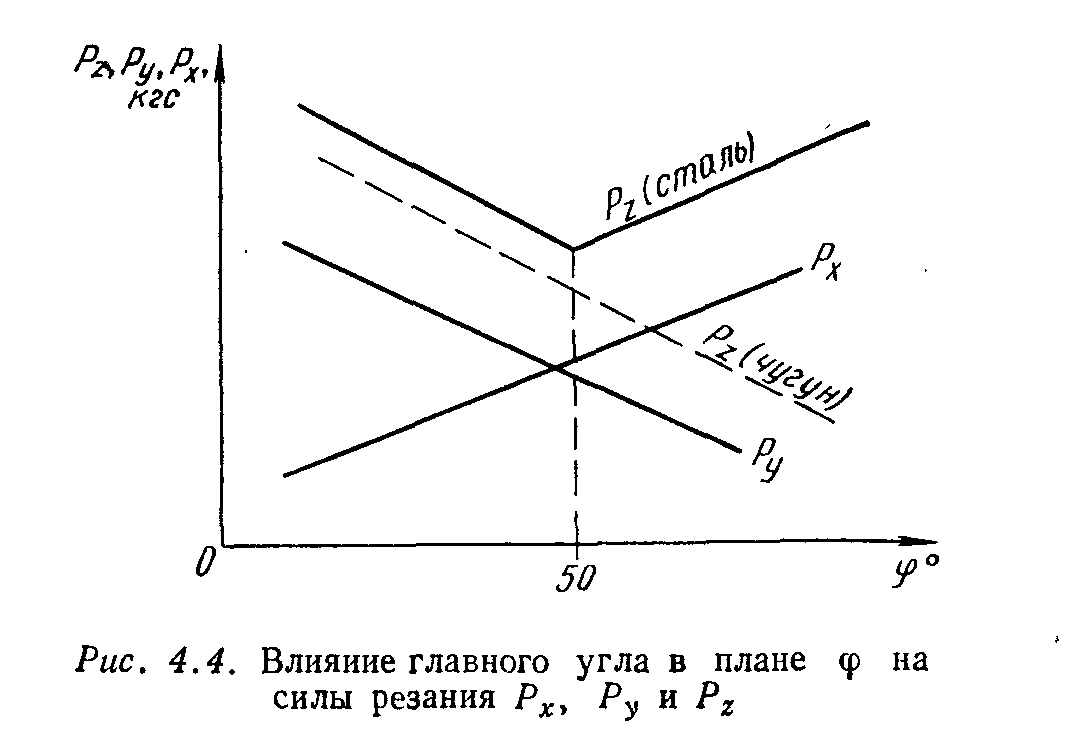 Рис.10 Влияние главного угла в плане φ. По мере увеличения угла φ при обработке чугуна сила Рz уменьшается(рис.10). Такой характер зависимости объясняется тем,что увеличение φ приводит к уменьшению ширины b и увеличению толщины среза a, хотя при этом глубина резания и подача остаются неизменными. Указанное изменение величин b и a приводит к уменьшению силы Рz. Влияние переднего угла γ. 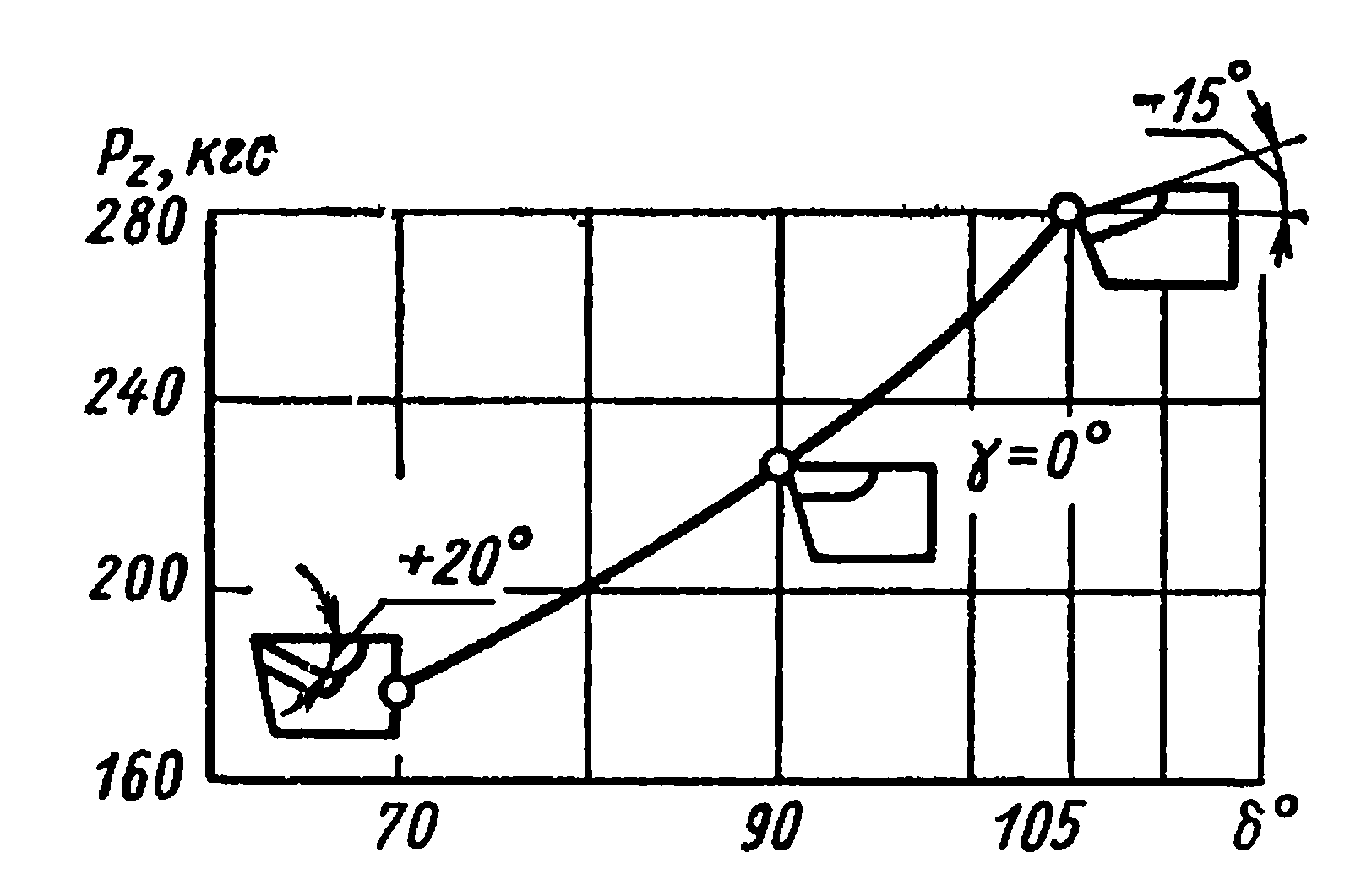 Рис.11 Влияние переднего угла γ. Чем меньше передний угол γ или угол резания, тем тяжелее резцу врезаться в заготовку, больше деформация срезаемого слоя (стружки), тем больше, следовательно, и сила резания Рz (рис.11). Увеличение переднего угла γ вызывает уменьшение степени пластической деформации срезаемого слоя, что приводит к уменьшению силы Рz. Влияние вспомогательного угла в плане φ1 и угла наклона главного режущего лезвия λ. Углы φ1 и λ оказывают незначительное влияние на величину силы резания, а поэтому это влияние для практических случаев не учитывается. Влияние радиуса закругления при вершине резца r. Увеличение r изменяет условия резания, так же как и уменьшение φ. При увеличении r как бы растёт ширина и уменьшается толщина среза при неизменных значениях глубины резания и подачи (рис.12). Кроме того, это приводит к увеличению деформации срезаемого металла и уменьшению переднего угла вспомогательного режущего лезвия. 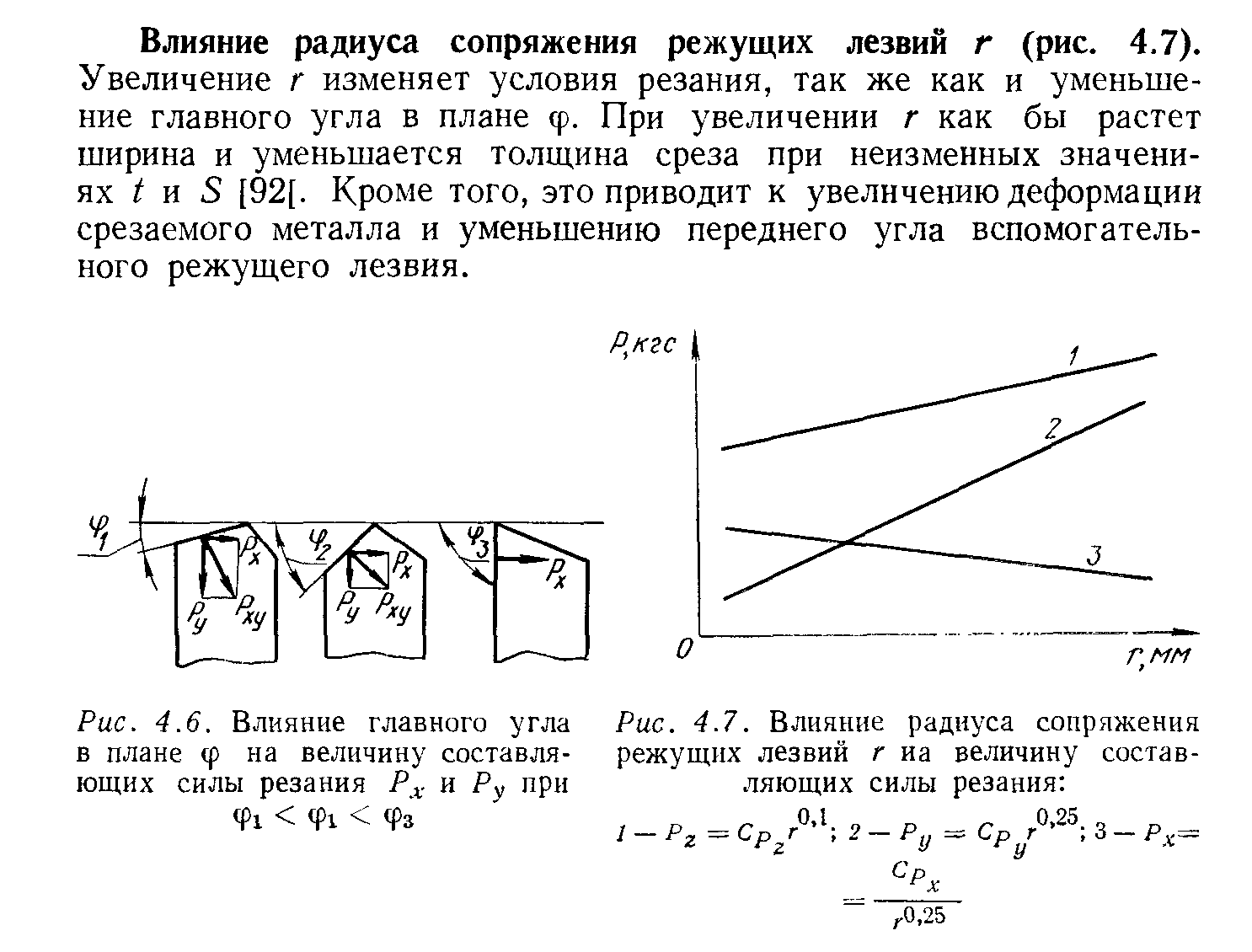 Рис.12 Влияние радиуса закругления r. 1- Pz; 2- Py; 3- Px. Влияние r можно выразить формулами: При обработке чугунов x1=0,07; x2=0.2; x3=0,2; при обработке сталей x1=0,1; x2=0.3; x3=0,3. 3. Привести определение геометрических параметров режущей части резца. 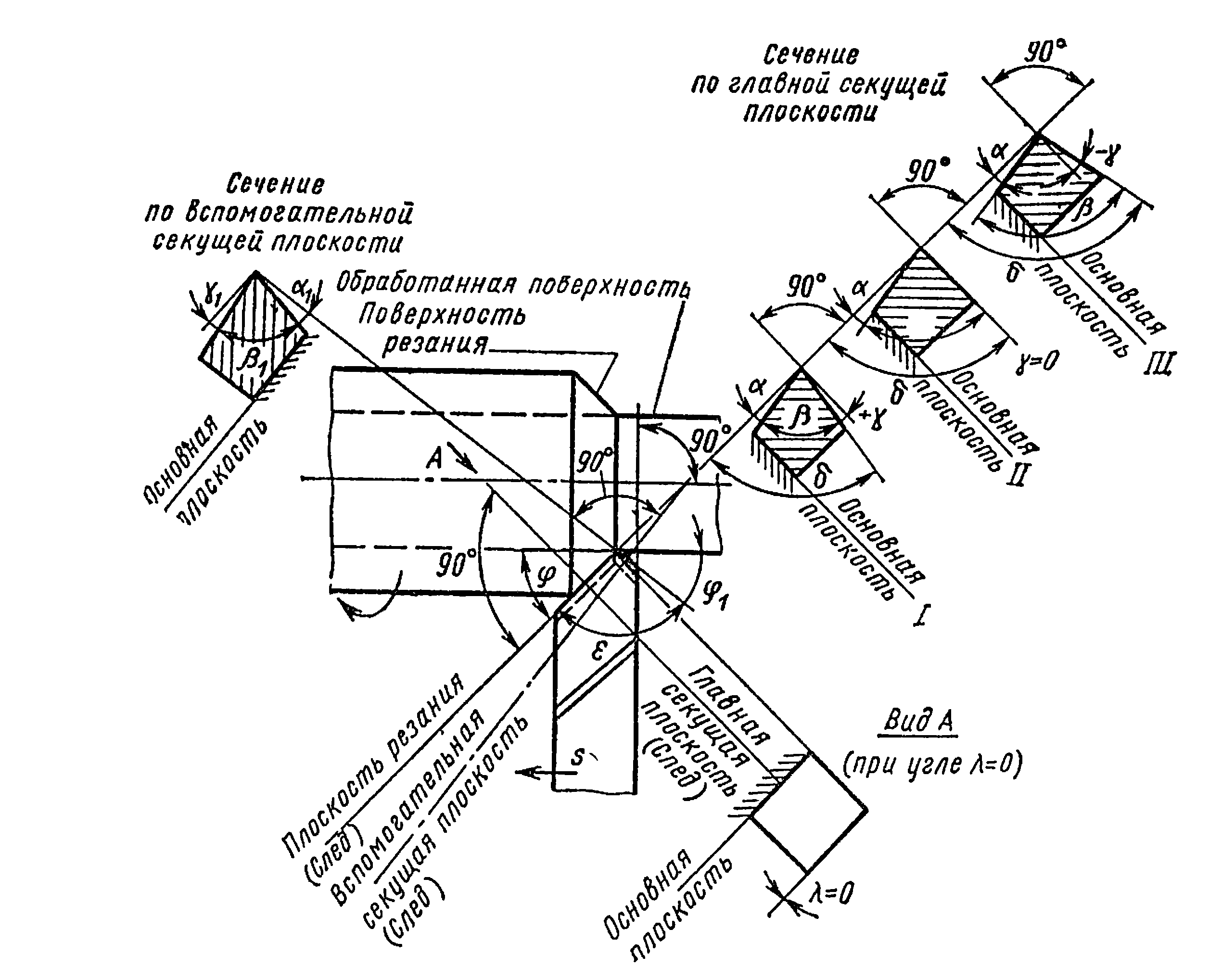 Рис.13 Геометрические параметры резца. Главный задний угол α- угол между главной задней поверхностью резца и плоскостью резания. Задние углы уменьшают трение задних поверхностей инструмента о поверхность резания и обработанную поверхность. Угол заострения β- угол между передней и главной заднейповерхностями резца. Главный передний угол γ– угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку. Он может быть положительным, когдапередняя поверхность направлена вниз; равным нулю, когда передняя поверхность перпендикулярна плоскости резания, и отрицательным , когда передняя поверхность направлена вверх (рис. 13). Угол резания δ- угол между передней поверхностью резца и плоскостью резания. При +γ между углами существуют следующие зависимости:  (3, стр.21) (3, стр.21)При –γ угол δ˃90˚. В моём случае β=90˚-(α+γ)= 90˚-(5˚+6˚)=79̊; δ=90˚-γ=90˚-5˚=85˚. Главный угол в плане φ-угол между проекцией главной режущей кромки на основную плоскость и направлением подачи. Угол φ влияет на глубину срезаемого слоя и износостойкость резца. Вспомогатнльный угол в плане φ1-угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи. Он делается для исключения трения на большей части вспомогательной режущей кромки. Угол при вершине ε-угол между проекциями режущих кромок на основную плоскость. Он равен в сумме :φ+ε+φ1=180̊ (3, стр.22). В моём случае ε=180̊-(φ+φ1)=180̊-(45̊+15̊)=120̊. Угол наклона главной режущей кромки λ- угол, заключённый между режущей кромкой и линией, проведённой через вершину резца параллельно основной плоскости. 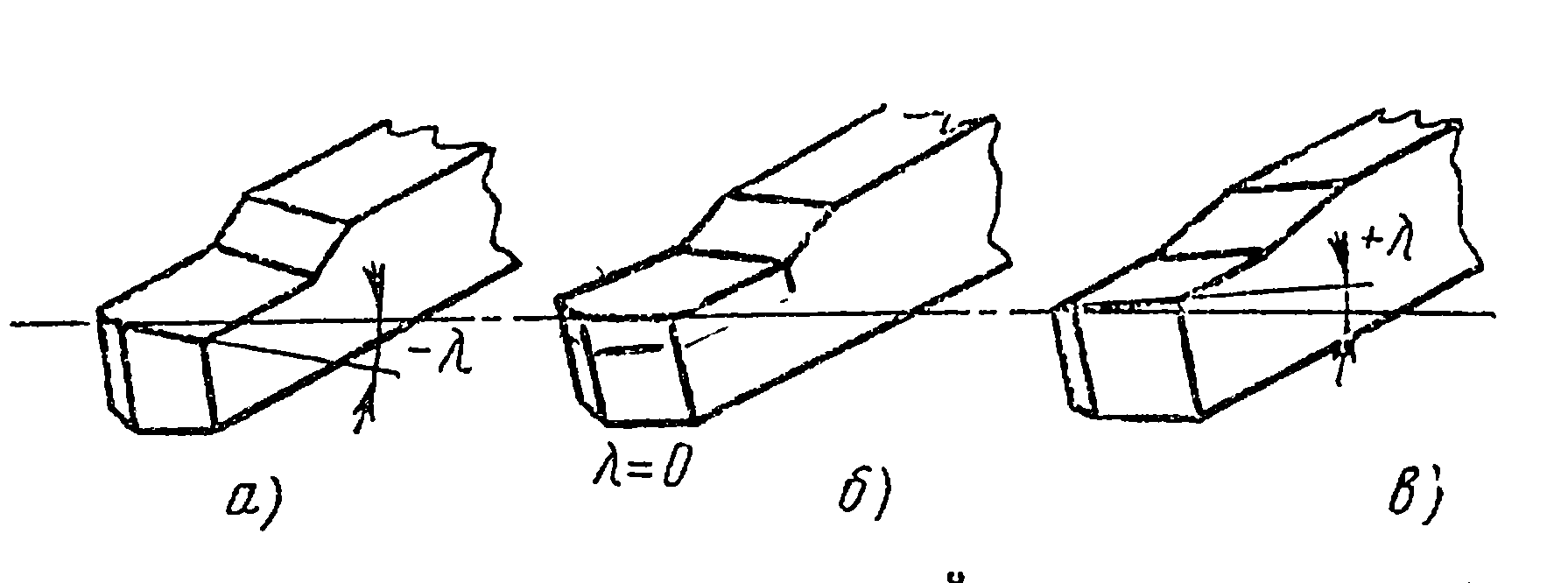 Рис.14 Углы наклона главной режущей кромки. Угол λ может быть отрицательным (рис. 14а), равным нулю (рис. 14б) и положительным (рис. 14в). Угол λ делается для изменения направления стружки и влияет на прочность головки резца и режущей кромки. 3.1. Влияние установки резца относительно центра обрабатываемого изделия на действительную величину переднего и главного заднего углов. При установке резца выше линии центров (при внешнем точении)(рис. 15а) условия обработки облегчаются, так как вследствие уменьшения угла резания уменьшается и усилие резания. Однако этот способ установки имеет и недостатки, а именно вершина резца под действием усилия резания имеет тенденцию отклониться в тело изделия, т. е. снимать больший слой металла, чем было предусмотрено, и, кроме того, при чрезмерном подъеме вершины в случае быстрого повышения давления, вызванного неожиданным попаданием твердых частиц в материале, резец может прогнуться и даже сломаться такой резец, как принято говорить, работает с заеданием. Последствием заедания являются нечистая поверхность обработки детали и значительные вибрации. Из этого следует, что при отделочных работах недопустима установка резца выше центра детали. Установка вершины резца выше линии центров допустима при обдирочных работах (при внешней обточке). 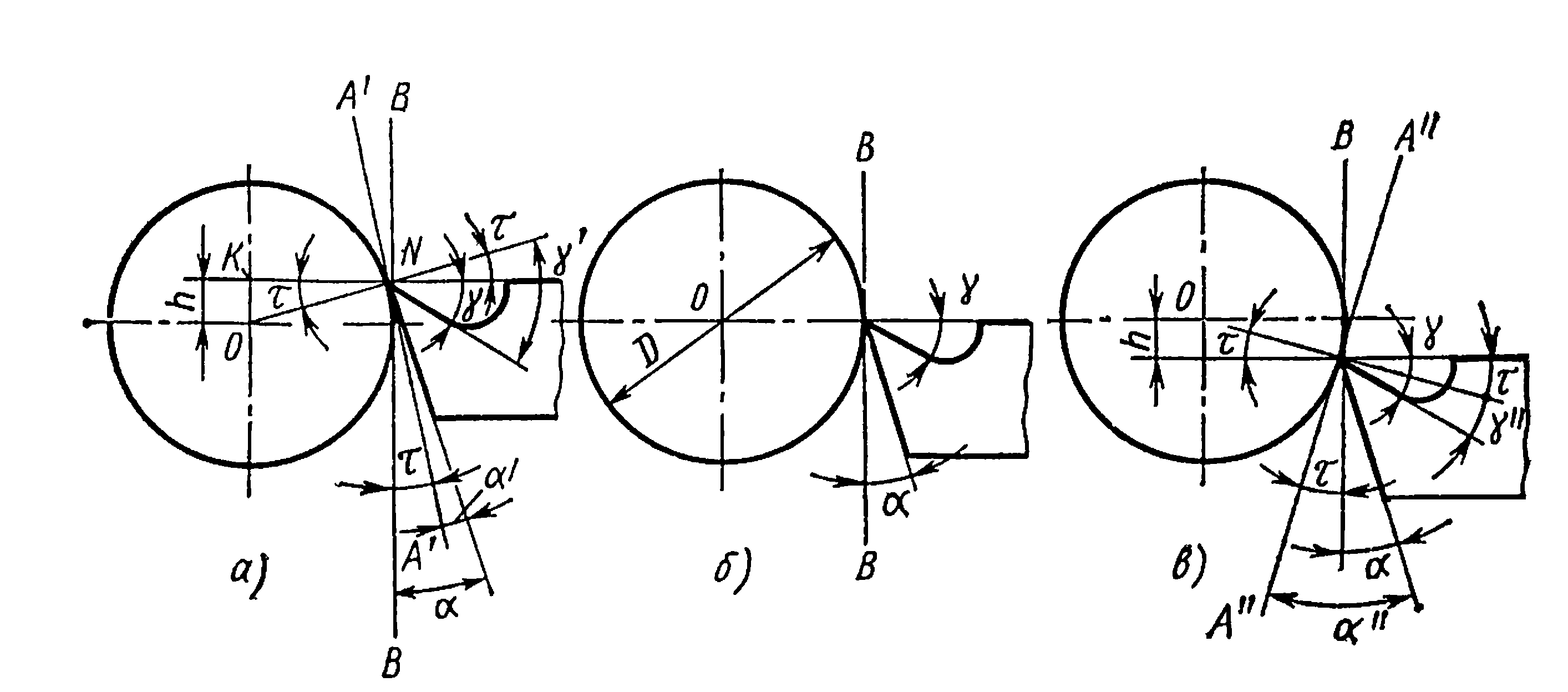 Рис.15 Влияние установки вершины резца по отношению к оси заготовки на углы γ и α. При установке ниже центра (при внешнем точении) (рис.15в) вершина резца в результате пружинения описывает небольшую дугу, стремясь удалиться от обрабатываемой поверхности, что ведет к уменьшению величины снимаемого слоя. Это имеет большое значение при отделочной работе, когда снимается незначительная стружка, и нужна особая осторожность, чтобы не получить деталь меньшего диаметра. Таким образом, установка вершины резца ниже центра в известной степени гарантирует предотвращение брака. Поэтому при отделочных наружных обточках рекомендуется установить вершину резца или по центру, или немного ниже его. При установке резца выше оси заготовки на величину h (рис.15а) ,след плоскости резания АА' изменится на некоторый угол τ и действительный передний угол γ’ увеличивается, а действительный задний угол α’ уменьшиться, т.е. γ’=γ+τ; α’=α-τ. (3, стр.119) При установке резца ниже оси заготовки (рис.15в) действительный передний угол уменьшится, а задний увеличится, т.е. . γ’=γ-τ; α’=α+τ.(3, стр.120) Угол τ может быть определён из треугольника ОКN (рис.15а): 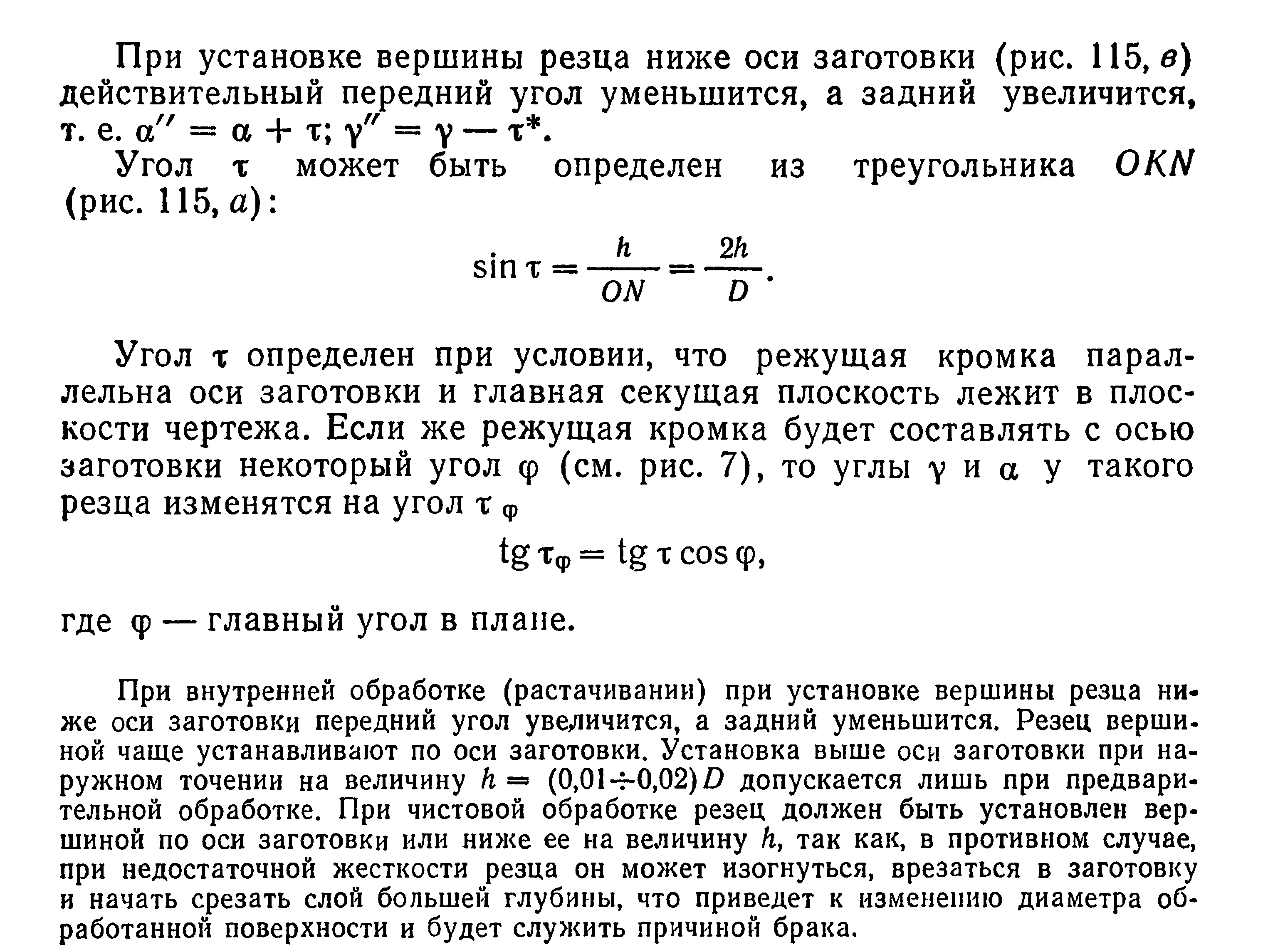 (3, стр.120) (3, стр.120)3.2.Определить действительные величины переднего и главного заднего углов. Возмём произвольный диаметр обрабатываемой заготовки D=80мм. Нам известна величина h=5мм. Тогда можно расчитать величину угла τ:  Расчитаем действительные углы α’ и γ’, если резец установлен выше оси обрабатываемой детали: γ’=γ+τ=5̊+7,2˚=12,2˚; α’=α-τ=6˚-7,2˚=-1,2˚. Расчитаем действительные углы α" и γ", если резец установлен ниже оси обрабатываемой детали: γ"=γ-τ=5̊-7,2˚=-2,2˚; α"=α+τ=6˚+7,2˚=13,2˚. Ответ: : при установке резца выше центра оси заготовки истинные значения углов будут следующими: γ'=12,2˚; α' = -1,2˚; при установке резца ниже центра оси заготовки:γ"=-2,2˚; α" = 13,2˚. Список использованной литературы: 1. Косилова А.Г. и др. Справочник технолога-машиностроителя т.2-М.: Машиностроение, 1986г. 496с. 2. Бобров В.Ф. Основы теории резания.-М:, Машиностроение, 1975г. 344с. 3.Аршинов В.А., Алексеев Г.А. Резание металлов и режущий инструмент. Учеб. для машиностр. Вузов.- М.: Машиностроение, 1975г. 440с. 4.Ящерицын ПИ. и др. Основы теории резания и режущий инструмент.– Мн.: Выш. шк., 1975 г. 528 с. |