Кривошипношатунный механизм
 Скачать 0.88 Mb. Скачать 0.88 Mb.
|

|
Кривошипно-шатунный механизм Кривошипно-шатунный механизм воспринимает давление газов при такте сгорание – расширение и преобразовывает прямолинейное, возвратно-поступательное движение поршня во вращательное движение коленчатого вала. Кривошипно-шатунный. Механизм состоит из блока цилиндров с картером, головки цилиндров, поршней с кольцами, поршневых пальцев, шатунов, коленчатого вала, маховика и поддона картера. 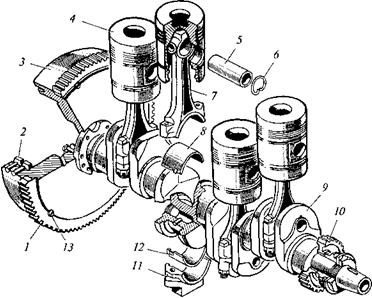 Рис. 2.12. Кривошипно-шатунный механизм двигателя СМД-14БН: 1 – венец маховика; 2 – пальцы ведущие; 3 – маховик; 4 – поршень; 5 – палец; 6 – кольцо стопорное; 7 – шатун; 8, 12 – соответственно верхний и нижний вкладыши шатуна; 9 – коленчатый вал; 10 – блок шестерен; 11 – крышка шатуна; 13 – винт. кривошипный механизм коленчатый ремонт Кривошипно-шатунный механизм состоит из следующих деталей: поршней с кольцами и пальцами, шатунов, коленчатого вала и маховика. Поршни размещены в цилиндрах, которые установлены в блок-картере, закрытым сверху головкой цилиндров. Блок-картер является главной корпусной деталью двигателя, которую выполняют в виде общей отливки из чугуна. Верхнюю часть, где расположены все цилиндры, называют блоком цилиндров, а нижнюю уширенную часть, где расположен коленчатый вал, называют картером. Внутри картера имеются перегородки, которые придают ему жесткость, а также служат опорами для коленчатого вала. Нижние части перегородок, передняя и задняя пенки блок-картера имеют специальные приливы, которые совместно с крышками образуют постели для вкладышей коренных Подшипников коленчатого вала. Крышки коренных подшипников надежно закреплены в картере. К передней обработанной стенке блок-картера прикреплен картер распределительных шестерен с крышкой, а к задней стенке – картер маховика. К нижней части блок-картера крепится при помощи болтов стальной штампованный поддон, служащий емкостью для масла. В вертикальных цилиндрических расточках блок-картера установлены гильзы цилиндров, выполненные из высокопрочного чугуна. Пространство между стенками блока цилиндров и наружными стенками цилиндров заполняют охлаждающей жидкостью. Для исключения ее проникновения в картер гильзы в нижней части уплотнены резиновыми кольцами, которые размещены в специальных канавках. Гильзы, омываемые охлаждающей жидкостью, называют мокрыми. Кроме резиновых колец герметичность посадки мокрых гильз в верхней части обеспечивается за счет плотной посадки специально обработанного буртика и пояска гильзы. Иногда под буртик гильзы устанавливают уплотнительное кольцо из мягкого металла. Верхний торец гильзы несколько выступает над плоскостью блока цилиндров, что при затяжке головки цилиндров обеспечивает надежную фиксацию гильзы в гнезде и тщательное уплотнение стыка. В верхней плите блока, кроме расточек для гильз цилиндров, выполнены: специальные каналы для прохода охлаждающей жидкости из блока цилиндров в головку цилиндров; канал для подвода масла к клапанному механизму; отверстия для штанг толкателей; отверстия с резьбой для шпилек крепления головки цилиндров к блоку цилиндров. Цилиндры двигателя ЯМЗ-2Э8НБ расположены в два ряда под углом 90°, правый ряд смещен относительно левого на 35 мм. Каждый ряд цилиндров имеет отдельную головку. Двигатель трактора ТДТ-55А имеет одну головку цилиндров, а двигатель трактора ТТ-4 – две. Сверху головки цилиндров закрыты колпаками из алюминиевого сплава. Головки цилиндров и блок – картера обоих двигателей имеют аналогичное устройство. Стык головки цилиндров и блока цилиндров уплотняется специальной прокладкой, которая обеспечивает надежную герметичность соединения головки с блоком, препятствуя прорыву газов из цилиндров и протеканию охлаждающей жидкости из рубашки для охлаждающей жидкости. Внутренняя полость головки является рубашкой для охлаждающей жидкости, которая через отверстия, расположенные в нижней полости головки и на прокладке, сообщается с рубашкой для охлаждающей жидкости блока цилиндров. В нижней плоскости головки цилиндров выполнены гнезда для впускных и выпускных клапанов с пружинами. У двигателей трактора ТДТ-55А рабочие фаски седел обоих клапанов расточены непосредственно в теле головки. У двигателей тракторов ТТ-4 и К-703 таким образом расточены только фаски впускных клапанов, а седлами выпускных клапанов служат специальные вставки. Каждый клапан притирается в стыке клапан – седло клапана. Это необходимо для обеспечения герметичности надпоршневой полости цилиндра при закрытии клапанов. В головке цилиндров имеются отверстия для установки форсунок для подачи топлива в камеру сгорания. Каждую форсунку дизельного двигателя трактора ТДТ-55А крепят двумя шпильками, а двигателей тракторов ТТ-4 и К-703 – специальным болтом с гайкой и скобой. Сверху на головке цилиндров расположены клапанный и декомпрессионный механизмы управления клапанами. Головку цилиндров тракторных двигателей отливают из чугуна. В головке карбюраторных двигателей имеются отверстия для установки свечей зажигания. В головке пускового двигателя П-10УД имеется отверстие, перекрываемое крышкой, для продувки цилиндра при пуске или заливки в него топлива. Крепят головки цилиндров к блоку цилиндров шпильками и гайками, которые затягивают в определенной последовательности и с определенным моментом. У всех рассматриваемых дизельных двигателей тракторов камера сгорания образуется соответствующими углублениями в поршне и верхними плоскостями головок цилиндров. Цилиндры вместе с камерами сгорания, поршнем и головкой цилиндров образуют объемы, в которых протекают все рабочие процессы рабочего цикла двигателя. Внутренние стенки гильз цилиндров, называемые зеркалом цилиндра, обеспечивают направление движения поршней. Поршневая группа и шатун Поршень с уплотнительными кольцами, пальцем и деталями крепления составляет поршневую группу. Поршень с уплотнительными кольцами обеспечивает герметичность переменного объема, в котором протекает рабочий процесс двигателя, а также воспринимает давление газов и передает возникающее усилие через палец и шатун коленчатому валу. При помощи поршня также осуществляется заполнение цилиндра горючей смесью или воздухом, сжатие ее и удаление из цилиндра отработавших газов. Кроме того, у двухтактных двигателей поршень открывает окна впускного, выпускного и перепускного каналов. Поршень работает в условиях больших давлений, высоких температур и быстро меняющихся скоростей движения. Поршень состоит из верхней уплотняющей части (головки) и нижней направляющей части (юбки). Головка поршня имеет днище, воспринимающее давление газов, и боковую поверхность с проточенными на ней канавками для поршневых колец: на нижней части поршней дизельных двигателей протачивают канавки для размещения в них маслосъемных колец; на поршнях карбюраторных двигателей канавки для колец в нижней части не делают. Для лучшего отвода теплоты и увеличения прочности поршня днище с внутренней стороны имеет ребра жесткости. Снаружи днище может быть плоским, вогнутым, выпуклым, фасонным. В дизельных двигателях широко применяют фасонные днища, форма которых зависит от способа смесеобразования в дизеле, расположения клапанов и форсунок, а поверхность образует камеру сгорания. Поршни двигателей трелевочных тракторов имеют вогнутые фасонные камеры сгорания. На уплотнительной части головки поршней дизелей тракторов ТДТ-55А, ТТ-4 и К-703 выполнены четыре кольцевые канавки: три верхние – для компрессионных колец и одна – для маслосъемного. На юбке поршня выполнена пятая канавка под нижнее маслосъемное кольцо. В канавках под маслосъемные кольца просверлены отверстия для отвода масла, снимаемого кольцами со стенок цилиндра, в поддон картера. Боковая поверхность поршня имеет сложную конусовидно-эллиптическую форму, а диаметр его меньше диаметра цилиндра, причем у головки поршня диаметр меньше, чем у юбки, а большая ось эллипса перпендикулярна оси поршневого кольца. Все это позволяет при нагреве и расширении поршня обеспечивать между стенками цилиндра и поршнем зазор, который дает возможность поршню при нагревании свободно расширяться и перемещаться в цилиндре. Юбка обеспечивает направление движения поршня в цилиндре и передает на его стенки боковые усилия. В верхней части юбка снабжена приливами-бобыщками, в которых выполнены отверстия для поршневого пальца, соединяющего поршень с шатуном. Ось пальца пересекается с осью поршня, но иногда она смещается от оси поршня. Это позволяет уменьшить нагрузку на поршень в момент перехода им ВМТ. Для улучшения приработки поршней к цилиндрам, уменьшения износа и предохранения их от задиров юбку поршня покрывают тонким слоем олова. Сам поршень отливается из специального алюминиевого сплава. Поршневые кольца подразделяют на компрессионные и маслосъемные. Они предназначены для исключения прорыва газон между стенками цилиндра и поршня, попадания масла из картера в камеру сгорания, где, сгорая, масло образует нагар. Кольца участвуют в отводе тепла от поршня к цилиндру. В свободном состоянии наружный диаметр кольца больше диаметра цилиндра, поэтому после его установки кольцо плотно прилегает к стенкам цилиндра. Для установки в канавки поршня кольца выполняют разрезными с зазором 0,2 – 0,5 мм. Разрезы поршневых колец называю замками, которые по форме бывают в основном прямыми, иногда косыми или ступенчатыми. На дизельных двигателях трелевочных тракторов применяют поршневые кольца с прямыми замками. При установке колец замки соседних колец смещают относительно друг друга по окружности приблизительно на угол 120°. В процессе работы и износа у поршневых колец снижается упругость, и как следствие, ухудшается герметичность цилиндра. Для устранения этого в дизелях тракторов ТДТ-55А и ТТ-4 между поршневым маслосъемным кольцом и стенкой канавки поршня устанавливают стальное пружинящее кольцо – расширитель. Поршневые кольца изготовляют из легированного чугуна отливкой с после дующей механической обработкой, а так же из стали. Высота колец меньше высоты канавки в поршне на 0,03 – 0,08 мм. Материал для изготовления поршневых колец должен обладать хорошей упругостью и достаточной прочностью в условиях высоких температур, иметь высокую износоустойчивость, но не больше износоустойчивости зеркала цилиндра. Опорную поверхность одного или двух верхних компрессионных поршневых колец для уменьшения износа кольца и цилиндра покрывают слоем хрома толщиной до 0,16 – 0,20 мм с пористой поверхностью, хорошо удерживающей смазку. Для улучшения приработки рабочие поверхности нижних колец нередко покрывают слоем олова или другого легкоистираемого материала. Поршневой палец служит для шарнирного соединения поршня с шатуном и изготовляется пустотелым из высококачественной износоустойчивой стали. Внутренняя его поверхность цилиндрическая или коническо-цилиндрическая. Концы пальца размещают в отверстиях бобышек поршня, а середина проходит через отверстие в головке шатуна. Если пальцы свободно поворачиваются и в бобышках, и в головке шатуна, то они называются плавающими. Такое соединение имеет наибольшее распространение, поскольку при перемещении поршня с шатуном вся поверхность плавающего пальца является рабочей, что уменьшает износ и возможность заедания. В некоторых двигателях палец может неподвижно закрепляться и головке шатуна и длина его меньше диаметра поршня. Для ограничения осевых перемещений пальца и исключения повреждений стенок цилиндра палец закрепляют стопорными кольцами, устанавливаемыми в канавки бобышек торцевыми заглушками, вставляемыми в бобышки и стопорным кольцом, размещенным в проточках пальца и верхней головки шатуна. Смазку поршневого пальца осуществляют через сверления в стержне или прорези в верхней головке шатуна и масляные каналы в бобышках поршня. Шатун служит для соединения поршня с коленчатым валом. При работе двигателя шатун при рабочем ходе передает усилие от поршня к коленчатому валу, а при остальных тактах обеспечивает перемещение поршня в цилиндре. При помощи кривошипно-шатунного механизма возвратно-поступательное движение поршня преобразуется во вращательное движение коленчатого вала. Шатун состоит из верхней и нижней головки и соединяющего их стержня: верхняя головка неразъемная и служит для установки поршневого пальца, шарнирно соединяющего поршень с шатуном. Для уменьшения трения и износа в нее запрессовывают одну или две бронзовые втулки; нижняя головка у многих двигателей выполняется составной с прямым (90°) или косым (30 – 60°) относительно оси стержня шатуна разъемом. Плоскость разъема может быть гладкой или иметь шлицевой замок. Косой разъем облегчает пропуск поршня с шатуном через цилиндр, а также соединение шатуна с кривошипом коленчатого вала. Съемная часть нижней головки шатуна – крышка. Она крепится к стержню двумя болтами, которые имеют гайки или ввертываются в тело шатуна и надежно стопорятся после затяжки. В нижней головке шатуна установлены стальные тонкостенные вкладыши (верхний и нижний), с тонким слоем 0,1 – 0,9 мм анфрикционного сплава. Вкладыши шатунных подшипников в дизельных двигателях тракторов ТДТ-55А и ТТ-4 изготовляют из малоуглеродистой стали, покрытой специальными алюминиевыми сплавами, а в двигателях трактора К-703 – свинцовистой бронзой. Вкладыши выполняют функцию подшипника скольжения и удерживаются в шатуне и в крышке плотной посадкой и наличием у них усиков, входящих в соответствующие выточки в шатуне и крышке. Стержень шатуна имеет обычно двутавровое сечение, расширяющееся к нижней головке, обтекаемую форму и плавные переходы к головкам. У некоторых шатунов в стержне выполняют канал для подвода под давлением масла к поршневому пальцу. При работе двигателя на шатун действуют силы давления газов и силы инерции, которые сжимают, растягивают и изгибают шатун в продольном и поперечном направлениях. Поэтому его форма, конструкция и материал должны обеспечивать прочность, жесткость и легкость. Шатуны изготовляют из высококачественных углеродистых и легированных сталей штамповкой нагретых заготовок с последующей механической и термической обработкой. Для обеспечения хорошей уравновешенности двигателя различие в массе отдельных шатунов и комплектов шатунно-поршневой группы должно быть минимальным. Для правильной сборки поршня с шатуном и установки их в двигатель на нижней головке шатуна и ее крышке выбивают порядковый номер цилиндра, для которого предназначен шатун, а также другие метки. Коленчатый вал и маховик Коленчатый вал воспринимает усилия, передаваемые от поршней шатунами, и преобразует их в крутящий момент, передавая его приводным системам и механизмам двигателя и трансмиссии трактора. В процессе работы коленчатый вал находится в очень сложном напряженном состоянии: на него действуют сжимающие и растягивающие усилия, инерционные и центробежные силы, скручивающие и изгибающие моменты. Коленчатый вал должен быть: прочным, жестким, износоустойчивым, статически и динамически уравновешенным, обтекаемым, не подвергаться резонансным и крутильным колебаниям, иметь небольшую массу. Коленчатый вал состоит из коренных и шатунных шеек, соединенных щеками, фланца для крепления маховика и носка. Шатунные шейки вала дизелей тракторов ТДТ-55А, ТТ-4 и К-703 имеют полости, закрытые резьбовыми пробками, в которых осуществляется дополнительная центробежная очистка масла перед поступлением в шатунные подшипники. Коренные шейки служат для установки коленчатого вала в подшипниках, размещенных в картере двигателя. При помощи шатунных шеек вал соединяется с нижними головками шатунов. Шатунные и коренные шейки соединяют при помощи щек. Для разгрузки коренных подшипников от инерционных сил движущихся деталей шатунно-поршневой группы на щеках вала установлены противовесы, в сборе с которыми вал балансируется. Противовесы могут изготовляться заодно со щеками или в виде отдельных, надежно закрепленных деталей. Шатунная шейка вместе с прилегающими к ней щеками образует колено вала или кривошип. Для избежания разрушения коленчатых валов в местах перехода щек к коренным и шатунным шейкам выполняют закругления – галтели. В коренных и шатунных шейках и в щеках просверлены каналы для подачи под давлением масла к шатунным подшипникам. На передней части коленчатого вала крепятся: шестерня привода распределительного вала, шкив приводных ремней, маслоотражатель, сальник и храповик для проворачивания вала рукояткой. К хвостовику коленчатого вала болтами крепится маховик. На хвостовике вала имеется маслосъемная резьба и маслоотражательный буртик, а в торце имеется гнездо для установки переднего подшипника вала муфты сцепления. Носик и хвостовик вала уплотняются резиновыми самоподжимными манжетами. Коленчатый вал вращается в коренных подшипниках, имеющих вкладыши из сталеалюминевой ленты. Изготовляют коленчатые валы из углеродистых и легированных сталей штамповкой или литьем с последующей механической и термической обработкой. Для повышения износоустойчивости коренных и шатунных шеек их подвергают поверхностной закалке, а затем шлифуют и полируют. Форма коленчатого вала зависит от числа и расположения цилиндров, тактности и порядка работы двигателя. Она должна обеспечивать равномерное чередование рабочих ходов в цилиндрах по углу поворота коленчатого вала, принятую последовательность работы цилиндров и уравновешенность двигателя. Число шатунных шеек на коленчатом валу двигателя с однорядным расположением цилиндров равно числу цилиндров. У двигателей с V-образным расположением цилиндров число шатунных шеек равно половине числа цилиндров: у этих двигателей на каждой шейке рядом установлены головки двух шатунов. Число коренных шеек коленчатого вала у v-образных двигателей обычно на одну больше, чем у шатунных. Например, восьмицилиндровый дизельный двигатель ЯМЗ-2Э8НБ имеет пять коренных шеек, а коленчатый вал шестицилиндрового дизеля А-01МЛ – семь коренных шеек. Чем больше опор в виде коренных шеек имеет коленчатый вал, тем более жесткой и надежной получается конструкция двигателя, облегчается нагрузка на опорные подшипники, но при этом усложняется устройство вала и картера, увеличивается длина двигателя, возрастает стоимость изготовления и ремонта. Вкладыши коренных подшипников устанавливают в постели блок-картера и крышки коренных подшипников, а фиксацию осуществляют таким же способом, как и шатунных. Маховик обеспечивает равномерность вращения коленчатого вала, пуск двигателя и трогание трактора с места. Точная его установка на коленчатом валу дизельных двигателей фелевочных тракторов производится при помощи двух установочных штифтов. Крепление маховика к фланцу коленчатого вала осуществляется болтами, которые надежно стопорятся. При рабочем ходе в одноцилиндровом двигателе коленчатый вал с маховиком воспринимает усилие от поршня через шатун и раскручивается, накапливая энергию, которая затем, прежде всего, используется на выполнение остальных подготовительных тактов рабочего процесса. По мере увеличения в двигателе числа цилиндров и частоты рабочих тактов (у двухтактных двигателях) сокращается потребность в энергии маховика для выполнения подготовительных тактов. Поэтому размеры маховика и его масса у таких двигателей меньше. При пуске двигателя маховик, получив энергию после рабочего хода в одном из цилиндров, обеспечивает за счет инерции вращение коленчатого вала, при этом в остальных цилиндрах создаются условия для протекания рабочих ходов, в результате чего двигатель начинает работать. Маховик отливают из чугуна в виде диска. Для увеличения момента инерции маховика основную массу его металла располагают по ободу, т.е. на максимальном расстоянии от оси вращения маховика. На обод маховика напрессовывают стальной зубчатый венец, с которым при пуске двигателя входит в зацепление шестерня пускового устройства, и наносят метки для определения положения поршня в первом цилиндре и установки момента зажигания или момента подачи топлива. В сборе с коленчатым валом маховик балансируется. Это выполняют для того, чтобы при их вращении не возникало вибрации и биения от центробежных сил и не происходил усиленный износ коренных подшипников двигателя. На заднем торце маховика монтируют сцепления. При работе двигателя на коленчатый вал действуют осевые усилия от работы косозубых шестерен привода газораспределения, включения муфты сцепления и нагрева вала. Чтобы ограничить осевые перемещения коленчатого вала, один из коренных подшипников (задний, передний или средний) выполняют упорным. Для этого вкладыши таких подшипников снабжаются отбортовкой, упорными кольцами или полукольцами. От осевых перемещений коленчатый вал дизельных двигателей тракторов ТДТ-55А, ТТ-4 и К-703 фиксируется четырьмя полукольцами, которые устанавливаются в выточках среднего (СМД-14БН) или заднего коренного подшипника. Техническое обслуживание кривошипно-шатунного механизма Детали кривошипно-шатунного механизма во время работы сильно нагреваются и воспринимают переменные нагрузки большой величины, поэтому для обеспечения длительной работы двигателя в исправном состоянии необходимо выполнять следующие рекомендации: применять моторные масла только рекомендованные в соответствии с климатическими и температурными условиями; новый или отремонтированный двигатель необходимо подвергать обкатке; пуск двигателя при температуре окружающей среды ниже -5°С следует производить при помощи предпускового подогревателя или только после предварительного прогрева водой; не давать двигателю полной нагрузки, пока он не прогреется; не перегружать двигатель длительное время и не допускать во время работы ненормальных стуков и дымления; поддерживать температуру охлаждающей жидкости в пределах 82 – 85°С; не допускать длительной работы на холостом ходу. Основными внешними признаками неисправности кривошипно-шатунного механизма являются: повышенный расход масла, дымный выхлоп отработавших газов и ненормальные стуки. Все это происходит в результате износа деталей и увеличения зазоров в сопряжениях, что вызывает падение давления масла в магистрали. Прежде чем проверять зазор в подшипниках, следует убедиться в правильности показаний манометра, проверить загрязненность фильтров и состояние других элементов системы смазки. Предварительная оценка состояния подшипников коленчатого вала по давлению масла в масляной магистрали производится приспособлением КИ-4940: номинальное давление прогретого двигателя до нормального теплового состояния при номинальной частоте вращения должно быть 250 – 350 кПа (2,5 – 3,5 кгс/см2), а предельно допустимое 100 кПа (1,0 кгс/см2). Падение давления масла в магистрали ниже предельно допустимого является одной из причин износа шеек коленчатого вала и подшипников. Допустимый зазор в шатунных и коренных подшипниках коленчатого вала должен быть 0,3 мм. Зазоры в подшипниках можно проверить следующим способом. После слива масла и снятия поддона необходимо ослабить гайки крепления крышек коренных и шатунных подшипников, и снять крышку проверяемого подшипника вместе с нижним вкладышем. Затем положить на него вдоль оси коленчатого вала прокладку из латуни размером 25x13x0,3 мм, т.е. толщиной, равной максимально допустимому зазору, поставить крышку на место и затянуть гайки. Затяжку производят при помощи динамометрического ключа. Гайки шатунных болтов следует стопорить новыми шплинтами. Момент затяжки гаек коренных подшипников составляет 200 – 220 Н м (20 – 22 кгс-м), а шатунных 150 – 180 Н м (15 – 18 кгс-м). Затем проверяют возможность вращения коленчатого вала, предварительно включив декомпрессионный механизм. Если вал будет вращаться свободно, то зазор в подшипнике превышает допустимое значение. Увеличение зазора между деталями цилиндро-поршневой группы приводит к падению мощности двигателя, повышенному угару масла и выделению газов из сапуна. Чтобы оценить состояние цилиндропоршневой группы, можно воспользоваться различными способами, но наиболее простыми являются такие, которые позволяют определить техническое состояние деталей без разборки двигателя. К этим способам относятся: определение компрессии в цилиндрах двигателя при помощи компрессиметра КИ-861 или технического состояния цилиндропоршневой группы по утечке газов в картер двигателя при помощи индикатора расхода газов КИ-4887–1. Окончательное решение о техническом состоянии цилиндропоршневой группы можно принять только после частичной разборки двигателя с замером зазоров между отдельными сопряженными деталями. Например, предельные зазоры между основными деталями цилиндропоршневой группы, по которым оценивают техническое состояние двигателя А-ОЗМЛ, равны: зазор между юбкой поршня и гильзой цилиндра в верхнем рабочем пояске – 0,60 мм; зазор между канавкой поршня и верхним компрессионным кольцом – 0,50 мм; зазор между остальными кольцами – 0,40 мм; зазор в стыке компрессионного кольца – 6,00 мм; зазор в стыке маслосъемного кольца – 3,00 мм; зазор между бобышками поршня и пальцем – 0,10 мм; зазор между верхней головкой шатуна и пальцем – 0,30 мм; выступание гильзы цилиндра относительно плоскости блока – 0,165 мм. Для установки поршневых пальцев поршни перед сборкой нагревают в масле до температуры 80 – 100°С. Поршневые кольца подбирают по гильзе, а затем по канавкам в поршне. Для проверки зазора в замке кольца его устанавливают в гильзу при помощи Поршня на глубину 25 мм от верхнего торца. Подгонка зазора в замке осуществляется при помощи личного напильника, а под гонка кольца по канавкам в поршне по высоте осуществляется притиркой на чугунной плите. Гильзы цилиндров меняют на новые, если их износ в верхней зоне первого компрессионного кольца превышает 0,60 мм. Поршни заменяют, если зазор между канавкой и новым компрессионным кольцом по высоте превышает 0,50 мм. Затяжку гаек на шпильках при креплении головки цилиндров двигателя производят в определенной последовательности, момент составляет 200 – 220 Н м (20 – 22 кгс-м) |