Лекции_ТСПС_2013студентам. Курс лекций по дисциплине Технические средства предприятий сервиса
 Скачать 25.3 Mb. Скачать 25.3 Mb.
|

Классификация тепловизоров и получение ими изображенияТепловизионные приборы предназначены для наблюдения объектов по их собственному излучению. Принцип действия приборов этого типа основан на преобразовании излучения инфракрасного (ИК) диапазона в видимый диапазон длин волн излучения. Спектральный диапазон, в котором работают тепловизоры, определяется интервалами длин волн в области максимума энергии излучения наблюдаемых объектов в соответствующих окнах прозрачности атмосферы. Обычно это интервалы длин волн от 3,5 до 5,5 мкм или от 8 до 13,5 мкм. Современные тепловизоры позволяют обнаруживать объекты, имеющие температурные контрасты до десятых и даже сотых долей градусов, формируют изображение в телевизионном или близком к телевизионному стандартах и находят, в связи с этим широкое применение в промышленности, медицине и военном деле. Первым тепловизионным прибором, появившимся в конце 20-х годов, был эвапорограф, принцип действия которого основан на визуализации фазового рельефа масляной пленки, образующейся на поверхности мембраны при проекции на противоположную сторону этой мембраны теплового изображения. Эвапорогафы имели низкую пороговую чувствительность, большую инерционностью и давали изображение с очень малым контрастом. В 40-е годы наметились две тенденции в развитии тепловизионных приборов. К первой группе приборов относятся тепловизоры, в которых для преобразования оптического сигнала ИК-диапазона в электрический сигнал используется принцип оптико-механического сканирования (ОМС), а ко второй группе приборов – тепловизоры с электронным сканированием. В тепловизорах первого типа используются одноэлементные или многоэлементные ИК приемники излучения (ПИ) мгновенного действия, а в тепловизорах второго типа в качестве ПИ используются ИК видиконы, пириконы, а сейчас уже и матричные приемники излучения, так называемые фокальные матрицы, работающие в режиме накопления зарядов и основанные на различных физических принципах. Большинство используемых в настоящее время тепловизионных приборов построены по первому принципу, но в связи с успехами в технологии производства матричных приемников излучения появились приборы без оптико-механического сканирования, которые не только не уступают, но даже превосходят приборы первого типа по потребительским свойствам [1,2,3]. На рис.1.1 представлена обобщенная функциональная схема тепловизора с фокальной ИК матрицей. 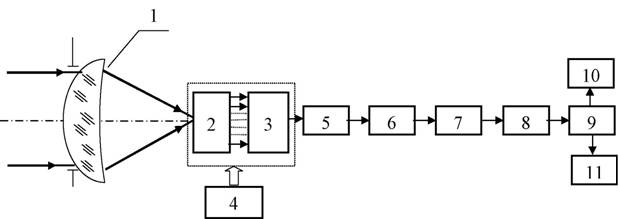 Рис. 1.1 Обобщенная функциональная схема тепловизора с фокальной матрицей: 1 – оптическая система; 2 – фокальная матрица с предусилителями; 3 – мультиплексор; 4 – система охлаждения; 5 – корректор неоднородности характеристик чувствительных элементов; 6 – аналого-цифровой преобразователь; 7 – цифровой корректор неоднородности; 8 – корректор неработающих ячеек; 9 – формирователь изображения; 10 – дисплей; 11 – цифровой выход. Фокальные ИК матрицы могут иметь размерность 128х128, 256х256 и даже 512х512 элементов при размере этих чувствительных элементов 30х30 мкм2. Фокальные матрицы изготавливаются как функционально законченные фотоприемные устройства (ФПУ), включающие систему охлаждения, предусилители, мультиплексор, корректор неоднородности характеристик чувствительных элементов, аналого-цифровой преобразователь, блоки цифровой обработки и формирователь выходных сигналов. Сигналы с выхода такого ФПУ могут передаваться на видеоконтрольное устройство (ВКУ) телевизионного типа либо в цифровом виде в блоки цифровой обработки. На рис.1.2 представлена обобщенная функциональная схема тепловизора с системой (ОМС). 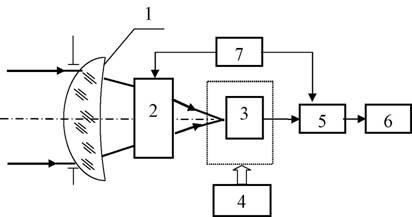 Рис. 1.2 Обобщенная функциональная схема сканирующего тепловизора: 1 – оптическая система; 2 – блок оптико-механического сканирования; 3 – приемник излучения; 4 – система охлаждения; 5 – электронный тракт; 6 – видеоконтрольное устройство; 7 – система синхронизации. Система ОМС, в общем случае, должна обеспечивать обзор пространства предметов – сканирование, как в направлении строк (по горизонту), так и по кадру (в вертикальном направлении), что иллюстрируется рис.1.3. Существует множество схем сканирующих тепловизоров, различающихся методами сканирования, обработки сигналов и представления выходного изображения. Эти различия, во многом, обусловлены топологией ПИ, используемых в тех или иных приборах. В частности, в тепловизорах с системами ОМС могут использоваться одноэлементные, а также многоэлементные ПИ в виде линеек или матриц (см.рис.1.4). Кроме этого, в качестве видеоконтрольного устройства, помимо широко применяемых ТВ-мониторов, используются различного рода устройства с линейками светодиодов и оптико-механическими системами развертки. 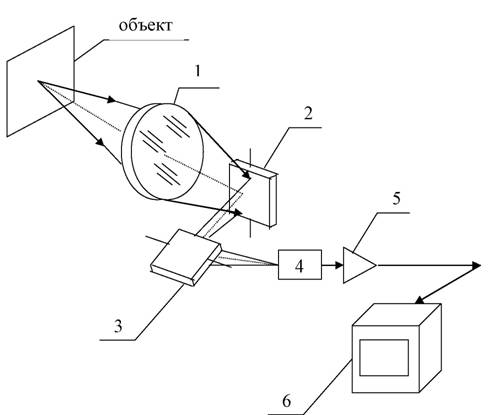 Рис. 1.3 Функциональная схема тепловизора со сканированием по строкам и кадру: 1 – объектив; 2 и 3 – сканирующие зеркала; 4 – приемник излучения; 5 электронный тракт; 6 – видеоконтрольное устройство. 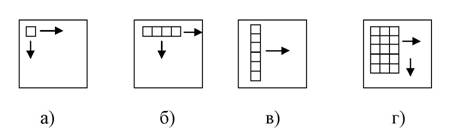 Рис. 1.4 Методы сканирования: а) – сканирование одноэлементным ПИ; б) – последовательное сканирование линейкой чувствительных элементов; в) – параллельное сканирование линейкой чувствительных элементов; г) параллельно- последовательное сканирование матричным ПИ. Различают следующие методы сканирования пространства предметов и развертки при формировании выходного изображения: последовательное, параллельное и параллельно-последовательное. При последовательном сканировании или развертке осуществляется изменение направления визирной оси и преобразование сигнала поочередно вдоль каждой из строк изображения с последующим переходом на каждую следующую строку. Такое сканирование или развертка могут осуществляется при использовании одноэлементных ПИ или СД, а также ПИ или СД в виде линеек, элементы которых ориентированы вдоль строки. При параллельном сканировании или развертке площадки ПИ или СД, выполненные в виде линейки, ориентированы перпендикулярно направлению движения визирной оси. При параллельно-последовательном сканировании или развертке используются ПИ и СД в виде линеек или матриц, а обзор поля производится последовательно по зонам. В соответствии с наиболее целесообразными сочетаниями типов сканирования, обработки сигналов и развертки тепловизионные приборы с системами ОМС строят на основе следующих 4-х основных принципов: – параллельное сканирование, параллельная обработка видеосигналов и параллельная развертка (рис.1.5); 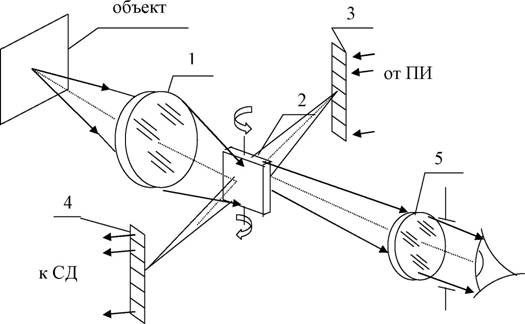 Рис. 1.5 Тепловизор с параллельным сканированием и параллельной разверткой изображения: 1 – объектив; 2 – сканирующее зеркало; 3 – линейка светодиодов; 4 – линейка ПИ; 5 – окуляр. – параллельное сканирование, параллельная обработка сигналов с последующим их преобразованием (мультиплексированием) для вывода изображения на ТВ-монитор (рис.1.6); 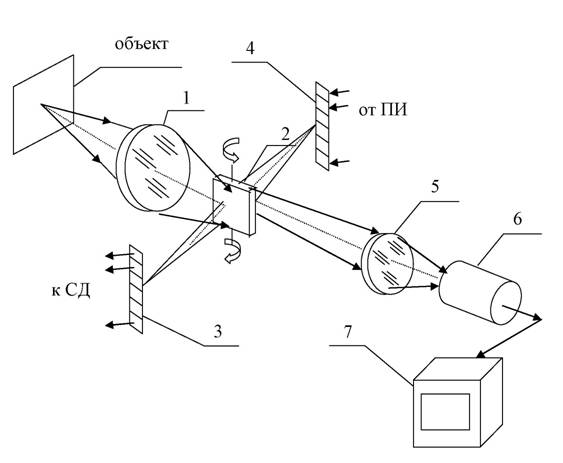 Рис. 1.6 Тепловизор с параллельным сканированием и параллельной обработкой сигналов с последующим мультиплексированием для вывода изображения на ТВ монитор: 1 – объектив; 2 – сканирующее зеркало; 3 – линейка ПИ; 4 – линейка светодиодов; 5 – проекционный объектив; 6 – передающая телевизионная трубка (матрица ПЗС); 7 – ТВ монитор. – параллельно-последовательное сканирование и развертка с параллельной обработкой сигналов (рис.1.7); 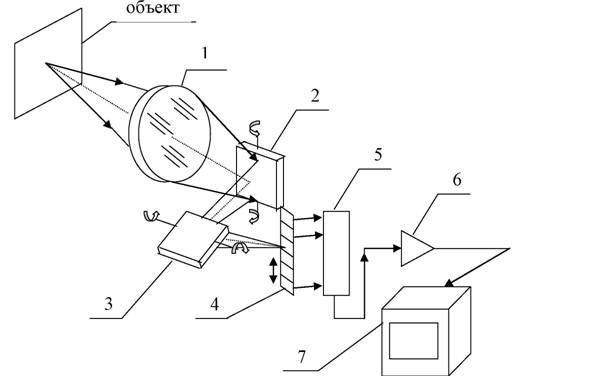 Рис. 1.7 Тепловизор с параллельно-последовательным сканированием, параллельной обработкой сигналов и параллельно-последовательной разверткой изображения: 1 – объектив; 2 – сканирующее зеркало; 3 – матрица светодиодов; 4 – матрица ПИ; 5 – окуляр. - последовательная обработка сигналов с преобразованием сигнала для вывода на ТВ-монитор (рис.1.8). 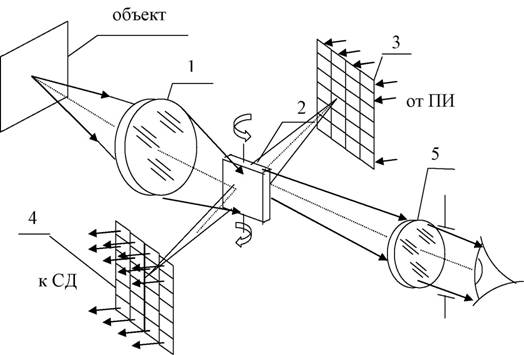 Рис. 1.8 Тепловизор с последовательным сканированием линейкой ПИ и преобразованием сигналов для вывода изображения на ТВ монитор: 1 – объектив; 2 и 3 – сканирующие зеркала; 4 – линейка ПИ; 5 – линии задержки с сумматором; 6 – видеоусилитель; 7 – ТВ монитор. 2.4 Паяльное оборудование предприятий сервиса Ни один серьезный ремонт не обходится без паяльных работ. Паяльник есть практически в каждом доме, и пайка теперь обычное дело не только технарей специалистов, а и любого домашнего мастера любителя. Без качественно выполненной пайки, нормальная работа электронного устройства (хоть контакта на люстре, хоть конденсатора на материнской плате) рано или поздно, с большой вероятностью, будет нарушена. Так как во время пайки происходит взаимное растворение припоя и той части металла, на который он наносится, после остывания получается довольно прочное соединение, обладающее хорошей электропроводимостью. Но для того, чтобы соединение получилось действительно качественным и долговечным, приходится учитывать некоторые нюансы Паяльники, паяльные станции. Главное различие паяльников - мощность. Для ремонта печатных плат и монтажа небольших элементов, чувствительных к статическому напряжению, применяются паяльники с мощностью 24-40Ватт. Для пайки широких проводников, шин питания и различных массивных элементов - 40-80Ватт. Паяльники на 100Ватт и более, в основном применяют для пайки массивных стальных конструкций, особенно из цветных металлов с большой теплопроводностью. Не стоит забывать и о напряжении питания. Стандартом в России является 220В, 50Гц, но для пайки, например в автомобиле или в других местах, где сложно найти розетку, можно использовать паяльники с напряжением 12/18/24В. Другой важной характеристикой паяльника является его рабочая температура. Самые простые образцы не имеют четкого температурного режима, и при недостаточном нагреве места пайки, когда припой не расплавляется до состояния текучести и не может заполнить все предназначенные ему зазоры, наблюдается довольно частый эффект, называемый "холодная пайка". Место спая оказывается матовым, шероховатым и соединение получается непрочным. Перегретое жало паяльника ускоряет его износ, припой при этом перегревается, жало покрывается окалиной, флюс выгорает, сцепление припоя с жалом ухудшается. Часто жало паяльника перегревается из-за чрезмерного выпаривания припоя, в результате перегреваются полевые элементы и микросхемы, отслаиваются дорожки печатных плат. Произвести качественную работу паяльником с низкой или слишком высокой температурой, естественно невозможно. В случае если пайка для вас частое дело, придется обзавестись набором паяльников различной мощности, а еще лучше паяльной станцией, так как они имеют регуляторы температур, автоматическое поддержание заданной температуры, удобную подставку под паяльник, ванну для очистной губки, антистатическую защиту и некоторые дополнительные возможности. Хорошая паяльная станция, конечно же, стоит недешево, но и набор различных паяльников и качественных насадок к ним может обойтись не меньше... Припои и флюсы. Флюс, в качестве которого обычно применяется еловая или сосновая канифоль, необходим для растворения и удаления оксидов, а также защиты места пайки от окисления. Многие используют спиртовой раствор канифоли, нанося его кисточкой на место пайки. Такой раствор несложно сделать и самому, а вместо спирта можно использовать другой растворитель, например бензин или ацетон. Главный недостаток канифоли - при чрезмерно высоких температурах удаляется не только оксидная пленка с металла, удаляется и сам металл. Припой, сплав олова со свинцом, необходим для соединения спаиваемых деталей. Припои разделяют на тугоплавкие (твердые припои) и легкоплавкие (мягкие припои). Выпускаются в виде зерен, палочек, прутков, полосок, лент, проволоки, заполненных канифолью трубок, порошков и паст с жидким флюсом. Для ремонта домашней, в том числе компьютерной техники используют легкоплавкие припои с относительно низкой температурой плавления до 300С, например ПОС-61. Обозначение ПОС расшифровывается как - припой оловянно-свинцовый, цифра в конце процентное содержание олова. Для получения специальных свойств в оловянно-свинцовые припои добавляют кадмий (ПОСК), висмут (ПОСВ), сурьму (ПОССу) и другие металлы. Наиболее удобным является использование трубок диаметром 2-3мм с каналом канифоли внутри. Можно паять как обычно, захватывая каплю олова с трубки и переносить ее на место пайки или прижимая жало паяльника к месту пайки, подносить к нему кончик трубки. Трубка при этом плавится, затекая в зазоры, к тому же благодаря ее малому диаметру, количество припоя легко дозируется. Советы по пайке. Выбирайте паяльник с возможностью смены жала, которых сейчас предлагают целый ассортимент. Это и лопатки, конусы, иглы, вообщем все зависит от конкретных потребностей и ваших финансовых возможностей. Уделите очистке жала пару минут перед любой работой, при слишком сильных загрязнениях используйте напильник. Для удаления с жала остатков выгоревшего флюса, пыли и окисла, удобно применять кусочек дерева или картона (хотя многие делают это быстрым движением пальцев, что в принципе тоже эффективно). При применении обычного паяльника для защиты от статики, целесообразно соединить проводниками надетый на руку антистатический браслет с паяльником и корпусом ремонтируемого устройства. Разогревая паяльник, не оставляйте его "насухую", обязательно погрузите жало паяльника в канифоль, как только оно разогреется до температуры способной ее расплавить. Слой канифоли на поверхности жала защитит его от окисления. При нагреве до температуры плавления припоя его необходимо залудить. Для хранения припоя нежелательно использование металлических коробочек, крышек, консервных банок, так как припой, упавший на их поверхность прилипает, металл такой коробочки (особенно если она используется еще и в виде подставки для паяльника) разогревается, появляются сложности с точным дозированием, и в результате образуется олово-канифольная каша, с которой работать будет не очень удобно. Обязательное условие для образования надежного паяного контакта - равные температуры спаиваемых поверхностей. Заранее очистите, обезжирьте бензином или другим органическим растворителем и залудите контактные площадки перед пайкой. Частой ошибкой является то, что некоторые компоненты сначала паяют, а потом откусывают лишнюю длину ножек и пытаются убрать лишние капли припоя. Не забывайте о предельных температурах электронных компонентов, особенно полевых транзисторов и интегральных микросхем. При температуре 260-300С не превышайте время пайки более чем на 5-10 секунд. Изменяя длину жала паяльника - можно изменять температуру. Но намного удобней делать это при помощи автотрансформатора или специального регулирующего устройства. Конечно же, это не касается счастливых владельцев паяльной станции. Теоретически температура жала паяльника должна соответствовать применяемому припою и суммарному теплоотводу спаиваемых деталей. Конечно же, подсчитать это непросто, но при приобретении опыта, угадывается "на глаз". Гармоничная, аккуратная и качественная пайка приходит со временем и опытом. Не бойтесь паяльника, практикуйтесь, рассчитывайте на свой здравый смысл и интуицию! Ведь паяльник главный инструмент при любом более-менее серьезном ремонте! Температура Кюри Согласно общепринятому определению, Кюри точка, температура Кюри, температура фазового перехода II рода, связанного со скачкообразным изменением свойств симметрии вещества (например, магнитной — в ферромагнетиках, электрической — в сегнетоэлектриках, кристаллохимической — в упорядоченных сплавах). Назван по имени П. Кюри, подробно изучившего этот переход у ферромагнетиков. При температуре Т ниже К. т. Q ферромагнетики обладают самопроизвольной (спонтанной) намагниченностью и определённой магнитно-кристаллической симметрией. В К. т. (T = Q) интенсивность теплового движения атомов ферромагнетика оказывается достаточной для разрушения его самопроизвольной намагниченности («магнитного порядка») и изменения симметрии, в результате ферромагнетик становится парамагнетиком. Аналогично у антиферромагнетиков при Т = Q (в т. н. антиферромагнитной К. т. или Нееля точке) происходит разрушение характерной для них магнитной структуры (магнитных подрешёток), и антиферромагнетики становятся парамагнетиками. В сегнетоэлектриках и антисегнетоэлектриках при Т = Q тепловое движение атомов сводит к нулю самопроизвольную упорядоченную ориентацию электрических диполей элементарных ячеек кристаллической решётки. В упорядоченных сплавах в К. т. (её называют в случае сплавов также точкой Курнакова) степень дальнего порядка в расположении атомов (ионов) компонентов сплава становится равной нулю. Т. о., во всех случаях фазовых переходов II рода (типа К. т.) при Т = Q в веществе происходит исчезновение того или иного вида атомного «порядка» (упорядоченной ориентации магнитных или электрических моментов, дальнего порядка в распределении атомов по узлам кристаллической решётки в сплавах и т. п.). Вблизи К. т. в веществе происходят специфические изменения многих физических свойств (например, теплоёмкости, магнитной восприимчивости и др.), достигающие максимума при Т= Q, что обычно и используется для точного определения температуры фазового перехода. Токи Фуко Токи Фуко (в честь Фуко, Жан Бернар Леон) — это вихревые замкнутые электрические токи в массивном проводнике, которые возникают при изменении пронизывающего его магнитного потока. Вихревые токи являются индукционными токами и образуются в проводящем теле либо вследствие изменения во времени магнитного поля, в котором находится тело, либо вследствие движения тела в магнитном поле, приводящего к изменению магнитного потока через тело или какую-либо его часть. Величина токов Фуко тем больше, чем быстрее меняется магнитный поток. В отличие от электрического тока в проводах, текущего по точно определённым путям, Вихревые токи замыкаются непосредственно в проводящей массе, образуя вихреобразные контуры. Эти контуры тока взаимодействуют с породившим их магнитным потоком. Согласно правилу Ленца, магнитное поле В. т. направлено так, чтобы противодействовать изменению магнитного потока, индуцирующего эти В. т. В. т. приводят к неравномерному распределению магнитного потока по сечению магнитопровода. Это объясняется тем, что в центре сечения магнитопровода намагничивающая сила В. т., направленная навстречу основному потоку, является наибольшей, так как эта часть сечения охватывается наибольшим числом контуров В. т. Такое «вытеснение» потока из середины сечения магнитопровода выражено тем резче, чем выше частота переменного тока и чем больше Магнитная проницаемость ферромагнетика. При высоких частотах поток проходит лишь в тонком поверхностном слое сердечника. Это вызывает уменьшение кажущейся (средней по сечению) магнитной проницаемости. Явление вытеснения из ферромагнетика магнитного потока, изменяющегося с большой частотой, аналогично электрическому Скин-эффекту и называемому магнитным скин-эффектом. В соответствии с законом Джоуля - Ленца В. т. нагревают проводники, в которых они возникли. Поэтому В. т. приводят к потерям энергии (потери на В. т.) в магнитопроводах (в сердечниках трансформаторов и катушек переменного тока, в магнитных цепях машин). Для уменьшения потерь энергии на В. т. (и вредного нагрева магнитопроводов) и уменьшения эффекта «вытеснения» магнитного потока из ферромагнетиков магнитопроводы машин и аппаратов переменного тока делают не из сплошного куска ферромагнетика (электротехнической стали), а из отдельных пластин, изолированных друг от друга. Такое деление на пластины, расположенные перпендикулярно направлению В. т., ограничивает возможные контуры путей В. т., что сильно уменьшает величину этих токов. При очень высоких частотах применение ферромагнетиков для магнитопроводов нецелесообразно; в этих случаях их делают из магнитодиэлектриков, в которых В. т. практически не возникают из-за очень большого сопротивления этих материалов. При движении проводящего тела в магнитном поле индуцированные В. т. обусловливают заметное механическое взаимодействие тела с полем. На этом принципе основано, например, торможение подвижной системы в счётчиках электрической энергии, в которых алюминиевый диск вращается в поле постоянного магнита. В машинах переменного тока с вращающимся полем сплошной металлический ротор увлекается полем из-за возникающих в нём В. т. Взаимодействие В. т. с переменным магнитным полем лежит в основе различных типов насосов для перекачки расплавленного металла. В. т. возникают и в самом проводнике, по которому течёт переменный ток, что приводит к неравномерному распределению тока по сечению проводника. В моменты увеличения тока в проводнике индукционные В. т. направлены у поверхности проводника по первичному электрическому току, а у оси проводника — навстречу току. В результате внутри проводника ток уменьшится, а у поверхности увеличится. Токи высокой частоты практически текут в тонком слое у поверхности проводника, внутри же проводника тока нет. Это явление называется электрическим скин-эффектом. Чтобы уменьшить потери энергии на В. т., провода большого сечения для переменного тока делают из отдельных жил, изолированных друг от друга. В. т. применяются для пайки, плавки и поверхностной закалки металлов, а их силовое действие используется в успокоителях колебаний подвижных частей приборов и аппаратов, в индукционных тормозах (в которых массивный металлический диск вращается в поле электромагнитов) и т. п. |