хуйня. Курсова робота Автоматизація лінії виробництва морозива зміст
 Скачать 189 Kb. Скачать 189 Kb.
|

Обробка металоконструкціїДля встановлення щитів, пультів, апаратів та інших засобів перед їх монтажем потрібно встановити металоконструкції на які власне проводиться монтаж. Обробка металоконструкцій полягає в створенні каркасу відповідної форми, обробці різьбових отворів для кріплення апаратів, обробці наскрізних фасонних вікон і отворів для монтажу апаратури двохстороннього обслуговування. Панелі і стінки каркасу, які потребують додаткової обробки повинні бути знімними, оскільки операції виконуються на ковально-пресовому та метал оріжучому обладнанні. Ручний електрифікований інструмент застосовують при модернізації чи при обробці важкодоступних місць. Додаткова конструктивна доробка вимагається коли апарати встановлюються в умовах відмінних від звичайних. В таких випадках використовують додаткові кронштейни з відповідними вирізами, додаткові пластини, мости та інші види кріпильних елементів. Конструктивні доробки електроапаратів і приладів необхідно випробовувати на вибухобезпечність. Також повинно бути одержано дозвіл на їх експлуатацію в вибухонебезпечних зонах. Ці дозволи видають органи Державного контролю за вибухобезпечним обладнанням. Після механічної обробки пульти, щити та апарати фарбують: внутрішню поверхню білою емаллю, а зовнішню поверхню в колір технологічного обладнання. Підготовка стальних панелей під монтаж апаратури здійснюється наступним чином. Зовнішній бік панелі пультів керування покривають декоративним покриттям, хромують (чи наносять інше гальванічне покриття), фарбують емаллю світлого кольору. Пояснювальні написи гравірують чи використовують накладні таблички, на яких фотохімічним способом зроблені тексти. Замість текстів можуть бути використані символи. Таблички кріплять заклепками чи гвинтами написи можуть бути виконані на картонних листках, які вставляють в спеціальні рамки, закріплені на панелі. Панелі одностороннього обслуговування шаф і ящиків з боку монтажу апаратури фарбують в два шари електротехнічним лаком і потім після сушки покривають білою емаллю (обидва боки). Металічні корпуси та частини апаратів повинні мати надійний контакт з панеллю. Це досягається за допомогою кріпильних гвинтів що мають різьбове з'єднання з панеллю. Вимога надійного контакту апаратів з панеллю пояснюється вимогою заземлення електрифікованих апаратів. Монтаж електричних проводокМонтаж електричних проводок виконують за наведеною нижче послідовністю. Розмітку траси виконують наступним чином: спочатку розмічають місця встановлення апаратури, розділюючих коробок, місця поворотів траси, проходів через перекриття і стіни; потім позначають місця встановлення кріпильних засобів. Підготовка траси заключається у встановленні кріпильних засобів, прокладанні борозд і пройомів. Кріпильні засоби на будівельних конструкціях кріплять цвяхоподібними дюбелями. Для кріплення пластмасових кріпильних засобів використовують розтисні дюбелі. Борозди пробивають пневматичним ударним інструментом чи застосовують електрифіковані бороздо-фрезерні пристрої. Прокладання проводів у трубах проводять після їх закріплення. Для цього в трубу 1 вставляють поршень 2 (рис. 1, а) із прив'язаною капроновою ниткою 3. Потім за допомогою пристосування 6 у трубу 7 подають стиснене повітря. Під дією стиснутого повітря поршень переміщується по трубі і захоплює нитку. Коли поршень вийде з труби, до нитки прив'язують трос лебідки і протягують його через трубу. На кінець троса кріплять головку для закріплення жил, креслення якої подано на рис. 1, в. Через отвори в корпусі 1 протягують жили 2 і затискають їх гайкою 3. Хвостовик 4 служить для кріплення головки до троса. Потім лебідкою 3 (рис. 1, б), закріпленою на трубі, протягують пучок проводів 5, закріплений у головці 4. Головка кріпиться до троса 2, що через блок 1 йде до лебідки 3. Наконечники на алюмінієві та мідні жили ставлять опресовку. Жили зачищають наждачним папером, промивають бензином для обезжирювання. Наконечники можуть ставитись опресовкою і на мідні жили. Для опресовки застосовують спеціальні преси. Кінці ізоляції заробляють поліхлорвініловою трубкою, яку щільно надівають на ізоляцію проводу. Після закріплення проводу трубку притягують щільно до зажиму. 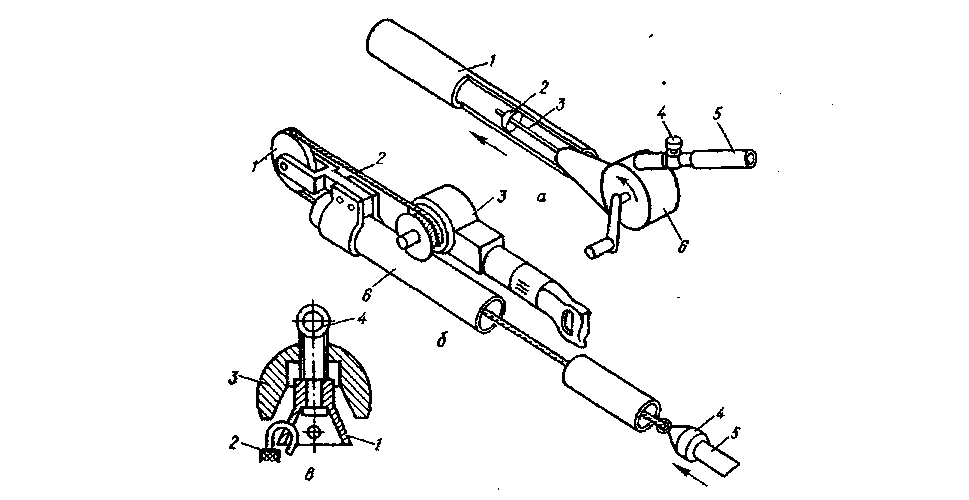 Рис. 1. Механізми для прокладання проводів у трубах: а - для проштовхування нитки: 1 - труба; 2 - поршень; 3 - нитка; 4 - кран; 5 - шланг; 6 -пристосування для подачі стиснутого повітря; б - пристосування для протягування проводів: 1 - блок; 2 - трос; 3 - лебідка; 4 - головка; 5 - пучок проводів; 6 - труба; в - головка для кріплення проводів: 1 - корпус; 2 - жили; 3 - гайка; 4 - хвостовик Змонтовані проводки заземлюють, потім фарбують бітумним лаком захисні труби, корпуса коробок, броню кабелю і другі кріпильні і захисні металічні конструкції. В якості заземлювача можуть бути використані: стальна захисна труба (з товщиною стінки не менше 2 мм), броня кабелю і його алюмінієва оболонка. Труби і інші металоконструкції повинні мати надійне з'єднання (стальним дротом діаметром 5 мм) з шиною загального заземлення чи з заземленими частинами обладнання і пристроїв систем автоматики. Маркування кабелів, пучків і пакетів, а також проводок, прокладених в захисних трубах, проводять в місцях поворотів лінії, в місцях переходу в інше приміщення і на прямолінійних ділянках через 5 - 10 м. Маркування наносять на стальні бірки, які кріплять дротом до проводки. Написи наносять масляною фарбою, гравіюванням та іншими методами. Монтаж щитів управління Особливості прийнятої системи автоматизації, особливості автоматизованого технологічного процесу (установки), а також особливості навколишнього середовища, вимагають оптимального місця розташування щитових конструкцій з приладами і засобами автоматизації. У результаті щитові конструкції встановлюють чи безпосередньо у технологічних приміщеннях - місцеві, чи у спеціальних приміщеннях - центральні. Так як технологічне обладнання розміщують як на відкритих площадках, так і всередині технологічних приміщень, кліматичні фактори які впливають на щити, бувають різними. Спеціальні приміщення в залежності від їх функціонального призначення (апаратні, для давачів, операторські, диспетчерські і т. д.) характеризуються різними габаритами, мікрокліматом. Місце встановлення щитових конструкцій, як у технологічних так і у спеціальних приміщеннях, повинні відповідати вимогам, які забезпечують нормальні умови монтажу і експлуатації пристроїв і засобів автоматизації. У відповідності з вимогами СНІП, до початку монтажу щитових конструкцій у вказаних приміщеннях будівельно-монтажні роботи по встановленню технологічного обладнання і трубопроводів, повинні бути доведені до стану який би забезпечував безпечне ведення монтажних робіт в умовах відповідних діючим санітарним нормам. У спеціальних приміщеннях повинні бути виконані всі будівельні роботи, у тому числі споруджені постійні сітки, які би проводили до місця монтажу електроенергію, стиснуте повітря, воду. Також мають бути виконані отвори у стінах, для проходу трубних і електричних проводок в приміщення. їх габаритні розміри і розміщення повинне забезпечувати можливість подачі у приміщення збільшені щитові конструкції. При монтажі щитів і пультів у технологічних приміщеннях повинна підтримуватись температура повітря 5°С. Якщо монтажно-експлуатаційними інструкціями на прилади і апарати, встановлених у щитах і пультах не вказане друге значення температури. Місця встановлення щитових конструкцій повинні відповідати вимогам експлуатації які монтуються на щитах пристроїв (стійкість до вібрації, вплив навколишнього середовища). До початку робіт по монтажу щитів, необхідно перевірити будівельну і технологічну готовність проектної відмітки. До цього часу повинні бути виконані підготовчі роботи, змонтовані металоконструкції щитів. До таких металоконструкцій відносять перфоровані, наприклад Z-подібні. Установчі металоконструкції закріплюють чи на підготовлених закладних елементах, або з допомогою пластмасових дюбелів чи зваркою. Електричні і трубні проводки повинні бути прокладені і підведені до місця встановлення щитових конструкцій. Кінці електричних і пневматичних кабелів прокладають так, щоб була виключена можливість їх механічного пошкодження. Також це стосується металічних труб, прокладених до місця встановлених щитів. Щити повинні бути розміщенні на площі встановлення так, щоб була виключена можливість додаткових такелажних робіт при їх монтажі. Конкретні місця розміщення щитових конструкцій обумовлюють їх встановлення на різних будівельних основах. Особливості основ, а також конструкцій опорних частин щитів визначає метод їх закріплення. Існують два основних методи закріплення: розбірні і нерозбірні. Для плоских штативів і допоміжних панелей застосовують комбінований метод. Рама виробу приварюється до закладних елементів, а корпус виробу фіксується різьбовим з'єднанням. При монтажі щитів повинні бути встановлені у вертикальне положення перед закріпленням їх необхідно вирівняти по рівню. Овальність отворів дозволяє не виймаючи бородка, встановити в цей же отвір гвинт, після чого наживити гайку. Для щитів ЩПК, ЩП і штативів С - цю роботу рекомендується починати з отворів на задніх стойках і верхній рамі каркаса. На другому етапі всі гвинти рівномірно затягуються. Встановлення декоративних панелей ПнД - ЩПК і ПнТД - ЩПК слід виконати після закінчення монтажу щитів. Роботу рекомендується виконувати використовуючи площадку ПМ-800. У зв'язку з вимогами ДСТУ щити повинні мати заземлюючий стиск по ДСТУ, дозволяючий приєднання нульового захисного чи заземлюючого провідника з кольорового металу. Заземляючий стиск розміщений на спеціальній пластині в опорній рамі щита. Заземляючий зажим повинен бути помічений знаком що не стирається. Занулення і заземлення у щитових конструкціях повинно бути виконано у відповідності з вимогами ДСТУ 12.2.007.7-85 ССБТ. Металічні елементи щитових конструкцій повинні мати надійне електричне з'єднання з заземляючим затиском. Значення опору між заземляючим затиском і елементами щита, включаючи деталі для монтажу апаратів і проводок, не повинно перевищувати 0,1 Ом. У шкафних і панельних з каркасом щитах електричне з'єднання між металічними частинами каркаса повинно бути забезпечене через закріпляючі болти, за рахунок комплектного тиску у місцях стику. Електричне з'єднання шафних щитів, пультів і панелей ПнВД з їх каркасами забезпечують через металічні петлі. Занулення (заземлення) корпусів пристроїв, які мають спеціальні виводи "земля" виконують гнучким нульовим захисним провідником. Нульовий провідник від виводу "земля" приєднують до заземлюючого затиску, який організований на стійці каркаса щита. На нульовому провіднику який з'єднується з заземляючим затиском повинен бути відповідний кабельний наконечник. Металічні корпуса пристроїв, які підлягають зануленню, але не мають спеціальних виводів "земля", повинні мати електричне з'єднання з металічними деталями, на яких вони встановлені. Занулення (заземлення) щитових конструкцій у цілому повинно здійснюватись шляхом приєднання щитів до близько розташованих заземлюючих провідників сітки занулення. 3. РОЗРАХУНКОВА ЧАСТИНА 3.1. Розрахунок параметрів графіку Для монтажу засобів автоматизації потрібно виконати такі операції: - монтаж регулятора температури; - монтаж ескімогенератора; - прокладання електричних і трубних проводок; - монтаж щита управління; - пусконалагоджувальні роботи та випробування системи. Після цього потрібно провести розрахунки по кожній операції за такими критеріями: - одиниці вимірювання та кількість; - ціни по кошторису - в тис. грн.; - продуктивність праці-в люд/дн.; - кількість робітників-в чол.; - середня тривалість робіт - в днях. |