Курсавая экономика. васёва исправленная. Курсовая работа организация участка механического цеха аткр 15. 02. 08 Тм153 мдк 02. 01 Выполнил Н. А. Леханов
 Скачать 160.25 Kb. Скачать 160.25 Kb.
|

КГАПОУ Пермский Авиационный техникум им. А. Д. Швецова Задание на курсовую работу по дисциплине «Планирование и организация работы структурного подразделения» МДК.02.01 специальность 15.02.08 студент группы ТМ-15-3 Леханов Никита Андреевич Содержание Введение Производственная программа………………………………………….… Оснащение производственного процесса……………………….............. Кадровый состав работающих…………………………………................ Плановый фонд оплаты труда работающих…………………….............. Материальное обеспечение производства……………………................. Состав и расчёт цеховых расходов............................…………………… Плановая калькуляция цеховой себестоимости детали………………… Специальное задание ..........................................……………………..... Организация транспорта в механическом цехе…………………………. Мероприятия по охране окружающей среды ..................................…... Заключение…………………………………………………………………….... Литература…………………………………………………................................. Задание рассмотрено на заседании ПЦК ТМ протокол № от Председатель комиссии (О.А.Безматерных) Руководитель работы (В.С. Васёва)  Исполнитель работы (Н.А.Леханов) Исполнитель работы (Н.А.Леханов)Дата выдачи задания 19.11.2018 Дата окончания выполнения работы 22.01.2019  1. Производственная программа 1. Производственная программаДля каждого производства устанавливается определенная программа выпуска продукции – план. Исходные данные
Определение типа производства. Основным показателем, определяющим тип производства, является коэффициент закрепления операций  что соответствует серийному типу производства. 1.2 Расчет партии деталей. Рассчитаем размер партии деталей, поставляемых из механического цеха в другие цехи.  34,8 34,8 - коэффициент, учитывающий простои оборудования при замене инструмента, переналадке. По нормативам для серийного производства =0,050,07; принимаем =0,05 Учитывая то, что деталь негабаритная, транспортируется без укладки; принимаем n=25 Рассчитаем штучно - калькуляционное время, учитывающее подготовительно - заключительное время на 1 деталь. Результаты расчетов занесём в таблицу 1.  1.3 Определение режима работы предприятия. Режим работы предприятия устанавливается на основе производственного календаря, ежегодно утверждаемого правительством РФ. По производственному календарю на 2019 год номинальный фонд при двухсменной работе составит:   – длительность смены 8 часов – длительность смены 8 часов – сокращение времени работы на 1 час в предпраздничные дни. – сокращение времени работы на 1 час в предпраздничные дни. Рассчитаем действительный фонд времени работы оборудования, учитывающий возможные простои оборудования при ремонте, профилактике, монтаже. Рассчитаем действительный фонд времени работы оборудования, учитывающий возможные простои оборудования при ремонте, профилактике, монтаже. По данным предприятия  ; принимаем ; принимаем   час. час.Рассчитаем действительный фонд времени для работающих, который учитывает возможные потери времени, связанные с временной нетрудоспособностью, всеми видами отпусков.  По данным предприятия По данным предприятия  = 0,150,18; принимаем =0,16 = 0,150,18; принимаем =0,16 1.4 Расчет приведенной программы. В механическом цехе серийного производства довольно широкая номенклатура обрабатываемых деталей и, следовательно, велик объем технологических и экономических работ. Для сокращения времени выполнения этих работ всю номенклатуру делят на группы, состоящие из деталей близких по конструкции и технологии. В каждой группе выбирается деталь представитель, на которую составляют подробный технологический процесс, выполняют расчеты. Курсовая работа выполняется на деталь представитель «шестерня ведомая». Годовая трудоёмкость приведенной программы должна соответствовать нормативной производственной мощности участка. Рассчитаем нормативную производственную мощность участка механического цеха серийного типа производства.   – нормативное количество оборудования; для серийного производства =2030; принимаем =25ед. – нормативное количество оборудования; для серийного производства =2030; принимаем =25ед. - нормативный коэффициент загрузки оборудования; для серийного производства =0,870,92. Принимаем =0,9. - нормативный коэффициент загрузки оборудования; для серийного производства =0,870,92. Принимаем =0,9. час. час.Годовой выпуск детали представителя “шестерня ведомая” в год = 500ед. Рассчитаем годовую трудоёмкость детали представителя “шестерня ведомая”   Годовой приведенный выпуск, учитывающий обработку всех деталей, закрепленных за участком механического цеха, составит: Годовой приведенный выпуск, учитывающий обработку всех деталей, закрепленных за участком механического цеха, составит: Принимаем  с учетом технологически неизбежного брака. с учетом технологически неизбежного брака.Эта программа учитывает обработку всех деталей, закрепленных, за участком механического цеха и обеспечивает существование цеха как административной единицы. 2 .Оснащение производственного процесса Характер и состав технологического оборудования определяются типом производства, требованиями технологического процесса. 2.1 Рассчитаем необходимое количество технологического оборудования.   - коэффициент, учитывающий возможное перевыполнение плана. - коэффициент, учитывающий возможное перевыполнение плана.По данным предприятия   Принимаем Принимаем  Результаты расчётов занесем в таблицу 1. 2.2 Рассчитаем коэффициент загрузки оборудования.  ; ; Результаты расчётов занесем в таблицу 1. Результаты расчётов занесем в таблицу 1.Средний коэффициент загрузки оборудования:  ; ; =0,87 =0,872.3 График загрузки оборудования. (Пример построения) 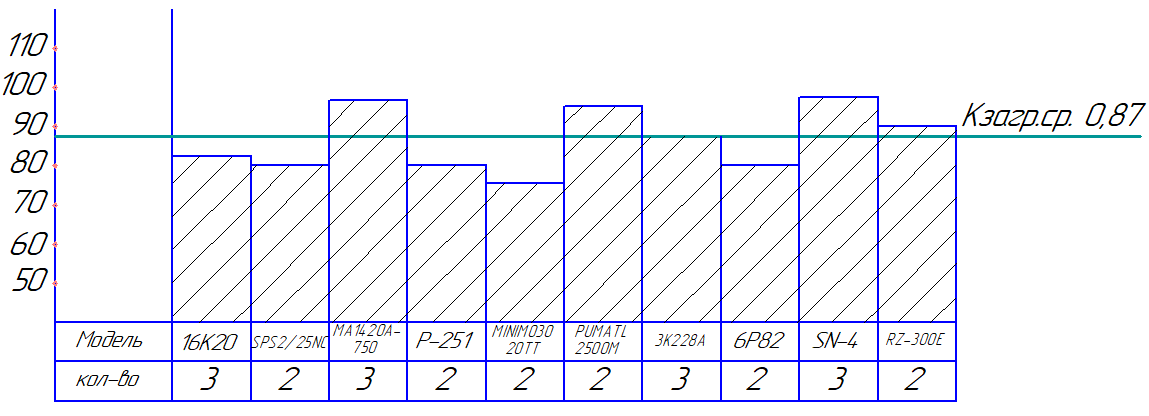   = 1 допустим, т.к. при расчете действительного фонда времени уже учтены потери на ремонт, профилактику и монтаж. = 1 допустим, т.к. при расчете действительного фонда времени уже учтены потери на ремонт, профилактику и монтаж.2.4 Расчет амортизационных исчислений. В процессе эксплуатации оборудование изнашивается физически и морально; возмещается износ при помощи амортизационных отчислений.   руб руб – первоначальная стоимость оборудования – первоначальная стоимость оборудования – норма амортизации, %. – норма амортизации, %. Таблица 1 Сводная ведомость оборудования
От правильной эксплуатации оборудования, его технического состояния в значительной мере зависит качество и количество производимой продукции. 3. Кадровый состав работающих 3.1 Расчет численности производственных рабочих. Количество производственных рабочих зависит от объема выпускаемой продукции, ее трудоемкости, режима работы предприятия.  Полученный результат сравним с количеством рабочих мест, принимаем   3.2 Организация многостаночного обслуживания. Рационально использовать оборудование можно за счет многостаночного обслуживания, которое применимо тогда, когда машинное время больше ручного времени и времени переходов от станка к станку. Обслуживание рабочих мест многостаночников проектируется таким образом, чтобы большинство функций (наладка, регулировка, контроль, подача деталей и др.) выполнялись вспомогательными рабочими. Занятость рабочего при многостаночном обслуживании для серийного производства  = 0,7÷0,8. Принимаем = до 0,75 = 0,7÷0,8. Принимаем = до 0,75 Принимаем: 1 рабочий обслуживает 3 станка  Рассчитаем количество рабочих многостаночников Рассчитаем количество рабочих многостаночников Сравним с количеством рабочих мест: принимаем Рпроизв. мн = 6 чел Таблица 2 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 тыс. руб.
тыс. руб.