Курсовая. курсовая работа на тему ремонт и обслуживание насосов. Курсовая работа по теме Ремонт и обслуживание насосов
 Скачать 1.12 Mb. Скачать 1.12 Mb.
|

2.3 Монтаж центробежных насосов.На магистральных трубопроводах для перекачки нефти и нефтепродуктов применяются в основном высокопроизводительные центробежные насосы с приводом от электродвигателей. В качестве привода центробежных насосов применяются асинхронные или синхронные электродвигатели. Наибольшее распространение нашли асинхронные электродвигатели с короткозамкнутым ротором. Перед установкой на фундамент производят расконсервацию и ревизию насосов. Корпуса подшипников промывают керосином, насаживают полумуфты на концы промежуточного вала и валов насоса электродвигателя. При монтаже центробежных насосов с промежуточным валом применяют следующую схему установки агрегата. Ставят на фундамент электродвигатель и выверяют его в горизонтальной и вертикальной плоскостях. Смещение главных осей электродвигателя в горизонтальной плоскости от проектных не должно быть более 10 мм. При выверке в вертикальной плоскости определяют совпадение фактической высотной оси с проектной. Смещение не должно превышать 10 мм, а уклон — 0,15—0,20 мм. Между опорной поверхностью фундамента и подошвой фундаментной плиты для подливки оставляют зазор 40-80 мм. Устанавливают промежуточный вал и центруют его по концу ротора электродвигателя. Горизонтальность промежуточного вала проверяют уровнем. При установке промежуточного вала между его торцами и торцами ротора электродвигателя оставляют зазор не менее 5 мм. Устанавливают и центруют насос по промежуточному валу. Горизонтальность насоса проверяют уровнем, устанавливаемым на шейке вала переднего подшипника. Торцевой зазор между полумуфтами насоса и промежуточного вала должен быть 5 мм. После того как будут установлены все три узла агрегата, к насосу подсоединяют предварительно опрессованные водой технологические трубопроводы и производят окончательную центровку. За базу принимают насос. Выверив и прицентровав электродвигатель, равномерно затягивают фундаментные болты. После этого монтажные плиты вместе с регулировочными болтами заливают цементным раствором. Синхронные двигатели большой мощности поступают на монтажную площадку в большинстве случаев в разобранном виде и монтируют их в такой последовательности. Вначале по главным осям фундамента устанавливают фундаментную плиту и выверяют ее в горизонтальной и вертикальной плоскостях. После выверки затягивают фундаментные болты. Для фиксации установленных под плиту клиньев и подкладок их сваривают вместе и приваривают коротким швом к фундаментальным плитам электродвигателя. На выверенную фундаментную плиту устанавливают статор электродвигателя и выверяют его в горизонтальной и вертикальной плоскостях. Перед вводом ротора в статор тщательно проверяют их состояние и продувают их сжатым воздухом. Шейки ротора очищают от консервационной смазки. Выполняя такелажные работы при сборке и разборке электродвигателей, необходимо следить, чтобы стропы не касались поверхностей скольжения на роторе (шейка вала, поверхности под уплотнения) и лобовых частей обмотки статоров. При вводе и выемке ротора пользуются удлинителями (оправками), крепящимися к концу вала со стороны приводного механизма (рис. 13). До ввода ротора со стороны возбудителя собирают подшипник, затем ротор стропят за середину и центруют его ось с осью статора (рис. 14). Горизонтальное перемещение ротора в статор производят плавно, без толчков. Когда удлинитель выйдет из статора, производят перестройку, во время которой один конец ротора будет опираться на собранный подшипник, а другой — на деревянные поперечные подкладки. Переставив строп на конец удлинителя, подтягивают ротор в осевом направлении до его рабочего положения, т.е. до совпадения вертикальных магнитных осей статора и ротора. Затем, опустив ротор на деревянные подкладки, заводят вкладыш подшипника со стороны приводного механизма и опускают ротор на оба вкладыша. После сборки электродвигателя и выверки, его положения окончательно центруют агрегат. Сначала центруют ротор электродвигателя к ротору насоса (через промежуточный вал), затем якоря возбудителя к ротору электродвигателя. Рамы и фундаментные плиты установленного и прицентрованного агрегатов подлежат подливке цементным раствором. При монтаже центробежного насоса без промежуточного вала сначала устанавливают насос и по нему центруют электродвигатель.  Рисунок 13. Крепление удлинителя к ротору электродвигателя 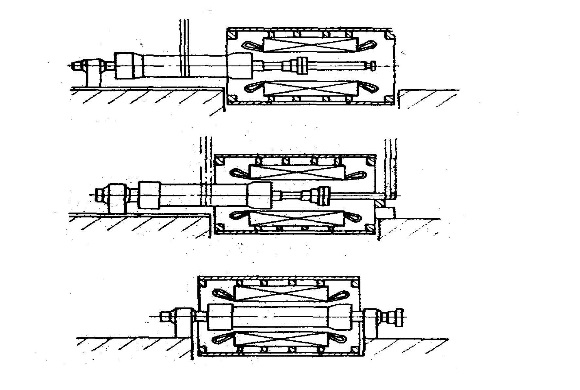 Рисунок 14. Последовательность монтажа ротора электродвигателя Насосы небольшой производительности монтируют на общей раме. Это сокращает трудоемкость работ. Насосы большой производительности с электродвигателями серии АТД устанавливают на отдельных рамах, причем электродвигатель устанавливают не на раме, а на двух монтажных плитах (рис. 15). Для облегчения выверки электродвигателя и улучшения его центровки с насосом монтажные плиты устанавливают на фундаменте на болтах-домкратах (регулирующих болтах). Монтажные плиты имеют резьбовые отверстия, куда ввинчиваются регулировочные болты. Чтобы головки болтов не вдавливались в бетон фундамента, их упирают на металлические подкладки. На рис.15 и 16 приведены монтажные чертежи насосов различных конструкций. По окончании монтажных работ производят наладку и опробование центробежных насосов. При производстве наладочных работ насос вскрывают, вынимают ротор и проверяют состояние всех узлов. Для нормальной работы насоса должны быть установлены номинальные радиальные зазоры в уплотнениях (диафрагмах). 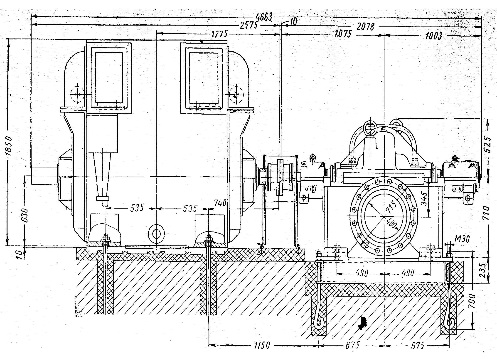 Рисунок 15. Монтажный чертеж насосов 24НД-14Х1, снабженного взрывозащищенным электродвигателем АТО-2-2750 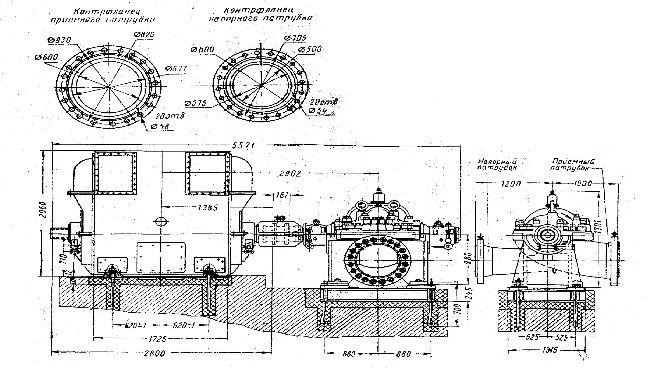 Рисунок 16. Монтажный чертеж насоса 16НД-10Х1, снабженного взрывозащищенным электродвигателем АТО-2-1600 Величина радиального зазора в уплотнениях между вращающимся кольцом и невращающимся в пределах 0,20—0,25 мм. При сборке торцевых уплотнений (рис. 18) необходимо проверить качество уплотняемых поверхностей и пружины. Уплотняемые поверхности вращающейся и неподвижной втулок должны быть тщательно притерты. Когда ротор устанавливают в корпус насоса, необходимо, чтобы пружина уплотнения не задевала корпус. 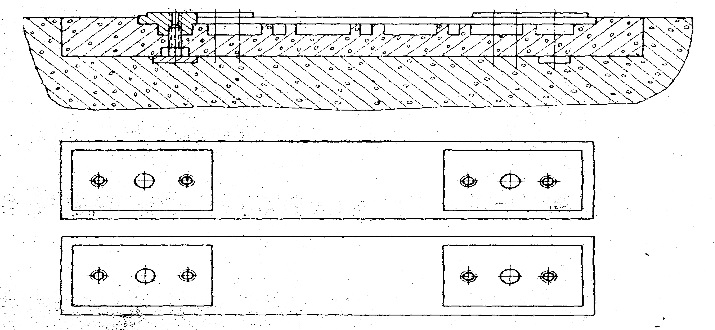 Рисунок 17. Установка монтажных плит электродвигателей серии АТД Установив ротор в корпус, проверяют полный осевой разбег ротора, сдвинув его до отказа в сторону упорного подшипника. Разбег должен быть в пределах 8—12 мм, чтобы между вращающимися частями ротора и корпусом насоса оставался зазор 4—6 мм. Такой зазор предотвращает поломку насоса из-за неточностей при сборке или попадания вместе с нефтью механических примесей. Измерив величину полного осевого разбега, определяют ширину шайбы, устанавливаемой между упорным подшипником и буртом вала (рис. 19). Ширину шайбы принимают равной а/2 —(0,10ч0,15), где а - полный осевой разбег (в мм). 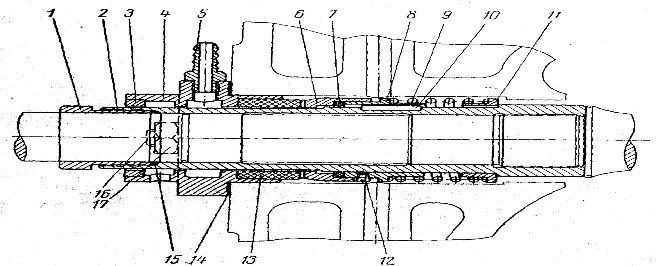 Рисунок 18. Одинарное торцовое уплотнение конструкции Гипронефтемаша. 1 — нажимная гайка; 2 — гильза вала; 3 — кольцо; 4 — крышка уплотнения; 5 — штуцер подачи воды; 6 — вращающаяся втулка; 7 - упругое кольцо; 8 — нажимная втулка; 9— пружина; 10 — шпонка; 11 — упорная втулка; 12 — винт; 13 — неподвижная втулка; 14 — прокладка; 15— сальник гильзы вала; 16 — шпилька; 17 — гайка. 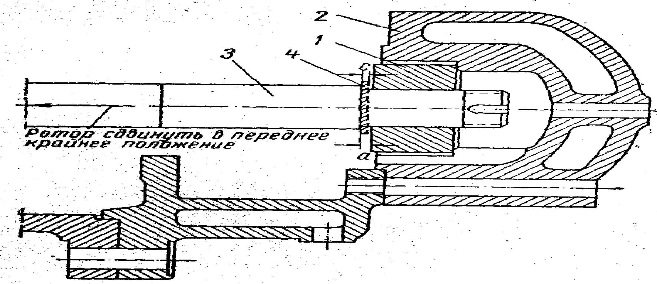 Рисунок 19. Схема измерения толщины прокладочных шайб радиально-упорных подшипников. 1 – кольцо, 2 – корпус подшипника, 3 – вал насоса,4 – установочная шайба 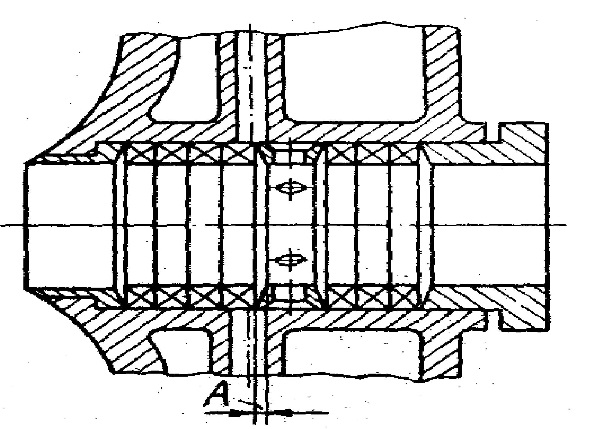 Рисунок 20. Установка и регулирование положения фонаря сальника насоса. А – расстояние от кромки внутренней полости фонаря до стенки отверстия в корпусе насоса для подвода уплотняющей жидкости, равное 1/3 – ј диаметра отверстия в корпусе После затяжки опорно-упорного подшипника установочной гайкой фактическая величина осевого разбега должна быть в пределах 0,10—0,15 мм для компенсации температурных расширений. После этого устанавливают крышку корпуса насоса, а для уплотнения по плоскости разъема кладут прокладку из паронита толщиной 0,5 мм. Шпильки затягивают равномерно. Проверяют центровку агрегата, затем набивают сальники, если предусмотрены сальниковые уплотнения. При набивке сальниковых уплотнений длина колец набивки должна быть такой, чтобы внутренний диаметр каждого кольца равнялся наружному диаметру защитной гильзы. Сальниковые набивки вводят по одной, предварительно смазав их маслом. Для большей плотности замки смежных колец смещают на 120°. Каждое кольцо уплотняют. При установке фонарного кольца, служащего для подвода уплотняющей жидкости к поверхностям уплотнения, необходимо, чтобы оси фонаря и отверстия для подвода уплотняющей жидкости не совпадали. Передняя кромка фонаря должна перекрывать 1/3 и 1/4 диаметра отверстия, чтобы была возможность подвода уплотняющей жидкости и одновременного подтягивания грундбуксы при выработке сальникового уплотнения (рис. 20). Окончательную затяжку грундбуксы производят равномерно, правильность затяжки проверяют щупом. Зазор между валом и грундбуксой во всех четырех точках замера (через 90°) должен быть одинаковым. Перед пробным пуском насоса всю маслосистему и систему охлаждения продувают, промывают и испытывают при давлении, превышающем рабочее на 50%. Подготовленные таким образом системы смазки и охлаждения обкатывают. Затем производят обкатку основного насоса, обязательно залив его рабочей (перекачиваемой) жидкостью. |