Тема 19. ЭСН и ЭО шлифовального цеха
Краткая характеристика производства и потребителей ЭЭ
Шлифовальный цех (ШЦ) предназначен для высококачественной обработки поверхностей изделий механическим и химическим способом. Он является составной частью крупного химического комбината.
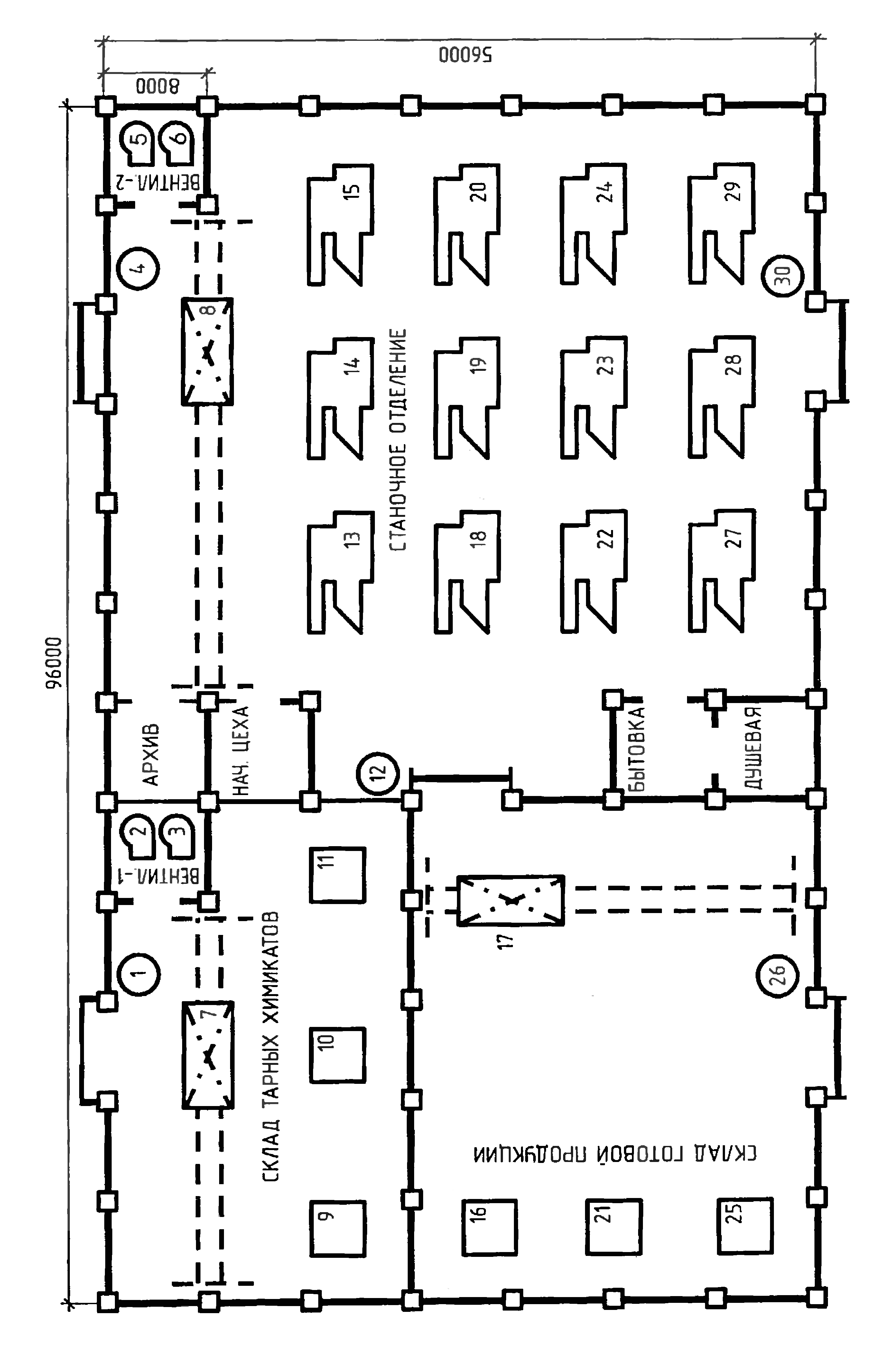
В шлифовальном цехе размещены: станочпое отделение, вспомогательные и бытовые помещения. Станочное отделение относится к пыльному помещению, так как при механической шлифовке постоянно и в больших количествах выделяется пыль, которая удаляется системой вентиляции.
Склад химикатов относится к взрывоопасным помещениям, так как там хранятся кислоты и щелочи.
Транспортные операции осуществляются с помощью мостовых кранов, грузовых лифтов и наземных электротележск.
Электроснабжение цех получает от собственной комплектной трансформаторной подстанции (КТП), подключенной к подстанции глубокого ввода (ПГВ) комбината и расположенной за пределами здания на расстоянии 10 м.
По категории надежности ЭСН — это потребитель 3 категории, а вентиляция и ОУ — 2 категории.
Прокладка линий ЭСН должна быть защищена от агрессивной среды и механических повреждений.
Грунт в районе здания — песок с температурой +5 °С. Каркас здания сооружен из блоков-секций длиной 8 м каждый.
Размеры цеха А х В х Н= 96 х 56 х 10 м. Помещения малого размера имеют высоту 3,6 м.
Перечень ЭО шлифовального цеха дан в таблице 19. Мощность электропотребления (Рэп)указана для одного электроприемника.
Расположение основного ЭО показано на плане (рис. 19).
Таблица 19 - Перечень ЭО шлифовального цеха
№ на плане
|
Наименование ЭО
|
Вариант
|
Примечание
|
1
|
2
|
3
|
Рэп, кВт
|
1, 4, 12, 26, 30
|
Электроприводы ворот подъемных
|
4
|
5
|
4,5
|
ПВ = 25 %
|
2, 3, 5, 6
|
Вентиляторы
|
10
|
12,5
|
15
|
|
7, 8, 17
|
Краны мостовые
|
72
|
55
|
48
|
ПВ = 60 %
|
9...11, 16, 21,
25
|
Лифты грузовые
|
7,5
|
5,2
|
6,4
|
ПВ = 40 %
|
13...15, 18...20, 22...24, 27, 29
|
Шлифовальные станки
|
15
|
18
|
16,5
|
|
Приложение А
Таблица 1 - Средние значения коэффициентов использования (Ки) и мощности (cosφ) для характерных групп электроприемников
Наименование электроприемников
|
Ки
|
cosφ
|
1
|
2
|
3
|
Металлорежущие станки мелкосерийного производства с нормальным режимом работы (мелкие токарные, строгальные, долбежные, фрезерные, сверлильные, карусельные, точильные, расточные)
|
0,12– 0,14
|
0,5
|
То же при тяжелом режиме работы (штамповочные прессы, автоматы, револьверные обдирочные, зубофрезерные, а также крупные токарные, строгальные, фрезерные, карусельные, расточные станки
|
0,17– 0,20
|
0,65
|
То же, с особо тяжелым режимом работы: приводы молотов, ковочных машин, волочильных станков, очистных барабанов, бегунов и др.
|
0,24
|
0,65
|
Поточные линии, станки с ЧПУ
|
0,6
|
0,7
|
Переносный электроинструмент
|
0,06
|
0,65
|
Вентиляторы, эксгаустеры, санитарно-техническая вентиляция
|
0,6 – 0,8
|
0,8 – 0,85
|
Насосы, компрессоры, дизель-генераторы и
двигатель-генераторы
|
0,7 – 0,8
|
0,8 – 0,85
|
Краны, тельферы, кран балки при ПВ=25%
|
0,06
|
0,5
|
То же при ПВ=40%
|
0,1
|
0,5
|
Транспортеры
|
0,5 – 0,6
|
0,7 – 0,8
|
Сварочные трансформаторы дуговой сварки
|
0,25 0,3
|
0,35- 0,4
|
Конвейеры, элеваторы
|
0,4 – 0,5
|
0,75
|
Однопостовые сварочные двигатель-генераторы
|
0,3
|
0,6
|
То же многопостовые
|
0,5
|
0,7
|
Сварочные машины шовные
|
0,2 – 0,5
|
0,7
|
То же стыковые и точечные
|
0,2 – 0,25
|
0,6
|
Сварочные дуговые автоматы
|
0,35
|
0,5
|
Печи сопротивления с автоматической загрузкой изделий, сушильные шкафы, нагревательные приборы
|
0,75 – 0,8
|
0,95
|
Индукционные печи низкой частоты
|
0,75
|
0,35
|
Индукционные печи высокой частоты
|
0,6
|
0,7
|
Печи сопротивления с неавтоматической загрузкой изделий
|
0,5
|
0,95
|
Вакуум-насосы
|
0,95
|
0,85
|
Вентиляторы высокого давления
|
0,75
|
0,85
|
Вентиляторы к дробилкам
|
0,4 – 0,5
|
0,7 – 0,75
|
Газодувки при синхронных двигателях
|
0,6
|
0,8 – 0,9
|
То же при асинхронных двигателях
|
0,8
|
0,8
|
Молотковые дробилки
|
0,8
|
0,85
|
Шаровые мельницы
|
0,8
|
0,8
|
Грохоты
|
0,5 – 0,6
|
0,6 – 0,7
|
Смесительные барабаны
|
0,6 – 0,7
|
0,8
|
Сушильные барабаны и сепараторы
|
0,6
|
0,7
|
Электрофильтры
|
0,4
|
0,87
|
Вакуум-фильтры
|
0,3
|
0,4
|
Вагоноопрокидыватели
|
0,6
|
0,5
|
Механизмы литейных цехов (очистные и галтовочные барабаны, бегуны, шаровые мельницы и т.п.)
|
0,25– 0,35
|
0,65
|
Автоматические поточные линии
|
0,6
|
0,7
|
Формовочные машины
|
0,15– 0,20
|
0,6
|
Деревообрабатывающие станки, токарные, сверлильные, футовочные, рейсмусовые, долбежные, строгальные и т.д.
|
0,17
|
0,6
|
Пилорамы, дисковые пилы
|
0,25 – 0,3
|
0,65
|
Дуговые сталеплавильные печи
|
0,6 – 0,75
|
0,9
|
Дуговые печи цветного металла
|
0,7 – 0,75
|
0,8
|
Центрифуги
|
0,9
|
1,0
|
Электролиз
|
0,6 – 0,8
|
0,95 – 1,0
|
Прядильные машины:
капрона
вискозного корда
ацетатного шёлка
|
0,65
0,5
0,7
|
0,7
0,7
0,7
|
Перемоточные машины
|
0,78
|
0,8
|
Крутильные машины
|
0,64
|
0,8
|
Вытяжные машины
|
0,7
|
0,85
|
Ткацкие станки
|
0,74
|
0,7
|
Фильтр-прессы
|
0,33
|
0,55
|
Приложение А
Таблица 2 - Сводная ведомость нагрузок
Наименование
групп электроприемников и узлов питания
|
Кол-во
эл.пр
|
Установ
мощность,
приведенная к
ПВ 100%
|
m
|
Ku
|
cos
tg
|
Средняя мощность
за смену
|
nэ
|
Kр
|
Расчетная нагрузка
|
Р1ном,
кВт
|
ΣРН, кВт
|
Рсм,
кВт
|
Qcм,
квар
|
РР,
кВт
|
QР,
квар
|
SР, кВА
|
IР,
А
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
15
|
Таблица 3 - Выбор токоведущих частей сети 0,4 кВ
Наименование
линии
|
Рр,
кВт
|
cos
tg
|
sin
|
Расчет-ный
ток Iр,
А
|
Длит.
допуст.
ток Iдл.д,
А
|
Марка
провода
|
Rо
Ом/км
|
Х0
Ом/км
|
Длина
линии
l,км
|
ΔU,В
|
КзIз
А
|
Принятое
сечение,
мм2
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
Таблица 4 – Выбор автоматических выключателей и предохранителей
Наимено-вание
линии
|
Расчет-ный
ток
Ip,А
|
Длит.
доп.
ток
Iдл.доп.
А
|
Пусковой
ток
Iпуск, А
|
Пико-вый
ток
Iпик,А
|
Номин
ток
предо-хранит.
I н.п.,А
|
Номин.
ток
плав.
вет.
Iвс.ном.,А
|
Тип
предо-храни-теля
|
Номин
ток
авт.
выкл.
Iн.а.,А
|
Номин.
ток
расцепит.
Iп..р.,А
|
Ток срабат.
тепл. расц.
Iср.т.,А
|
Ток
срабат.
эл.магн.
расцепл.
Iср.эл. м.,А
|
Тип выклю-чателя
|
Кз.Iз
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
 Скачать 7.96 Mb.
Скачать 7.96 Mb.