Таблица 2.2 - Технические условия
|
|
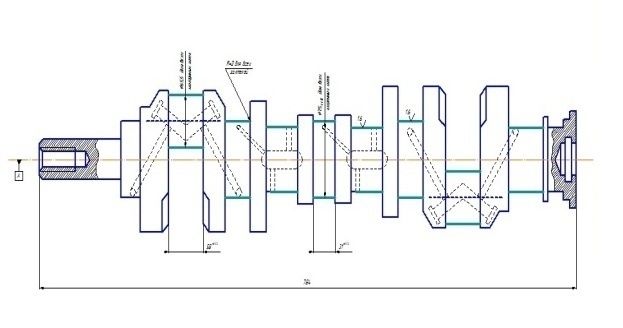
Деталь: коленчатый вал двигателя ЯМЗ 236
|
|
№ детали
|
Материал: высокопрочный чугун ВЧ-40-0 модифицированный магнием
|
Твердость НВ=80±120 МПа
(поверхностного слоя)
|
Наименование дефекта
|
Способ установления измерительного инструмента
|
Размеры, мм
|
Заключение
|
Номинальный
|
Допустимый без ремонта
|
Допустимый для ремонта
|
1. износ шатунных шеек до 59,6 мм 59,6 мм
|
Микрометр или скоба
|
60,00-0,013
|
59,80
|
58,50-0,013
|
шлифовать до 2 ремонтного размера
|
2. износ шеек под ступицу шкива
|
Микрометр или скоба
|
46-0,050
|
45,92
|
Менее 45,92
|
ремонт
наплавка
|
3. износ коренных шеек за пределы ремонтного размера
|
Микрометр или скоба
|
70,00-0,013
|
69,80
|
68,50-0,020
|
ремонт
|
Таблица 2.3 – Номинальный и ремонтные размеры коренных и шатунных шеек
Наименование
размера
|
Уменьшение
диаметра,
мм
|
Диаметр
коренных
шеек, мм
|
Диаметр
шатунных
шеек, мм
|
Номинальный
|
-
|
70,00-0,013
|
60,00-0,013
|
1-й ремонт
|
0,25
|
69,75-0,020
|
59,75-0,013
|
2-й ремонт
|
0,50
|
69,50-0,020
|
59,50-0,013
|
3-й ремонт
|
0,75
|
69,25-0,020
|
59,25-0,013
|
4-й ремонт
|
1,00
|
69,00-0,020
|
59,00-0,013
|
5-й ремонт
|
1,25
|
68,75-0,020
|
58,75-0,013
|
6-й ремонт
|
1,50
|
68,50-0,020
|
58,50-0,013
|
Таблица 2.4 - Схема технологического процесса восстановления детали
Двигатель ЯМЗ 236
|
|
Восстанавливаемая деталь - коленчатый вал вал
|
Дефект
|
|
Способ устранения
|
№ операции
|
Наименование и содержание операций
|
Установочная база
|
1
|
|
2
|
3
|
4
|
5
|
Схема 1
Износ шатунных шеек до 59,6 мм
|
Шлифование
|
1
2
|
Шлифовальная
Шлифовать шатунные шейки под второй ремонтный
размер 59,50-0,013 мм
Моечная
Промыть деталь в содовом растворе
|
Центровые отверстия
|
Схема 2
Износ коренных шеек за пределы ремонтного размера
|
Вибродуговая наплавка
|
1
2
3
4
5
6
7
|
Слесарная
Закрыть отверстия на коренных шейках под смазку графитовыми заглушками
Наплавочная
Наплавить коренные шейки под легирующим флюсом с припуском под обработку
Токарная
Проточить наплавленные коренные шейки с припуском на последующие операции
Термическая
Закалить коренные шейки коленчатого вала током высокой частоты с последующим отпуском до твердости указанной в ТУ
Шлифовальная
Шлифовать коренные шейки коленчатого вала предварительно.
Шлифовальная
Шлифовать коренные шейки в номинальный размер с необходимой чистотой поверхности
Слесарная
Удалить графитовые заглушки из масляных каналов
Моечная
Промыть деталь в содовом растворе
|
боковые поверхности
центровые отверстия
То же
То же
То же
То же
То же
То же
|
Схема 3
износ шеек под ступицу шкива
|
Вибродуговая наплавка
|
1
2
3
4
5
6
7
8
|
Слесарная
Закрыть отверстия на коренных шейках под смазку графитовыми заглушками
Наплавочная
Наплавить коренные шейки под легирующим флюсом с припуском под обработку
Токарная
Проточить наплавленные коренные шейки с припуском на последующие операции
Термическая
Закалить коренные шейки коленчатого вала током высокой частоты с последующим отпуском до твердости указанной в ТУ
Шлифовальная
Шлифовать коренные шейки коленчатого вала предварительно.
Шлифовальная
Шлифовать коренные шейки в номинальный размер с необходимой чистотой поверхности
Слесарная
Удалить графитовые заглушки из масляных каналов
Моечная
Промыть деталь в содовом растворе
|
Центровые отверстия
То же
То же
То же
То же
То же
|
Таблица 2.5 - План технологических операций
Наименование и содержание операций
|
Оборудование
|
Приспособление
|
Инструмент
|
режущий
|
мерительный
|
005 Шлифовальная
1. Установить вал в центра с поводковым механизмом, выверить, закрепить
2. Шлифовать шатунную шейку до 2 ремонтного размера. Контроль
|
Кругло-шлифовальный станок модели З16М
|
Центр упорный ГОСТ 2575-89
Центр вращающийся ГОСТ 8742-85
Поводковый механизм
|
Шлифовальный круг ПП 600x32x305 14А16ПСМ27К8А35 ГОСТ 2424-85
|
ШЦ- II-160-0.05 ГОСТ 166-80
|
010 Наплавочная
1. Установить вал в центра, с поводковым механизмом выверить, закрепить
2. Наплавить коренную шейку и шейку под ступицу. Контроль
|
Переоборудованный токарно-винторезный станок 1К62. Наплавочная головка ОКС-65-69, Сварочный преобразователь ПСО-500
|
Центр упорный ГОСТ 2575-89
Центр вращающийся
ГОСТ 8742-85
Поводковый механизм
|
Нл - 65 Г Флюс АН-348А ферросплав + графит
|
ШЦ- II-160-0.05 ГОСТ 166-80
|
015 Слесарная {правка)
1. Установить
коленчатый вал в призмы стенда
2. Определить направление и величину прогиба
3. Подвести шток пресса на центральную коренную шейку через оправку
4. Править вал статической нагрузкой (приложить нагрузку с перегибом и выдержать 5 мин.)
5. Переход 4 повторить 4 раза.
6. Проверить результат правки
|
Стенд для правки контроля и правки валов (Включая Пресс ГАРО-274)
|
Призмы оправка
|
|
ИЧ ГОСТ 577-88
|
020 Токарная
1. Установить коленчатый вал передним концом в 3-х кулачковый патрон, под заднюю коренную шейку подвести люнет, выверить, закрепить
2. Расточить коренную шейку до номинального диаметра. Контроль
|
Токарно-винторезный станок модели 163
|
Люнет
|
Резец расточной Т15К6 ГОСТ 18883-83
|
ШЦ- II-160-0.05 ГОСТ 166-80
|
030 Токарная
1. Установить коленчатый вал передним концом в 3-х кулачковый патрон, под заднюю коренную шейку подвести люнет, выверить, закрепить
2. Расточить шейку под ступицу до номинального диаметра. Контроль
|
Токарно-винторезный станок модели 1К62
|
Люнет
|
Резец расточной с проходной пластинкойТ15К6 ГОСТ 18883-83
|
ШЦ- II-160-0.05 ГОСТ 166-80
|
035 Шлифовальная
1. Установить вал в центра с поводковым механизмом, выверить, закрепить
2. Шлифовать коренную шейку. Контроль
|
Кругло-шлифовальный станок модели З16М
|
Центр упорный ГОСТ 2575-89
Центр вращающийся ГОСТ 8742-85
Поводковый механизм
|
Шлифовальный круг ПП 600x32x305 14А16ПСМ27К8А35 ГОСТ 2424-85
|
МК 25-50 ГОСТ 6507-88
|
040 Шлифовальная
Установить вал в центра с поводковым механизмом, выверить, закрепить
1. 2. Шлифовать шейку под ступицу шкива. Контроль
|
Кругло-шлифовальный станок модели З16М
|
Центр упорный ГОСТ 2575-89
Центр вращающийся ГОСТ 8742-85
Поводковый механизм
|
Шлифовальный круг ПП 600x32x305 14А16ПСМ27К8А35 ГОСТ 2424-85
|
МК 25-50 ГОСТ 6507-88
|
3 Расчет режимов восстановления
Деталь— коленчатый вал,
Материал— ВЧ 40-0,
Твердость—НВ 241…285
Масса—до 15 кг,
Длина шатунной шейки – 52 мм,
Износ шатунной шейки - 59,6 мм,
Шлифование до 2-го ремонтного размера 59,50-0,013 мм,
Оборудование – Круглошлифовальный станок модель 316М
Режущий инструмент—Шлифовальный круг
Установка деталей --в центрах,
Условия обработки—с охлаждения.
1. Установить деталь
2. Шлифовать шейку с Ø 59,6 мм до Ø 59,50-0,013 мм,
3. Снять деталь
4. Промыть в содовом растворе
3.1 Расчет технической нормы времени на выполнение шлифовальных
работ по обработке шатунных шеек
Поперечная подача при шлифовании определяется из таблице 6.4 [3].
t=0,02мм/об
Продольная подача, мм/об, на один оборот обрабатываемой детали принимается в долях ширины шлифовального круга по формуле:
 , (3.1) , (3.1)
где В – ширина шлифовального круга, мм;
β – коэффициент, определяющий долю ширины шлифовального круга. Принимается по таблице 6.6 [3].
 мм/об мм/об
Скорость вращения, м/мин, обрабатываемой детали определяется по эмпирической формуле:
 , (3.2) , (3.2)
где Cv – постоянная величина, зависящая от обрабатываемого материала, характеристики круга и вида шлифования;
d – диаметр обрабатываемой поверхности, мм;
Т – стойкость шлифовального круга;
t – глубина шлифования, мм;
β – коэффициент продольной подачи.
Значения коэффициента Cv и показателей степени k, m, Xv, Yv приводятся в таблице 6.8 [3].
 м/мин м/мин
Основное время, мин, при шлифовании методом продольной подачи определяется по формуле:
- при поперечной подаче на двойной ход:
 , (3.3) , (3.3)
где L – длина хода шлифовального круга, мм;
nд – частота вращения обрабатываемой детали, об/мин;
S – продольная подача на один оборот обрабатываемой детали;
i – число проходов, i=h/t (h – припуск на обработку на сторону; t – поперечная подача, мм);
К – коэффициент, зависящий от точности шлифования и износа круга: для окончательного шлифования К=1,3 – 1,75.
 мин-1 мин-1
Принимаем по паспорту станка nд=60мин-1.
 мин мин
Подготовительно-заключительное и вспомогательное время приведено в таблицах 6.11, 6.13 [3].
tпз=8мин
tв=0,30мин
Основное (машинное) время, мин., рассчитывается по формуле:
Т0 = |
 Скачать 1.02 Mb.
Скачать 1.02 Mb.