ЗАДАНИЯ Тема 5. Лабораторная работа 2 Ответить на вопросы лабораторной работы 2 (стр. 48, см пособие Основы базирования в металлообработке)
 Скачать 1.24 Mb. Скачать 1.24 Mb.
|

|
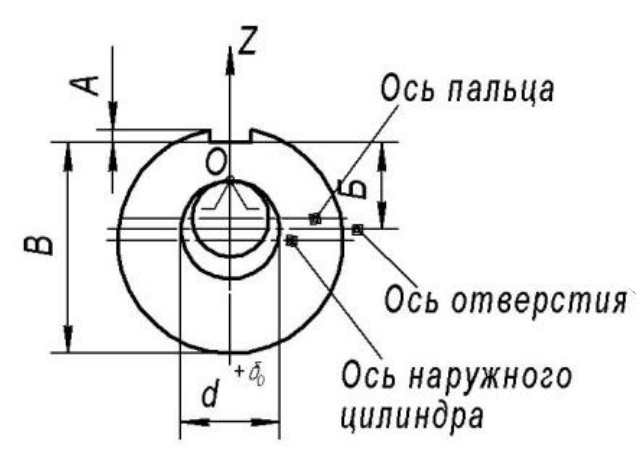
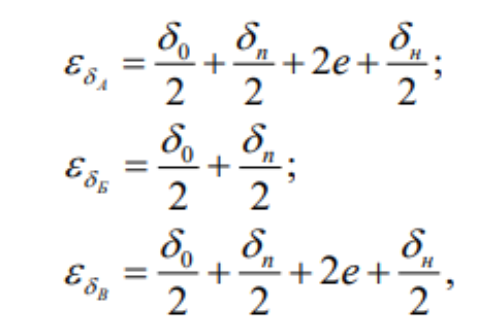
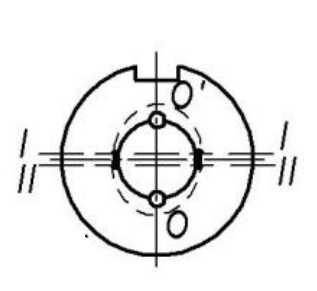
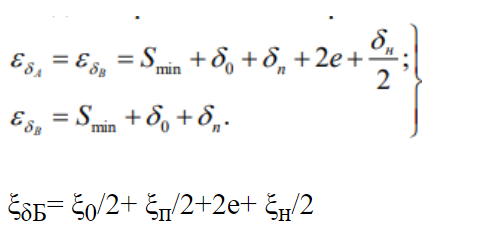
ЗАДАНИЯ Тема 5. Базирование по плоскости и двум отверстиям. Лабораторная работа №2 1. Ответить на вопросы лабораторной работы №2 (стр. 48, см. пособие «Основы базирования в металлообработке»). Дайте характеристику комплекту баз, состоящему из плоскости и перпендикулярными ей осями двух отверстий. Комплект баз состоит из плоскости Б и двух отверстий N и M. Плоскость Б является главной базой, лишает деталь трех степеней свободы - одного перемещения вдоль оси Z (т. 1) и двух вращений вокруг оси Y (т. 2) и оси X (т. 3). Реализуется эта явная установочная (главная) база опорами (штырями) 1, 2, 3. Отверстие N принято за первую дополнительную базу и лишает деталь двух степеней свободы, а именно перемещений вдоль двух координатных осей Х (т. 5), Y (т. 4). Это двойная опорная явная база символизируется опорными точками. Отверстие М принято за вторую дополнительную базу и лишает деталь последней шестой степени свободы - вращения вокруг вертикальной оси Z (т. 6), 41 реализуется срезанным пальцем. Какие элементы станочного приспособления реализуют эту схему базирования? Два цилиндрических пальца или на один цилиндрический и один срезанный пальцы, опорные штыри (плоскость) На какой параметр точности обрабатываемой детали оказывает относительная точность выполнения дополнительных баз и установочных элементов приспособления, реализующих эту схему базирования? На точность диаметров и взаимного расположения базовых отверстий и требуемую точность выдерживаемых на операции относительных расстояний и поворотов обрабатываемых поверхностей Объясните, почему один из двух установочных пальцев имеет ромбическую форму, и каким образом он ориентируется в станочном приспособлении? Для облегчения установки деталей в приспособлении на два пальца один из них обычно имеет ромбическую форму. При этом ромбический палец закрепляется так, чтобы большая ось ромба была перпендикулярна к линии, проходящей через центры обоих пальцев. Как определить величину погрешности базирования и как влияет относительное расположение обрабатываемой поверхности и дополнительных баз на ее величину? Величину погрешности базирования определяют исходя из измерительной и технологической баз и величины зазора между приспособлением и заготовкой. От относительного расположения обрабатываемой поверхности и дополнительных баз зависит величина допуска размера, следовательно, зависит и величина погрешности базирования. Какой комплекс мероприятий можно рекомендовать при проектировании станочных приспособлений с целью снижения ошибок базирования? обеспечение установки на два пальца любой заготовки с межцентровым расстоянием и диаметром отверстий в пределах заданного допуска; обеспечение требуемой точности получаемых на операции размеров и взаимного положения поверхностей Существуют ли производственные условия (и если да, то какие?) для снижения ошибок базирования на эксплуатируемых приспособлениях техпроцесса? чтобы сохранить возможность установки на два цилиндрических пальца, необходимо увеличить минимальные зазоры в сопряжениях пальцев и отверстий, а это чаще всего приводит к недопустимому снижению точности установки. Значительно повысить эту точность, при сохранении возможности гарантированной установки любой детали из партии с межцентровым расстоянием базовых отверстий в пределах заданного допуска, удается, если второй палец будет срезанным, а не цилиндрическим. Конструктивные элементы пальцев (кроме исполнительного диаметра) должны выполняться в соответствии с ГОСТом 2. Привести эскизы установки заготовки на торец и цилиндрический на палец (1 вар. горизонтальное положение оси пальца, 2 вар. – вертикальное: определить погрешности базирования размеров для шпоночного паза А, Б и В; выявить размер с наименьшей погрешностью; сделать вывод о том, какой вариант базирования предпочтительнее и почему.
3. Определить: исполнительный размер второго пальца: 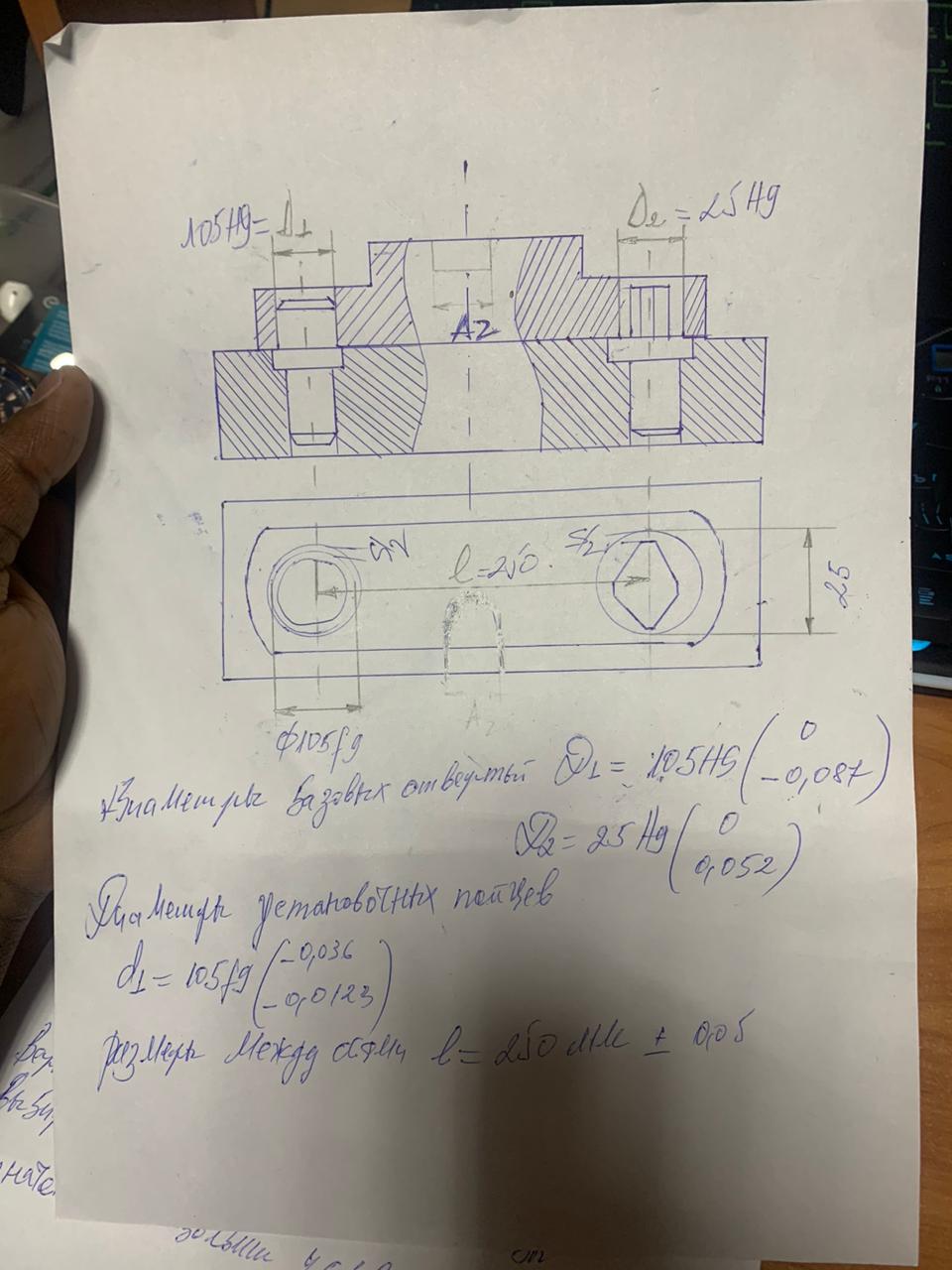 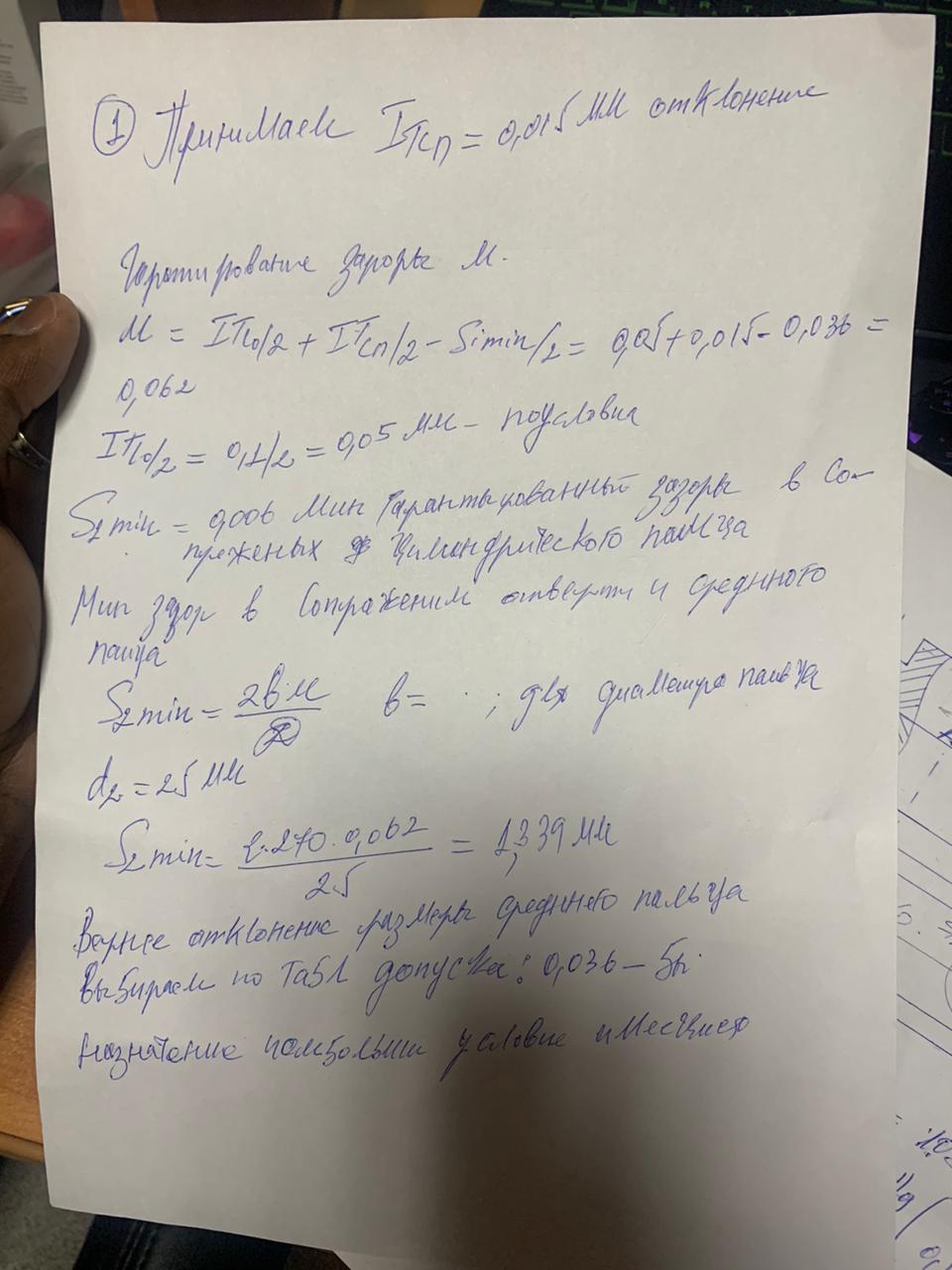 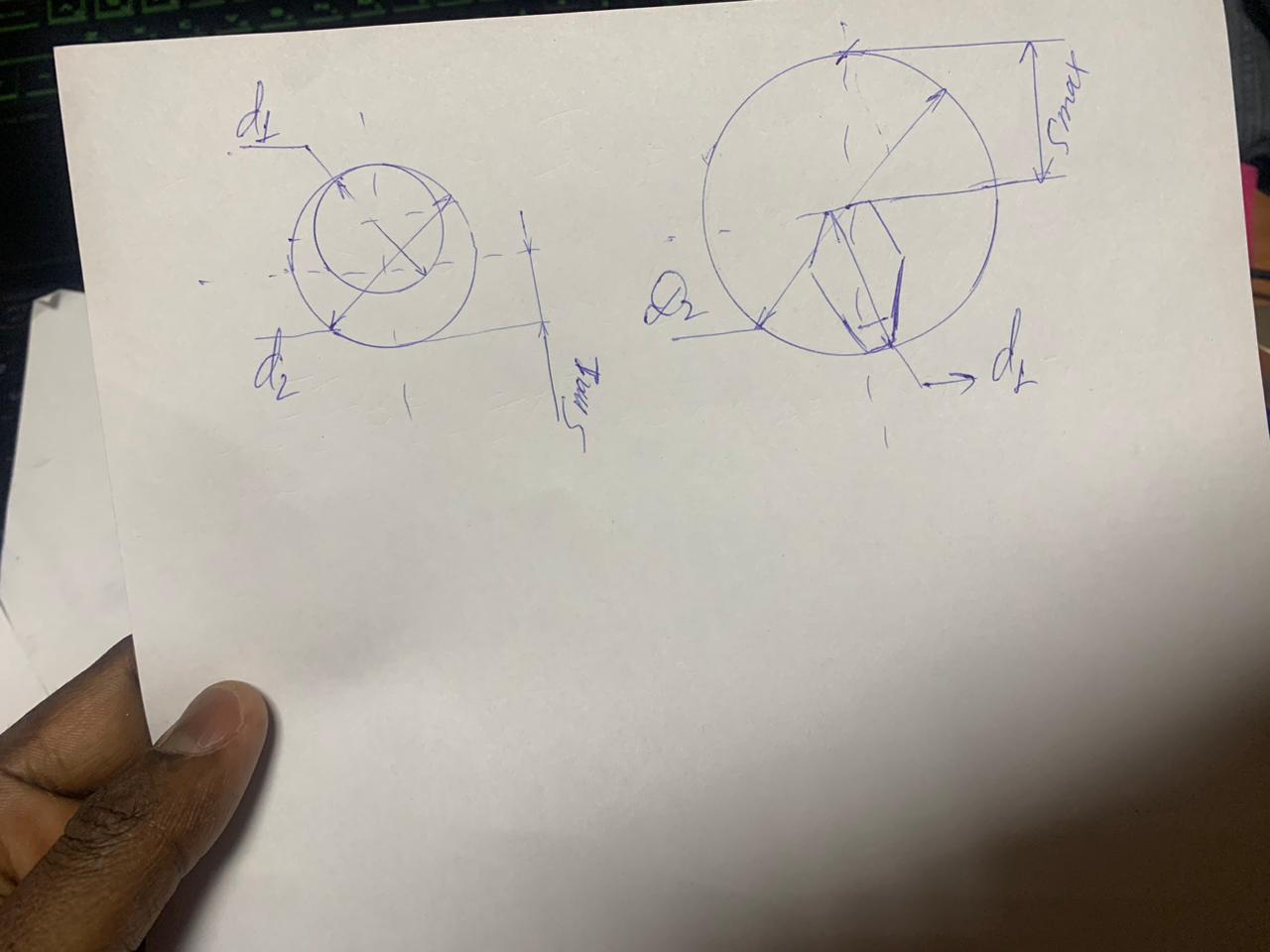 наибольшую угловую погрешность при установке обработанной детали по двум отверстиям, выполненным с указанной точностью и находящимся друг от друга на указанных расстояниях. Установка производится на два установочных пальца, имеющих указанные точности и посадки.
4. Задача №12. При установке заготовок на плоскую поверхность и два отверстия производят обработку наружных поверхностей и паза, выдерживая размеры А0, А1, А2, А3, А4, А5, А6, А7 и А8. Известно, что базовые отверстия заготовок ITD1 = ITD2 = 0,013 мм, установочные пальцы ITd1 = ITd2 = 0,009 мм, а минимальный зазор в сопряжении базовых отверстий с установочными пальцами S1min = S2min = S = 0,007 мм. Размер между осями базовых отверстий выполнен с отклонениями ±0,05 мм. Требуется: привести эскиз, поставить размеры, указать оси координат, изобразить схему базирования, привести единый комплект технологических баз (ЕКТБ): назвать и дать полную характеристику каждой базы), численно определить и объяснить погрешность базирования и точность (поле допуска) всех заданных размеров, ответить на поставленный в задаче вопрос: возможна ли обработка поверхностей 1 и 3 одновременно набором фрез, если заданная точность для размеров ITА0 = ITА5 = 0,15 мм, а среднеэкономическая точность принятого метода обработки ω = 0,1 мм. 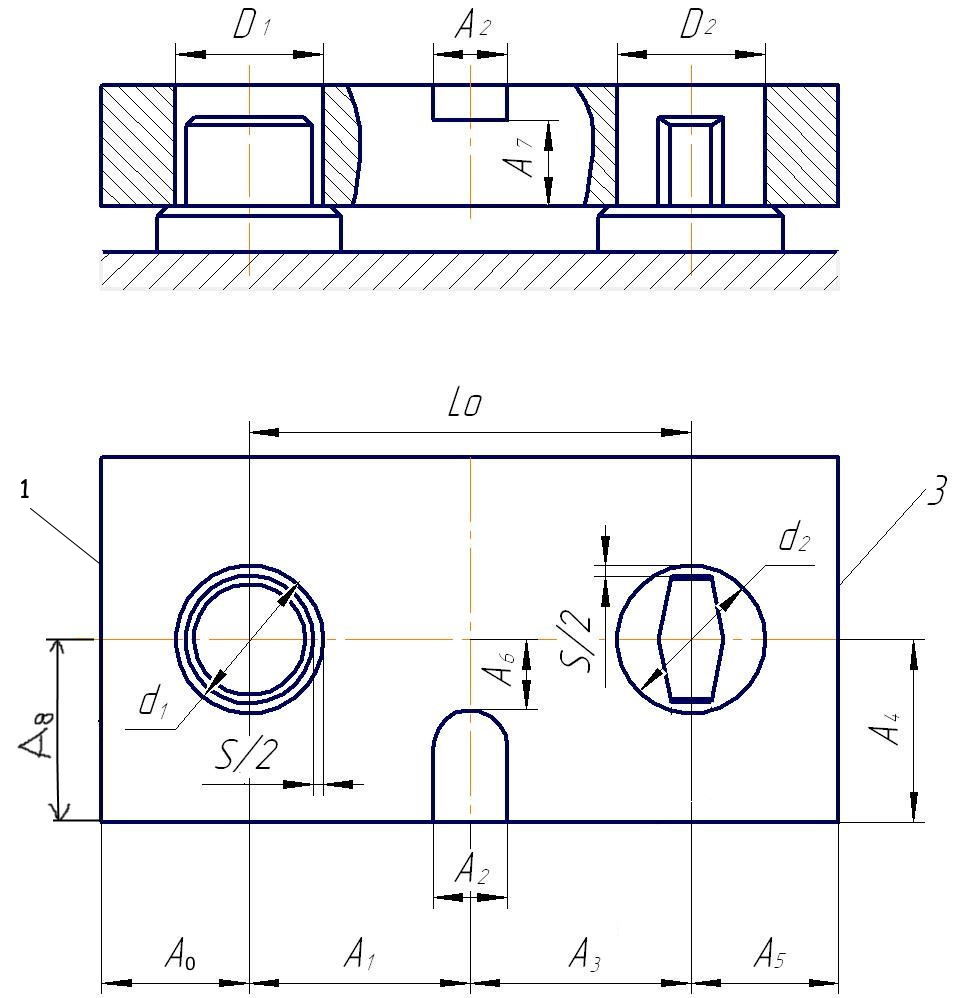 3. 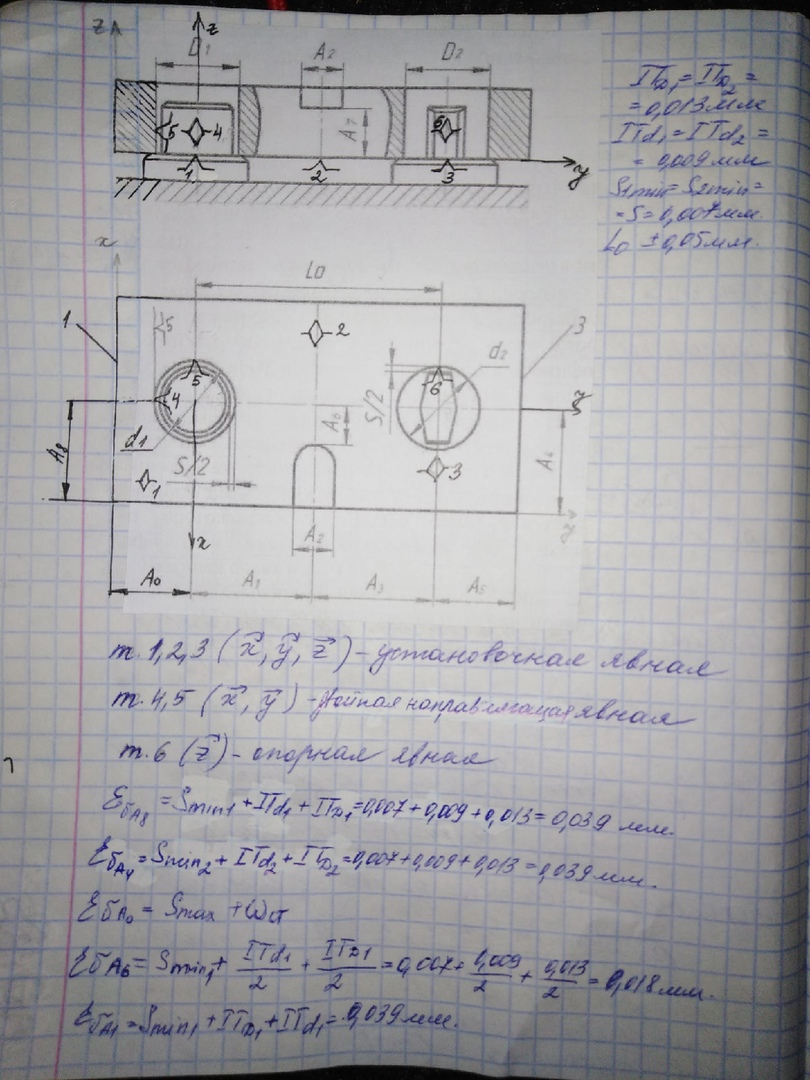 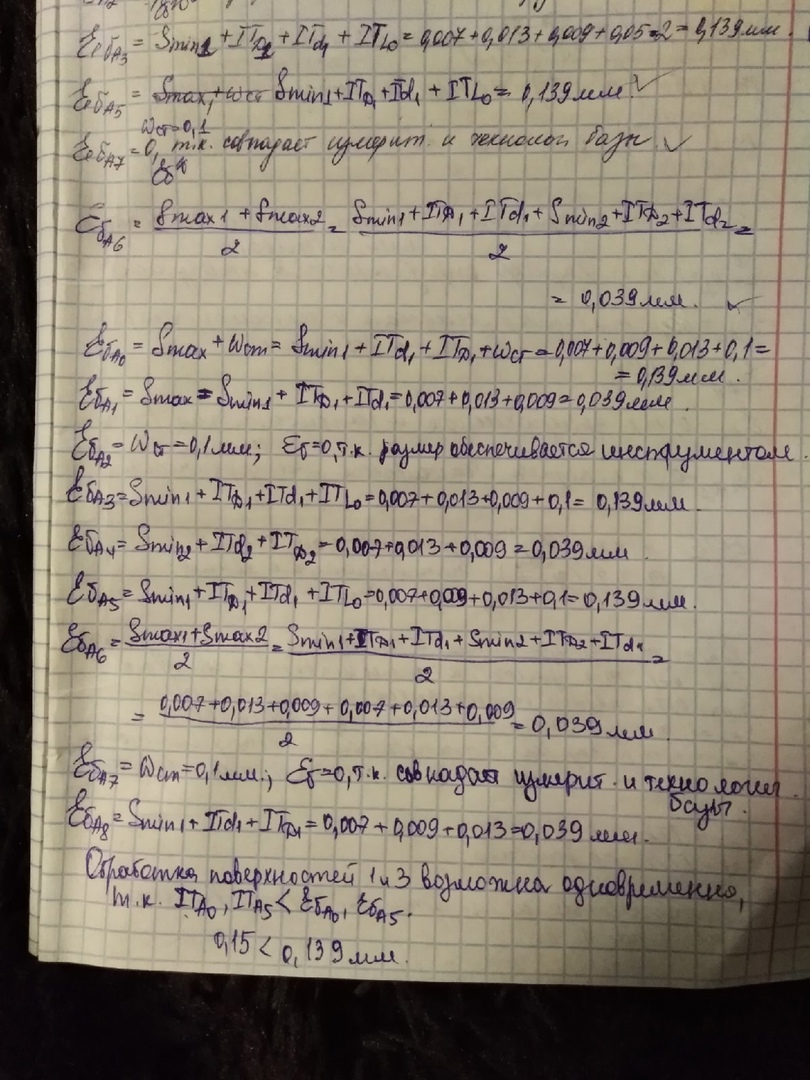 | |||||||||||||||||||||||||||||||