ЛБ №1 Измерение линейных размеров. Лабораторное работа Измерение линейных размеров деталей с помощью штангенциркулей, микрометров Цель работы
 Скачать 217.16 Kb. Скачать 217.16 Kb.
|

|
Лабораторное работа № 1. Измерение линейных размеров деталей с помощью штангенциркулей, микрометров Цель работы – приобретение навыков пользования штангенциркулем, штанген-глубиномером и микрометром; определение годности деталей (соответствие чертежу). Оснащение занятия: методические указания, средства измерения и измеряемые объекты: а) ступенчатый вал и его чертеж; б) штангенциркуль с ценой деления 0,05 мм и пределами измерения 0…250 мм; штангенциркуль с ценой деления 0,1 мм и пределами измерения 0…150 мм; в) штангенглубиномер с ценой деления 0,05 мм и пределами измерения 0…250 мм; г) два микрометра для измерений сценой деления 0,01 мм с пределами измерения 0…25 и 25…50 мм. Требуется путем измерения вала выявить соответствие между его фактическими размерами и предельными, допускаемыми по ГОСТ 25347–82. Теоретические сведения Различают номинальный, действительный и предельный размеры. Номинальный размер – размер, который указывают на чертеже на основании инженерных расчетов, опыта проектирования, обеспечения конструктивного совершенства или удобства изготовления детали (изделия). В производстве невозможно выполнить абсолютно точно требуемые размеры деталей. Некоторая погрешность вносится также при измерении. Поэтому существует понятие – действительный размер детали. Так называют размер, полученный в результате измерения с погрешностью мерительного инструмента. Для определения допускаемого диапазона требуемых размеров устанавливают предельные размеры детали. Такими называются наибольшее и наименьшее допустимые значения размера, между которыми должен находиться действительный размер годной детали. Больший из них называется наибольшим предельным размером, меньший – наименьшим предельным размером. Сравнение действительного размера с предельными дает возможность судить о годности детали. Для упрощения чертежей введены предельные отклонения от номинального размера, проставляемые рядом с этим размером. Верхним предельным отклонением называется алгебраическая разность между наибольшим предельным и номинальным размерами; нижним предельным отклонением – алгебраическая разность между наименьшим предельным и номинальным размерами. Действительным отклонением называется алгебраическая разность между действитель- ным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального. Допуском Т называется разность между наибольшим и наименьшим допустимыми значениями того или иного параметра. Допуск размера – разность между наибольшим и наименьшим предельными размерами. Он равен также алгебраической разности между верхним и нижним отклонениями. Допуск – величина всегда положительная. Он определяет величину допустимого рассеяния действительных размеров годных деталей в партии, то есть заданную точность изготовления. При схематическом изображении полей допусков предельные отклонения размеров откладываются по вертикали в определенном масштабе от линии, условно соответствующей номинальному размеру, называемой нулевой линией. Положительные отклонения откладываются вверх от нулевой линии, а отрицательные – вниз. Термин «поле допуска» безотносительно к схематическому изображению допусков, определяет интервал размеров годной детали, ограниченный предельными размерами. Все вышеперечисленные элементы, относящиеся к отверстию, обозначаются прописными буквами, относящиеся к валу – строчными. 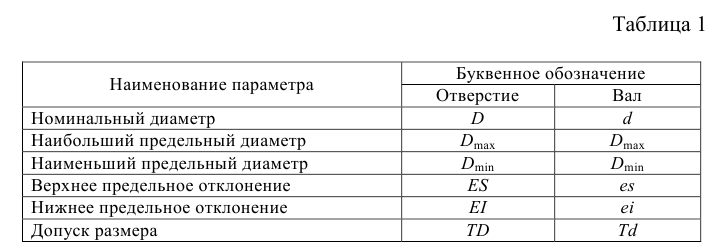 Средства измерения и методика измерения Для измерения линейных размеров образцов материалов и изделий в лабораториях используют металлические линейки, штангенинструмент, измерительные головки и оптико-механические приборы. Металлические измерительные линейки (ГОСТ 427-75*) изготовляют с одной (рис. 1, а) или двумя шкалами (рис. 1, б) с верхними пределами измерений от 150 до 1000 мм. Шкала линеек имеет длину делений 1 мм, реже 0,5 мм. Началом шкалы металлических линеек служит торцовая грань, перпендикулярная продольному ребру линейки. Штрихи делений линеек расположены строго перпендикулярно продольному ребру линейки. Каждый сантиметровый штрих шкалы линейки снабжен числовым обозначением, указывающим расстояние в сантиметрах от этого штриха до начала шкалы. Штанген инструменты – инструменты для измерения и разметки, в которых повышенная точность измерения достигается использованием специального приспособления — нониуса. Основной вид штанген инструмента – штангенциркули (ГОСТ 166-80*). Штангенциркули выпускают четырех типов: ШЦ-1, ШЦТ-I, ШЦ-П и ШЦ-Ш, различающихся пределами измерений (от 0…125 до 800…2000 мм) и ценой шкалы нониуса (0,1 и 0,05 мм). Штангенциркуль (рис. 2.) представляет собой штангу, на которую нанесена шкала с ценой деления 1 мм. С одной стороны штанга заканчивается неподвижной измерительной губкой. Вторая подвижная измерительная губка находится на рамке, скользящей по штанге. Рамка может быть закреплена в любом положении винтом.  Рис. 1. Металлические измерительные линейки: а — с одной шкалой; б — с двумя шкалами  Рис. 2. Штангенциркули: а — с глубиномером; б— с микрометрической подачей; 1 — штанга; 2— губки; 3 — рамка; 4 — зажимный винт; 5-нониус; б—глубиномер; 7—микрометрическая подача На рамке расположена шкала, называемая нониус. Штангенциркули могут быть снабжены глубиномером 6 (рис. 2. а). Для точной установки губок некоторые штангенциркули имеют микрометрическую подачу (рис.2, б). Нониус штангенциркуля — равномерная шкала с пределом измерения, равным цене деления основной шкалы, т.е. 1 мм. Нониус штангенциркуля ШЦ-I (рис. 3) разделен на 10 частей, каждая длиной 0,9 мм, т. е. на 0,1 мм короче, чем длина деления основной шкалы. При плотно сдвинутых губках штангенциркуля нулевые штрихи основной шкалы и нониуса совпадают (рис.3, а). Если губки раздвинуть на 0,1мм, то со штрихом основной шкалы совпадает первый штрих нониуса, если раздвинуть на 0,2 мм, то — второй штрих нониуса, и т.д. Таким образом, значение измеряемой длины в целых миллиметрах определяют по основной шкале штангенциркуля (по штриху 0 нониуса), а десятые доли миллиметра определяют по штриху нониуса, совпадающему со штрихом основной шкалы. На рис.3, б и в показаны шкалы штангенциркуля, когда измеряемые размеры равны 7,0 и 7,6 мм. Микрометры (ГОСТ 6507-78*) – инструменты для наружных измерений изделий, представляющие собой металлическую скобу (рис. 4), на которой с одной стороны расположена неподвижная, а с другой – подвижная измерительные пятки.  Рис. 3. Взятие отсчета по нониусу штангенциркуля ШЦ-1: а – 0,0 мм; б – 7,0 мм; в — 7,4 мм Измеряемое изделие помешают между пятками микрометра и вращением барабана микрометрической головки 5 зажимают между ними. Для того чтобы усилие, с которым измеряемое изделие зажимается пятками, было постоянным и не превышало установленного значения, в микрометрическую головку встроено пружинное устройство – трещотка. Высокая точность измерения микрометром обеспечивается поступательным движением подвижной пятки 3, которое осуществляется микровинтом с шагом 0,5 мм, т.е. при одном обороте барабана пятка перемещается на 0,5 мм. На стебле 6 микрометра нанесена шкала с ценой деления, равной шагу микровинта, т.е. 0,5 мм. Для удобства отсчета четные и нечетные штрихи шкалы нанесены по разные стороны продольного штриха. На коническом срезе барабана нанесена круговая шкала с числом делений 50. При одном обороте барабан, так же как и пятка, перемешается вдоль стебля на 0,5 мм, поэтому цена деления круговой шкалы барабана составляет: 0,5 мм : 50 = = 0,01 мм. Перед измерением микрометры проверяют, соединяя неподвижную и подвижную пятки или зажимая между ними прилагаемый к микрометру эталон. У правильно отрегулированного микрометра нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом основной шкалы.  Рис. 4. Микрометр: 1 — скоба; 2, .? — пятки; 4 — стопорный пинт; 5 – микрометрическая головка; 6 — стебель При измерении изделие помещают без перекоса между подвижной и неподвижной пятками и вращают головку 5 до тех пор, пока она не станет проворачиваться. Ближайший штрих к краю барабана определяет число делений шкалы, заключающееся в измеряемом размере. К отсчету по основной шкале прибавляют отсчет по круговой шкале, равный произведению цены деления 0,01 мм на число делений, которое определяется по продольному штриху на стебле. На рис. 2.4 показано положение шкал микрометра, когда измеряемый размер равен 16,03 мм. Порядок выполнения работы 1.Выполнить эскиз детали согласно рабочему чертежу (рис.5). 2. В таблицу отчета выписать из ГОСТ 25347–82 предельные допускаемые отклонения для всех размеров, указанных на рабочем чертеже детали. 3. Подсчитать предельные размеры, допуски размеров и результаты занести в соответствующие графы таблицы отчета. 4. Произвести выбор измерительных средств для измерения каждого размера. 5. Определить действительные размеры всех диаметров и длин измеряемой детали с помощью выбранных измерительных средств. На рис. 1.1–1.3 показаны микрометр и штангенинструменты предназначенные для измерительных операций. Измерение каждого размера производить в трех положениях инструмента по отношению к детали, расположенных под углом 1200 одно к другому. 6. Среднее арифметическое значение по трем измерениям одного размера принять за действительный размер, сравнить его с предельными допустимыми по ГОСТ 25347–82 и сделать вывод о качестве исполнения данного размера («годный», «брак исправимый», «брак окончательный»). Аналогичное заключение сделать по каждому размеру. 7. Вычертить схему расположения полей допусков для трех размеров (по указанию преподавателя), проставить на них числовые значения предельных отклонений, номинального, предельных и действительного размеров. В качестве примера рассмотрим построение поля допуска для размера вала d = 16h8 (рис. 4). Данный размер выполнен по 8-му квалитету с основным отклонением h . Из ГОСТ 25347-82 для 8-го квалитета, номинального размера 16 мм, лежащего в интервале размеров «свыше 10 мм до 18 мм», и основного отклонения h верхнее отклонение равно нулю, а нижнее – минус 27 мкм. От нулевой линии N–N в определенном масштабе откладываем значения предельных отклонений (в микрометрах), предельные размеры (в мм), которые равны 16 мм и 15,973 мм, и значение действительного размера. Если действительный размер вала лежит между допускаемыми размерами 16 и 15,973, то деталь «годная», если размер больше 16 мм – «брак исправимый», если же размер меньше 15,973 – «брак окончательный». 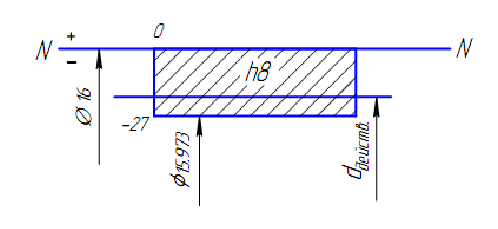 Рис. 4. Схема расположения поля допуска Примечание. Если номинальный размер детали лежит на границе двух интервалов, то его предельные отклонения находятся по интервалу меньших размеров. 8. Дать краткую характеристику инструментов, использованных при выполнении работы (название инструмента, цена деления, пределы измерения). Заполнить таблицу 1.2 Результаты измерения 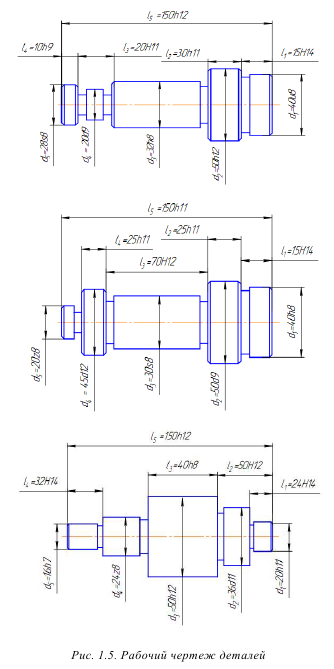 Рис. 5. Рабочий чертеж деталей Таблица 1.2 Результаты измерения 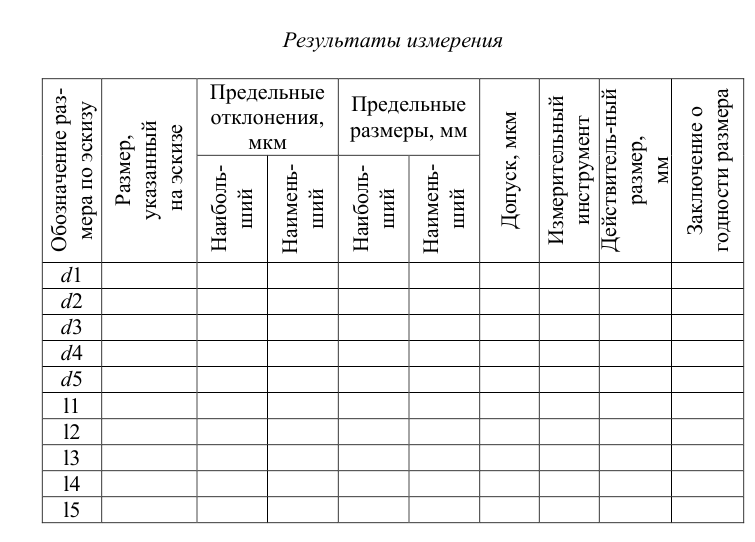 Контрольные вопросы 1. Штангенциркуль. Порядок работы, составные части, цена деления. 2. Микрометр. Порядок работы, составные части, цена деления. 3. Что называется квалитетом? 4. Что такое допуск, верхнее, нижнее отклонение размера? 5. Сколько существует квалитетов? 6. Что называется полем допуска? 7. Какой размер называется действительным? 8. Какая линия называется нулевой? |