МДК 01.01docx. Лекция 1 Оснащение сварочного поста для частично механизированной сварки (наплавки) плавлением
 Скачать 1.97 Mb. Скачать 1.97 Mb.
|

|
МДК 01.01 Оснащение сварочного поста и оборудование для частично механизированной сварки (наплавки) плавлением. Сварочные (наплавочные) материалы. Сварные соединения и швы. Лекция № 1: Оснащение сварочного поста для частично механизированной сварки (наплавки) плавлением. 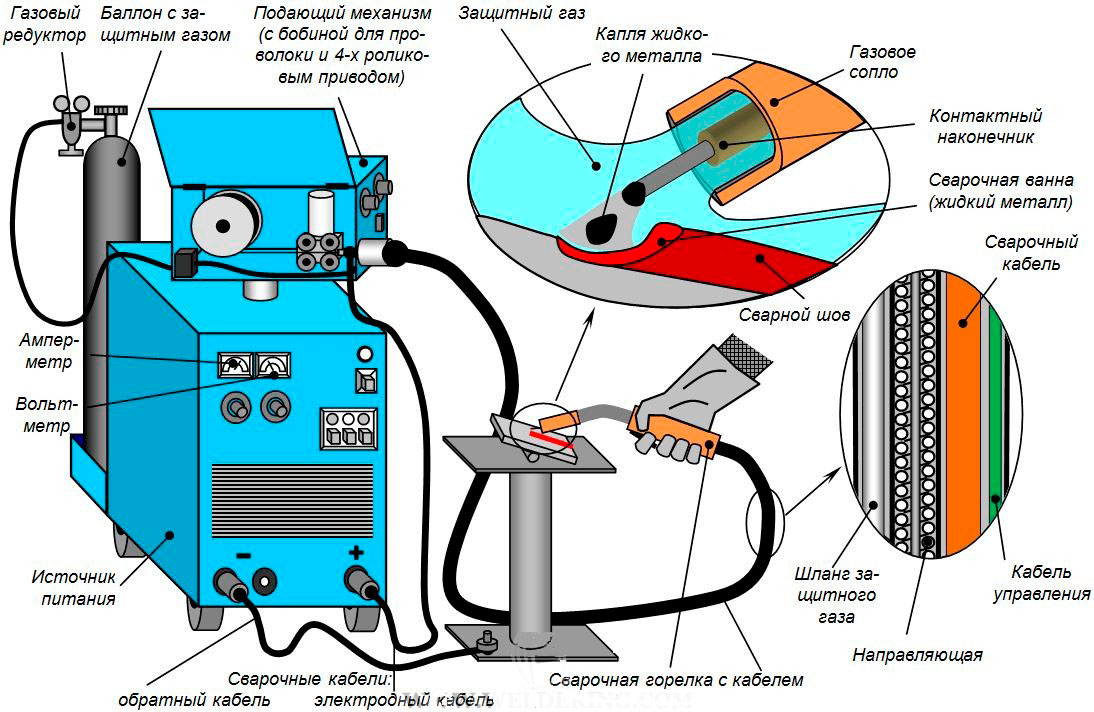 Видео: https://www.youtube.com/watch?v=jV6Z1fUWIx0 Лекция № 2: Сварочные выпрямители и подающие механизмы Инвертор  Но прогресс не стоит на месте и сейчас есть компактные инверторные сварочные аппараты размером с небольшую коробку и весом до 15 кг. Инверторный аппарат работает по принципу выпрямления и преобразования входного напряжения сети, с помощью специальных резисторов в ток с большой коммутационной амплитудой, затем он понижается до рабочей силы тока. Главным достоинством есть то, что КПД достигается до 90% при небольших размерах и маленьком весе до 15 кг. Имеется также плавная настройка тока, что характерно для сварки тонкого металла. Инверторные аппараты могут работать как для сварки простыми электродами (MMA), так и совместно с подающим механизмом выступать в роли источника для полуавтоматической сварки (MIG). Сейчас большинство инверторов поддерживают режимы сварки как электродами покрытого типа (ММА), тугоплавким вольфрамовым электродам в среде аргона (ТИГ), сварка в полуавтоматическом режиме (МАГ). Они имеют на панели управления переключатель сварки, которым выбирают определённый метод режима сварки. Подробно рассмотрим, что такое подающий механизм и достоинства перед сваркой простыми электродами. Подающий механизм — представляет собой совокупность из электромеханических приспособлений обеспечивающие автоматическую и бесперебойную подачу сварочной проволоки и защитного газа в зону сварки. Подающий механизм Подробно рассмотрим из чего состоит подающий механизм:  Сварочный рукав. Он представляет собой гибий каркасный шлаг обтянутый многослойной резиной для защиты и изоляции силового кабеля. Внутри имеется специальный стальной спиральный канал для подачи сварочной проволоки к месту сварки. Также по шлангу обеспечивается подача защитного газа для защиты сварочной ванны от окружающей среды. Возле сварочной горелки расположена кнопка включения механизма подачи проволоки и газа.  Механизм подачи проволоки. Обеспечивает бесперебойную подачу проволоки по сварочному рукаву. Состоит из электродвигателя постоянного или переменного тока, прижимного устройства для прижима роликов с помощью винтовых зажимов с определённым усилием. Приспособление для установки кассеты со сварочной проволокой. Расположен возле механизма подачи и предназначен для долговременного обеспечения сварочной дуги присадочным материалом. Кассета может располагаться как вертикально, так и горизонтально относительно подающего механизма. Фиксирование кассеты происходит благодаря специальной гайке или зажимам.  Блок управление. Его используют для регулировки подачи проволоки. Регулировка может быть электронной с помощью реостата или более грубая благодаря сменным шестерням. На современных устанавливается уже цифровые табло, на которых можно с точностью выставить скорость сварки и тем самым обеспечить более качественное формирование шва. Основными плюсами перед сваркой электродами есть более быстрый процесс сварки, нет необходимости менять электрод часто, более хороший контроль за процессом сварки. Минусами есть боязнь сквозняков и сильного ветра (возможно образование пор), привязка и источнику защитного газа (баллон, рампа). Лекция № 3: Инверторные источники питания, сварочные генераторы, преобразователи, агрегаты. Четыре вида преобразователей Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока. Существуют следующие виды источников: трансформаторы; выпрямители; преобразователи; инверторы. Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами. Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс. Трансформатор  Это самый простой тип сварочного аппарата. Основой ему служит дроссель — реактивная катушка индуктивности. Простой понижающий трансформатор понижает вольтаж сети до величины холостого хода — 60…80 В. В дальнейшем при работе поддерживается напряжение сварки в 20 В. Трансформатор варит только переменным током. Его достоинство состоит в простоте конструкции (можно изготовить своими руками, рассчитав число витков обеих намоток). Он имеет высокий КПД, сравнительно небольшой расход энергии, отличается надежностью в сочетании с ремонтопригодностью. Трансформаторный источник питания дуги бесшумно работает, относительно немного стоит. Но использование для сварки переменного тока имеет и определенные недостатки. У такого источника питания сварочной дуги большие габариты и очень большая масса. Дуга горит нестабильно, и сильно зависит от скачков питающего напряжения. Возникает необходимости в использовании специальных покрытых электродов. Перечень металлов и сплавов, которые можно варить переменным током (в основном это низкоуглеродистые стали), ограничен. Выпрямитель  Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Для этого используются полупроводниковые элементы на основе селена либо кремния. Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам. У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии. Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить. Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги. Преобразователи Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током.  По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора. Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику. Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально. Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя. Инверторы Инверторы — особый класс источников питания сварочной дуги. Это сварочные аппараты, которые оптимально подходят для бытовых нужд.  Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети. Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети. Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного. Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата. Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима. К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке. Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки. Лекция № 4: Электрическая дуга и ее строение. Типы сварочных дуг. Электрической сварочной дугой называют устойчивый электрический разряд в сильно ионизированной смеси газов и паров материалов, происходящий при давлении, близком к атмосферному, используемом при сварке, и характеризуемый высокой плотностью тока и высокой температурой. Температура в столбе сварочной дуги достигает 5 000–12000 °C и зависит от плотности тока, состава газовой среды дуги, материала и диаметра электрода. А потому сварочная дуга является мощным концентрированным источником теплоты. Электрическая энергия, потребляемая дугой, в основном превращается в тепловую энергию. В столбе сварочной дуги протекают следующие процессы: 1. Столб дуги заполнен заряженными частицами – электронами и ионами. В нем присутствуют также и нейтральные частицы – атомы и даже молекулы паров веществ, из которых сделаны электроды. Под действием электродинамических сил частицы перемещаются. Скорость их перемещения различна. Быстрее всего перемещаются электроны. Они легко разгоняются и, сталкиваясь с атомами и ионами, передают им свою энергию. Столкновения электронов с атомами могут быть упругими и неупругими. При упругих столкновениях атомы начинают двигаться быстрее – увеличивается их кинетическая энергия. В результате повышается температура плазмы дуги. 2. Электрон, который в электрическом поле приобрел достаточно большую энергию, является источником неупругих столкновений. Столкнувшись с атомом, он возбуждает его, а когда удар достаточно силен, то и выбивает из атома его собственные электроны. Энергию, которая должна быть сообщена электрону для ионизации какого-либо атома, выражают в электронвольтах (эВ) и называют потенциалом ионизации. Величина потенциала ионизации зависит от строения атома. Чем меньше номер группы и больше номер периода в таблице элементов Менделеева, тем меньше энергии необходимо затратить для ионизации. Наименьшим потенциалом ионизации (3,9 эВ) обладает атом цезия, поскольку он самый тяжелый из всех щелочных металлов. Самый легкий из инертных газов – элемент последней, нулевой группы – гелий обладает наивысшим потенциалом ионизации (24,5 эВ). Энергия, расходуемая на диссоциацию (разделение) различных молекул, также различна. Так, например, для диссоциации молекулы водорода необходимо затратить 4,48 эВ, фтора – 1,6 эВ, а углекислого газа – 9,7 эВ. Эти величины имеют для сварщиков особое значение. При разработке электродных покрытий, флюсов и проволок приходится учитывать, молекулы каких веществ диссоциируют раньше, а каких – позже, какие элементы ионизируются легче, а какие – труднее, и сколько для этого потребуется энергии. В зависимости от числа электродов и способов включения электродов и свариваемой детали в электрическую цепь различают следующие виды сварочных дуг: 1. Прямого действия, когда дуга горит между электродом и изделием. 2. Косвенного действия, когда дуга горит между двумя электродами, а свариваемое изделие не включено в электрическую цепь. 3. Трехфазную дугу, возбуждаемую между двумя электродами, а также между каждым электродом и основным металлом. Определение сварочной дуги, ее строение, условия зажигания и горения По роду тока различают дуги, питаемые переменным и постоянным током. При использовании постоянного тока различают сварку на прямой и обратной полярности. При прямой полярности электрод подключается к отрицательному полюсу и служит катодом, а изделие – к положительному полюсу и служит анодом. При обратной полярности электрод подключается к положительному полюсу и служит анодом, а изделие – к отрицательному и служит катодом. В зависимости от материала электрода различают дуги между неплавящимися электродами (угольными, вольфрамовыми) и плавящимися металлическими электродами. Сварочная дуга обладает рядом физических и технологических свойств, от которых зависит эффективность использования дуги при сварке. К физическим свойствам относятся электрические, электромагнитные, кинетические, температурные, световые. К технологическим свойствам относятся мощность дуги, пространственная устойчивость, саморегулирование. Электрическим разрядом в газе называют электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами. Сварка дугой переменного тока имеет некоторые особенности. Вследствие того, что мгновенные значения тока переходят через нуль 100 раз в 1 с, меняет свое положение катодное пятно, являющееся источником электронов, ионизация дугового промежутка менее стабильна и сварочная дуга менее устойчива по сравнению с дугой постоянного тока. Общепринятой мерой повышения стабилизации сварочной дуги переменного тока является включение в сварочную цепь последовательно с дугой индуктивного сопротивления. Последовательное включение в сварочную цепь катушек со стальным сердечником (дросселей) позволяет вести сварочные работы металлическими электродами на переменном токе при напряжении сварочного трансформатора 60–65 В. Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называют ионизацией. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить при помощи электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ. В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов в газах. Поэтому, чтобы вызвать в газе мощный электрический ток, т. е. образовать электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электродам достаточно высокое напряжение, тогда имеющиеся в газе свободные электроны и ионы будут разгоняться электрическим полем и, получив энергию, смогут разбить нейтральные молекулы на ионы. Однако при сварке, исходя из правил техники безопасности, нельзя пользоваться высокими напряжениями. Поэтому применяют другой способ. Так как в металлах имеется большая концентрация свободных электронов, то надо извлечь эти электроны из объема металла в газовую среду и затем использовать для ионизации молекул газа. Существует несколько способов извлечения электронов из металлов. Из них для процесса сварки имеют значения два: термоэлектронная и автоэлектронная эмиссии. Во время термоэлектронной эмиссии происходит «испарение» свободных электронов с поверхности металла благодаря высокой температуре. Чем выше температура металла, тем большее число свободных электронов приобретают энергии, достаточные для преодоления «потенциального барьера» в поверхностном слое и выхода из металла. Во время автоэлектронной эмиссии извлечение электронов из металла производится при помощи внешнего электрического поля, которое несколько изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые внутри металла имеют достаточно большую энергию и могут преодолеть этот барьер. Ионизацию, вызванную в некотором объеме газовой среды, принято называть объемной. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической. При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы. Кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах в процессе ионизации начинает также играть заметную роль излучение газа и раскаленных электродов. Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации). При полной ионизации степень ионизации будет равна единице. При температуре 6000–8000 °C такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов. Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемой детали. Контакт в начальный момент осуществляется между микровыступами поверхностей электрода и свариваемой детали. Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла, которая замыкает сварочную цепь на участке «электрод – свариваемая деталь». При последующем отводе электрода от поверхности детали на 2–4 мм пленка жидкого металла растягивается, а сечение уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. Возникшие при высокой температуре интенсивные термоэлектронная и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дуга. Процесс возбуждения дуги кратковременен и осуществляется в течение долей секунды. В установившейся сварочной дуге различают три зоны: катодную, анодную и столба дуги. Катодная зона начинается с раскаленного торца катода, на котором расположено так называемое катодное пятно. Отсюда вылетает поток свободных электронов, осуществляющих ионизацию дугового промежутка. Плотность тока на катодном пятне достигает 60–70 А/мм2 к катоду устремляются потоки положительных ионов, которые бомбардируют и отдают ему свою энергию, вызывая нагрев до температуры 2500–3000 °C. Анодная зона расположена у торца положительного электрода, в котором выделяется небольшой участок, называемый анодным пятном. К анодному пятну устремляются и отдают свою энергию потоки электронов, разогревая его до температуры 2500–4000 °C. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных ионизированных частиц. Температура в этой зоне достигает 6000–7000 °C в зависимости от плотности сварочного тока. Для возбуждения дуги в начальный момент необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации недостаточно высокая и необходимо большее напряжение, способное сообщить свободным электронам достаточно большую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение тока падает до значения, которое необходимо для устойчивого горения дуги. Зависимость напряжения дуги от тока в сварочной цепи называют статической вольт-амперной характеристикой дуги. Вольт-амперная характеристика дуги имеет три области: падающую, жесткую и возрастающую. В первой (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. Во второй области (100–1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В третьей области увеличение тока вызывает возрастание напряжения вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга первой области горит неустойчиво и поэтому имеет ограниченное применение. Дуга второй области горит устойчиво и обеспечивает нормальный процесс сварки. Необходимое напряжение для возбуждения дуги зависит от рода тока (постоянный или переменный), материала электрода и свариваемых кромок, дугового промежутка, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2–4 мм, находятся в пределах 40–70 В. Напряжение для установившейся сварочной дуги определяется по формуле: U= a + b ? l, где: а – коэффициент, по своей физической сущности составляющий сумму падений напряжений в зонах катода и анода, В; b – коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; 1 – длина дуги, мм. Схема сварочной дуги и падения напряжений в ней: 1 – электрод; 2 – изделие; 3 – анодное пятно; 4 – анодная область дуги; 5 – столб дуги; 6 – катодная область дуги; 7 – катодное пятно Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. Короткой дугой называют дугу длиной 2–4 мм. Длина нормальной дуги составляет 4–6 мм. Дугу длиной более 6 мм называют длинной. В основу выбора диаметра электродной проволоки при сварке и наплавке в углекислом газе положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке:  Расчет сварочного тока, А, при сварке проволокой сплошного сечения производится по формуле: где а – плотность тока в электродной проволоке, А/мм2 (при сварке в СО2 а=110 ÷ 130 А/мм2 ; dЭ – диаметр электродной проволоки, мм. Механизированные способы сварки позволяют применять значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода. Напряжение дуги и расход углекислого газа выбираются в зависимости от силы сварочного тока по табл. 6.1. Таблица 6.1 Зависимость напряжения и расхода углекислого газа от силы сварочного тока  При сварочном токе 200 ÷ 250 А длина дуги должна быть в пределах 1,5 ÷ 4,0 мм. Вылет электродной проволоки составляет 8 ÷ 15 мм (уменьшается с повышением сварочного тока). Скорость подачи электродной проволоки, м/ч, расчитывается по формуле: где αР – коэффициент расплавления проволоки, г/А ч ; ρ – плотность металла электродной проволоки, г/см3 (для стали ρ =7,8 г/см3). Значение αР рассчитывается по формуле: Скорость сварки (наплавки), м/ч, рассчитывается по формуле: где αН - коэффициент наплавки, г/А ч; αН = αР(1-Ψ), где Ψ - коэффициент потерь металла на угар и разбрызгивание. При сварке в СО2 Ψ = 0,1- 0.15;FB - площадь поперечного сечения одного валика, см2. При наплавке в СО2 принимается равным 0,3 - 0,7 см2. Масса наплавленного металла, г, сварке рассчитывается по следующим формулам: при сварке: при наплавочных работах: где l – длина шва, см; ρ – плотность наплавленного металла (для стали ρ=7,8 г/см3); VН - объем наплавленного металла, см3. Время горения дуги, ч, определяется по формуле: Полное время сварки (наплавки), ч, определяется по формуле: где kП – коэффициент использования сварочного поста, ( kП= 0,6 ÷ 0,57). Расход электродной проволоки, г, рассчитывается по формуле: где GH – масса наплавленного металла, г; Ψ – коэффициент потерь, (Ψ = 0,1 - 0,15). Расход электроэнергии, кВт ч, определяется по формуле: 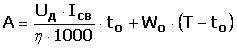 где UД– напряжение дуги, В; η– КПД источника питания: при постоянном токе 0,6÷0,7 , при переменном 0,8÷ 0,9; WO–мощность источника питания, работающего на холостом ходе, кВт. На постоянном токе Wо = 2,0÷ 3,0 кВт, на переменном – Wо= 0,2÷ 0,4 кВт. Справочные сведения по оборудованию для сварки в СО2 приведены в табл. 4,5,7 приложения. Лекция № 5: Свариваемость металлов Свариваемость — свойство металлов или сочетания металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия. В сварочной практике существуют такие понятия, как физическая и технологическая свариваемость. Свариваемость оценивается степенью соответствия свойств сварного соединения тем же свойствам основного материала и его склонностью к образованию дефектов. Материалы делятся на хорошо, удовлетворительно, плохо и ограниченно свариваемые. Физическая свариваемость подразумевает возможность получения монолитных сварных соединений с химической связью. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами. Технологическая свариваемость — это характеристика металла, определяющая его реакцию на воздействие сварки и способность образовывать сварное соединение с заданными эксплуатационными свойствами. В этом случае свариваемость рассматривается как степень соответствия свойств сварных соединений одноименным свойствам основного металла или их нормативным значениям. Свариваемость металлов зависит от их химических и физических свойств, наличия примесей и др. От свариваемости металла зависит выбор технологии его сварки. Свариваемость сталей определяется по склонности к образованию трещин и механическим свойствам шва, по ней стали разделяются на четыре группы: 1 — хорошая свариваемость; сварка выполняется без подогрева до, в процессе сварки и после. 2 — удовлетворительная свариваемость; сварка для предотвращения трещин предварительно нагревается, после сварки нужна термообработка. 3 — ограниченная свариваемость; сталь склонна к образованию трещин, ее предварительно подвергают термообработке, термически обрабатывается после сварки. 4 — плохая свариваемость, склонность к образованию трещин. Сварка производится с предварительной термообработкой, подогрев проводится и после сварки. Свариваемость металла зависит от его химических и физических свойств, кристаллической решетки, степени легирования, наличия примесей и других факторов. Назовем основные показатели свариваемости металлов и их сплавов: • окисляемость при сварочном нагреве, зависящая от химической активности металла; • чувствительность к тепловому воздействию сварки, которая характеризуется склонностью металла к росту зерна, структурными и фазовыми изменениями в шве и зоне термического влияния, изменением прочностных и пластических свойств; • сопротивляемость образованию горячих трещин; • сопротивляемость образованию холодных трещин при сварке; • чувствительность к образованию пор; • соответствие свойств сварного соединения заданным эксплуатационным требованиям. Хром увеличивает прочность стали, повышает ее устойчивость против коррозии и длительного воздействия высоких температур. Однако с увеличением содержания хрома возрастает закаливаемость сталбй и ухудшается их свариваемость. Никель повышает прочность, пластичность и коррозионную стойкость стали, улучшает свариваемость. Однако при сварке требуется защита от воздействия кислорода воздуха во избежание выгорания никеля. Титан повышает прочность, ударную вязкость стали, улучшает ее свариваемость, способствует измельчению зерен при кристаллизации металла. При сварке связывает углерод, препятствуя образованию карбидов хрома по границам зерен и возникновению межкристаллитной коррозии металла сварного соединения хромсодержащих сталей. Кремний содержится в обычной углеродистой стали в пределах 0,02—0,3% и существенного влияния на свариваемость не оказывает. При повышенном содержании (0,8—1,5%) кремний затрудняет сварку, так как придает стали жидкотекучесть и образует тугоплавкие окислы и шлаки. Сера является самой вредной примесью стали. Содержание серы в стали допускается не более 0,05 %. Сера образует в металле сернистое железо, которое имеет более низкую температуру плавления, чем сталь, и плохо растворяется в расплавленной стали. При кристаллизации стали сернистое железо располагается между кристаллами металла шва и способствует образованию трещин. Фосфор является также вредной примесью стали. Содержание фосфора в стали доходит до 0,05 %. Фосфор ухудшает свариваемость стали, так как образует хрупкое фосфористое железо, придает стали хладноломкость. Свариваемость стали принято оценивать по следующим показателям: • склонности металла шва к образованию горячих и холодных трещин; • склонности к изменению структуры в околошовной зоне и к образованию закалочных структур; • физикомеханическим качествам сварочного соединения; • соответствию специальных свойств сварного соединения техническим условиям. Лекция № 6: Понятие о металлургических процессах. В процессе горения дуги жидкий металл с конца электрода переходит в сварочную ванну в виде отдельных капель (капельный способ) и при полуавтоматической сварке струйно. Перенос капель осуществляется под действием: • силы тяжести; • силы поверхностного натяжения; • электромагнитных сил. Характер капель зависит от силы сварочного тока. С увеличением силы тока размер капель уменьшается, а число их возрастает. С уменьшением силы тока размер капли растет и в единицу времени капель становится меньше. Именно это свойство переноса металла и уменьшение силы тока, а также максимально короткая дуга позволяют вести сварку в вертикальном положении. Коэффициент расплавления. При сварке металла шов образуется вследствие расплавления присадочного и проплавления основного металла. Расплавление присадочного металла характеризуется коэффициентом расплавления αр=σр/(I∙t), где σр - масса расплавленного за время t электродного металла, г; t - время горения дуги, ч; I - сварочный ток, А. Коэффициент расплавления зависит от состава проволоки и покрытия электрода, массы покрытия, а также рода и полярности тока. Коэффициент потерь. Коэффициент характеризует потери металла электрода на разбрызгивание, испарение и окисление: φ=(σр-σн)/(I∙t), где σн - масса наплавленного металла, г; σр - масса расплавленного металла, г. Коэффициент потерь зависит не только от состава проволоки и ее покрытия, но также от режима сварки, и типа сварного соединения. Коэффициент потерь возрастает при увеличении плотности тока и длины дуги. Он несколько меньше при выполнении сварных тавровых соединений и соединений с разделкой кромок, чем при наплавке. Коэффициент наплавки. Для оценки процесса наплавки вводят понятие коэффициента наплавки αн=σн/(I∙t) , где σн - масса наплавленного за время t металла, г (с учетом потерь); I - сварочный ток, А. Коэффициент наплавки зависит от рода и полярности тока, типа покрытия и состава проволоки, а также от пространственного положения, в котором выполняют сварку. Зависимость величины сварочного тока от диаметра электрода. При ручной дуговой сварке сварочный ток и диаметр электрода связаны следующей зависимостью: I=kd, где I - величина сварочного тока, А; k - коэффициент, зависящий от марки электрода; d - диаметр электрода, мм. Приведенная формула применима для электродов, имеющих диаметр 3-6 мм. Зависимость между диаметром и величиной сварочного тока выражают также следующей опытной формулой: I=(m+nd)d, где m=20, n=6 (для ручной сварки стальными электродами). Производительность процесса дуговой сварки. Производительность сварки определения количеством наплавленного металла σн= αнI∙t, где αн - коэффициент наплавки, г/(A∙ч); I - сварочный ток, A; t - время, ч. Чем больше ток, тем выше производительность. Однако при значительном увеличении сварочного тока электрод может быстро нагреваться теплотой Джоуля-Ленца, что резко понизит качество сварного шва, так как металл шва и зона сплавления основного металла будут перегреты. Необходимо отметить, что перегрев электрода увеличивает разбрызгивание металла. Лекция № 7: Стали, их состав, марки. Сталь – сплав железа с углеродом, где углерода до 2,14%. Существует более 1500 марок сталей, которые можно классифицировать по следующим признакам: способу производства: кислородно-конвертерная (бессемеровская, томасовская); мартеновская; электросталь; степени раскисления: кипящая (кп) — наименее раскисленная; полуспокойная (пс) — средней степени раскисления; спокойная (сп) — наиболее раскисленная; химическому составу: углеродистые: низкоуглеродистая (содержание углерода до 0,25 %); среднеуглеродистая (0,25...0,6%); высокоуглеродистая (свыше 0,6 %); легированные: низколегированная (суммарное содержание легирующих элементов, кроме углерода, до 2,5 %); среднелегированная (2,5... 10 %); высоколегированная (свыше 10%); назначению: конструкционная; строительная; инструментальная; судостроительная; котельная; особым свойствам: коррозионно-стойкая (нержавеющая); жаростойкая; жаропрочная; электротехническая; прочностным показателям: обычной прочности — низкоуглеродистые класса С 38/23 (С — обозначение стали; 38 — предел прочности, кгс/мм2; 23 — предел текучести, кгс/мм2); повышенной прочности — низколегированные классов С 44/29, С 46/33 и С 52/40; высокой прочности — низколегированные и среднелегированные классов С 60/45, С 70/60 и С 85/75. По качеству выделяют: обыкновенного качества, качественные и высококачественные. В зависимости от назначения стали обыкновенного качества подразделяются на три группы - А, Б, В. Группа А – стали обыкновенного качества, поставляемые по механическим свойствам без уточнения химического состава. Стали этой группы маркируются буквами Ст и цифрами 0, 1, 2, 3, 4, 5, 6. Чем больше число, те выше прочность стали. Группа Б – стали, поставляемые с гарантированным химическим составом. Их маркируют индексом Б, буквами Ст и цифрами 0, 1, 2, 3, 4, 5, 6. Чем больше цифра, тем больше содержание углерода. Группа В – стали, поставляемая с гарантированным химическим составом и механическим свойствами. Их маркируют индексом В, буквами Ст и цифрами 0, 1, 2, 3, 4, 5. Элементы, специально вводимые в сталь определенных концентрациях с целью изменения ее строения и свойств, называются легирующими элементами. Стали, в которые добавляют легирующие элементы, называются легированными. Каждый легирующий элемент обозначается буквой: Н – никель; Х – хром, К – кобальт, М – молибден, Г – марганец, Д – медь, Р – бор, Б – ниобий, Ц – цирконий, С – кремний, П – фосфор, Ч – редкоземельные металлы, В – вольфрам, Т – титан, Ф – ванадий, Ю – алюминий. Чугуном называют сплав железа с углеродом, содержание С от 2,14 до 6,67 %. Они содержат те же примеси, что и сталь, но в большем количестве. В зависимости от состояния углерода в чугуне, различают: Белые; Серые; Высокопрочные; Чугуны с вермикулярным графитом; Ковкие чугуны. В белом чугуне почти весь углерод находится в связном состоянии в виде цементита Fe3C. Белые чугуны, имея высокие твердость и износостойкость, плохо обрабатываются резанием, хрупки и обладают низкой прочностью. В связи с этим они почти нигде не применяются. Серыми называют чугуны с пластичной формой графита. По химическому составу серые чугуны разделяют на обычные (нелегированные) и легированные. Обычные серые чугуны – сплавы сложного состава, содержащие основные элементы: Fe, C, Si – и постоянные примеси: Mn, P, S. Обозначают серые чугуны индексами СЧ 20, СЧ 25, СЧ 30. Цифра в обозначении указывает на предел прочности чугуна при растяжении в 0,1 МПа (табл.3.) Высокопрочными называют чугуны, в которых графит имеет шаровидную форму. Их получают модифицированием магнием, который вводят в жидкий чугун в количестве 0,02 … 0,08 %. Марка высокопрочного чугуна состоит из букв ВЧ и числа, обозначающего предел прочности чугуна при растяжении в 0,1 МПа, например ВЧ35 (табл.3). В чугунах с вермикулярным графитом структура формируется под действием комплексного модификатора, содержащего магний и редкоземельные металлы. Графит приобретает шаровидную (до 40 %) и вермикулярную - в виде мелких тонких прожилок – форму. Чугуны с вермикулярным графитом производят четырех марок: ЧВГ 30, ЧВГ 35, ЧВГ 40, ЧВГ 45 (ГОСТ 28384-89). Число обозначает предел прочности чугуна при растяжении в 0,1 МПа. По механическим свойствам чугуны с вермикулярным графитом занимают промежуточное положение между серыми и высокопрочными чугунами. Они прочнее серых чугунов, особенно при циклических нагрузках; предел выносливости ʛ-1 составляет 140 МПа у ЧВГ 30 и 190 МПа у ЧВГ 45. Ковкими называются чугуны, в которых графит имеет хлопьевидную форму. Их получают отжигом белых доэвтектических чугунов. По этой причине графит ковких чугунов называют углеродом отжига. Такой графит в отличие от пластинчатого меньше снижает механические свойства металлической основы, вследствие чего ковкие чугуны по сравнению с серыми обладают более высокими прочностью и пластичностью. Ковкие чугуны обозначают буквами и последующими цифрами, первая из которых характеризует прочность при растяжении в 0,1 МПа. А вторая пластичность (%) КЧ 30-6, КЧ 60-3 (табл.3). Стали классифицируются по множеству признаков. По химическому: составу: углеродистые и легированные. По содержанию углерода: низкоуглеродистые, с содержанием углерода до 0,25 %; среднеуглеродистые, с содержанием углерода 0,3…0,6 %; высокоуглеродистые, с содержанием углерода выше 0,7 % По равновесной структуре: доэвтектоидные, эвтектоидные, заэвтектоидные. По качеству. Количественным показателем качества является содержания вредных примесей: серы и фосфора: По способу выплавки: в мартеновских печах; в кислородных конверторах; в электрических печах: электродуговых, индукционных и др. По назначению: конструкционные – применяются для изготовления деталей машин и механизмов; инструментальные – применяются для изготовления различных инструментов; специальные – стали с особыми свойствами: электротехнические, с особыми магнитными свойствами и др. Маркировка сталей Принято буквенно-цифровое обозначение сталей Углеродистые стали обыкновенного качества (ГОСТ 380). Стали содержат повышенное количество серы и фосфора Маркируются Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп. Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав. Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная. Качественные углеродистые стали Качественные стали поставляют с гарантированными механическими свойствами и химическим составом (группа В). Степень раскисленности, в основном, спокойная. Конструкционные качественные углеродистые стали Маркируются двухзначным числом, указывающим среднее содержание углерода в сотых долях процента. Указывается степень раскисленности, если она отличается от спокойной. Сталь 08 кп, сталь 10 пс, сталь 45. Содержание углерода, соответственно, 0,08 %, 0,10 %, 0.45 %. Инструментальные качественные углеродистые стали маркируются буквой У (углеродистая инструментальная сталь) и числом, указывающим содержание углерода в десятых долях процента. Сталь У8, сталь У13. Содержание углерода, соответственно, 0,8 % и 1,3 % Инструментальные высококачественные углеродистые стали. Маркируются аналогично качественным инструментальным углеродистым сталям, только в конце марки ставят букву А, для обозначения высокого качества стали. Сталь У10А. Лекция № 8: Классификация сварочной проволоки   |