Порнографическая инженерия. конспект лекций по МСиПК. Лекция 1. Основы метрологии и обеспечение единства измерений. Основные понятия и определения метрологии
 Скачать 5.56 Mb. Скачать 5.56 Mb.
|

|
Лекция 6 Основы нормирования параметров точности. Понятие о взаимозаменяемости Понятие о взаимозаменяемости - свойство независимо изготовленных деталей и сборочных единиц обеспечивать сборку изделий при изготовлении или замену одноименных деталей и сборочных единиц при ремонте без применения подбора, пригонки или регулировки. Такую взаимозаменяемость называют полной. Достоинства Взаимозаменяемости: - сокращение трудоемкости и чёткое нормирование сборочных процессов -возможность автоматизации процессов изготовления и сборки, организации современных автоматизированных массовых производств -возможность организации быстрого дешевого и легкого ремонта изделий. Также существуют Понятие вал и отверстие. Конструктивно любая деталь состоит из элементов (поверхностей) различной геометрической формы, часть из которых взаимодействует (образует посадки-сопряжения) с поверхностями других деталей, а остальная часть элементов является свободной (несопрягаемой) (рис1.1). 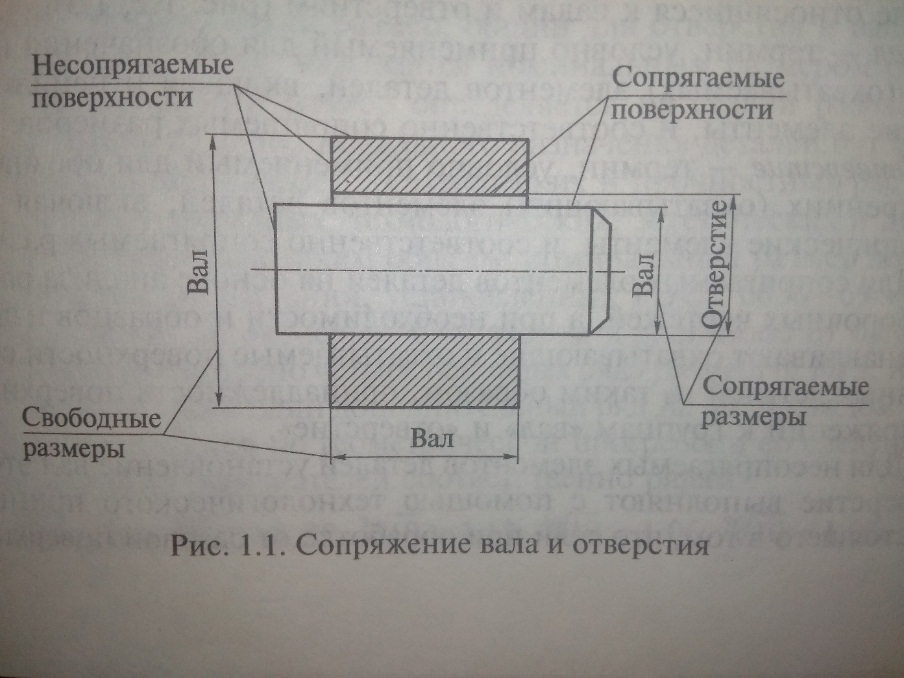 В терминологии по допускам и посадкам размеры независимо от их формы условно делят на три группы: размеры валов, размеры отверстий и размеры, не относящиеся к валам и отверстиям (рис 1.2 и 1.3) 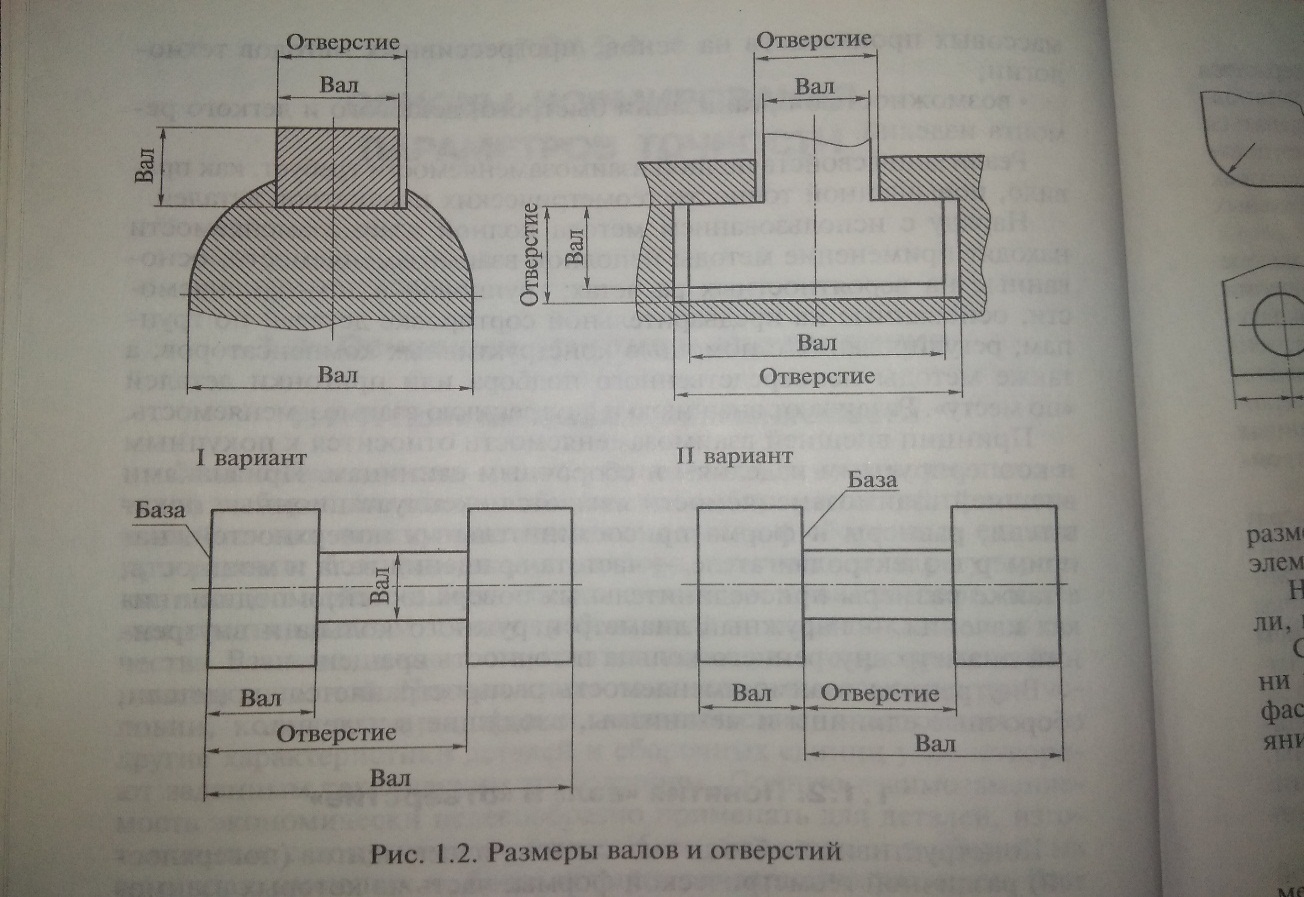 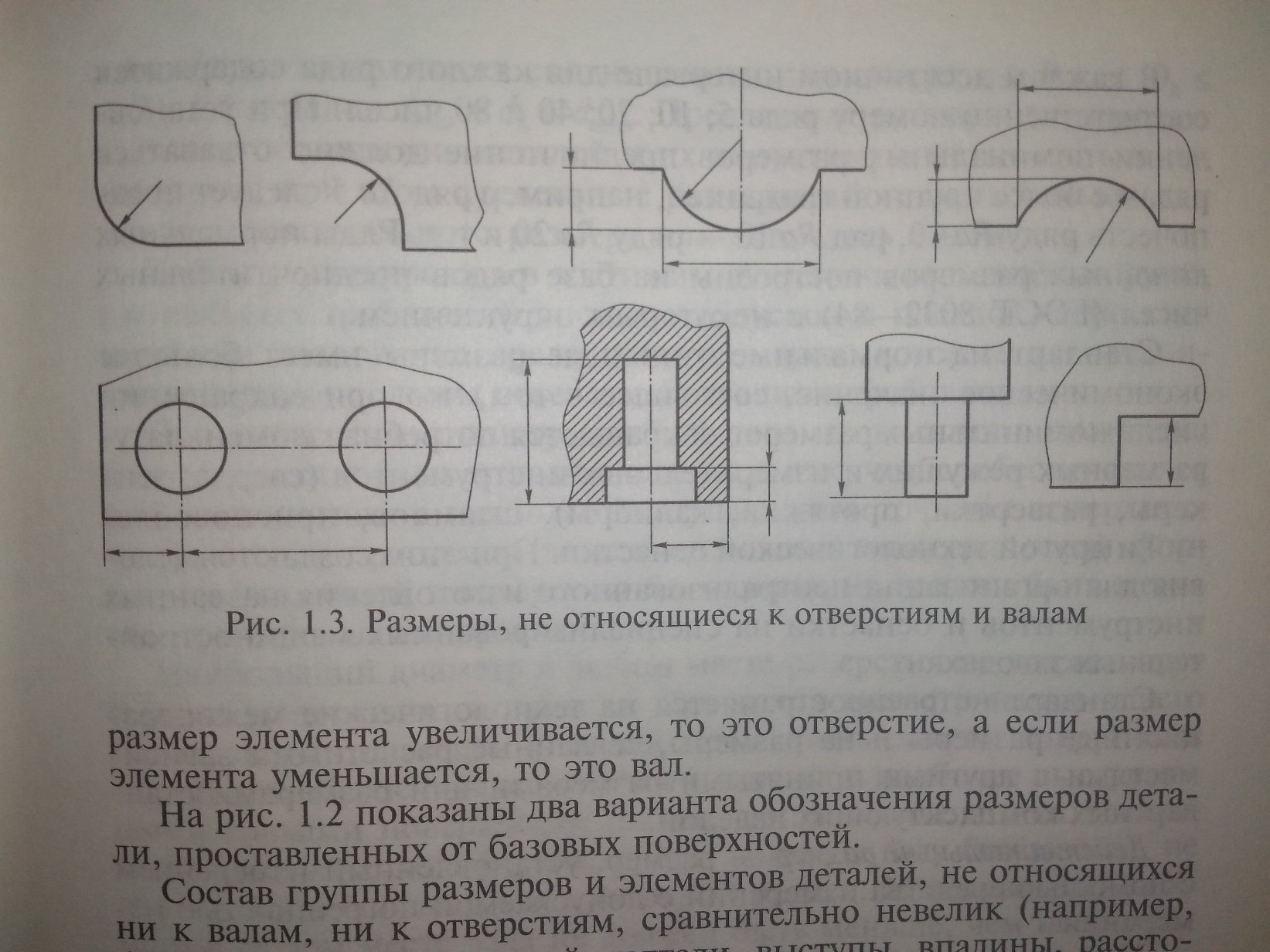 Вал - термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей, включая и нецилиндрические элементы Отверстие – термин, условно применяемый для обозначения внутренних (охватывающих) элементов деталей. Терминология по размерам Номинальный размер – размер, относительно которого определяются предельные размеры и который служит началом отсчета отклонений. Номинальный размер, общий для отверстия и вала, образующих соединение, называется номинальным размером соединения. Действительный размер – размер, установленный измерением с помощью средства измерений с допускаемой погрешностью измерения. Предельные размеры – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Больший из двух предельных размеров называется наибольшим предельным размером, а меньший – наименьшим. Для предельного размера который соответствует максимальному количеству остающегося на детали материала предусмотрен термин проходной предел. Для размера с минимумом остающегося материала – непроходной предел. Обозначения: для валов для отверстий Номинальный d D Действительный dд Dд Предельные dmax, dmin Dmax, Dmin Для упрощения простановки размеров на чертежах вместо предельных размеров проставляют предельные отклонения: верхнее отклонение – разность между наибольшим предельным и номинальным размером. Нижнее отклонение – разность между наименьшим предельным и номинальным размером. Верхнее отклонение для отверстий обозначается ES, для валов es Нижнее отклонение EI и ei соответственно. Согласно определению: Для отверстий ES = Dmax – D; EI = Dmin – D; Для валов es = dmax – d; ei=dmin – d; Предельные отклонения могут иметь положительные и отрицательные значения или одно из них может быть равно нулю. Допуск размера. Поле допуска Допуском размера называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями. Допуск обозначается IT или TD – допуск отверстия, Td – допуск вала. TD = Dmax – Dmin Td = dmax - dmin. Допуск размера – всегда положительная величина. Он выражает разброс действительных размеров в пределах от наибольшего до наименьшего размеров. Поле допуска – поле, ограниченное верхним и нижним отклонениями. Поле определяется величиной допуска и его положением относительно номинального размера. При одном и том же допуске для одного и того же номинального размера могут быть разные поля допусков. Нулевая линия – линия, соответствующая номинальному размеру. От нее откладываются предельные отклонения размеров при изображении полей допусков. (рис 1.4 и 1.5) 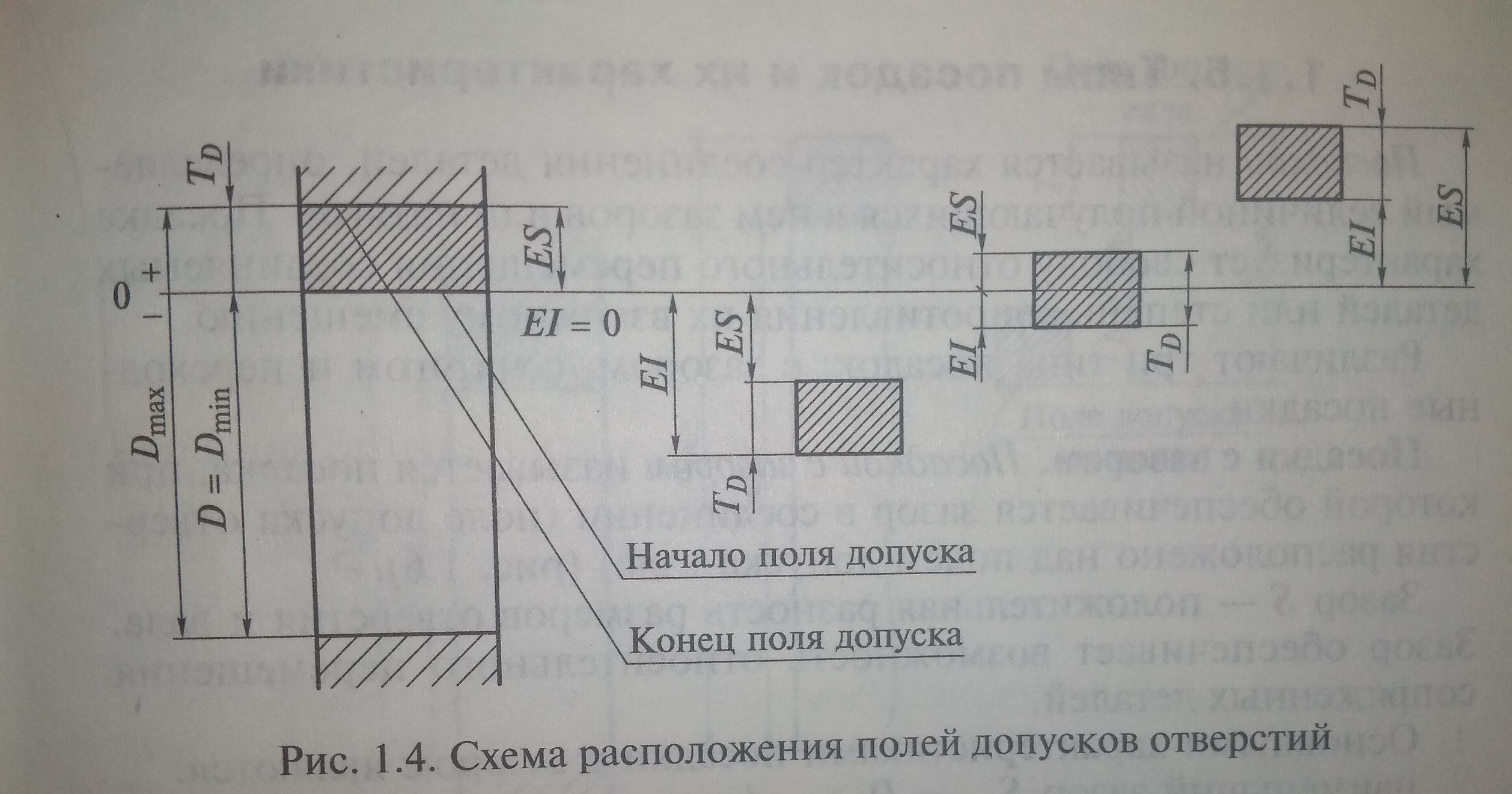 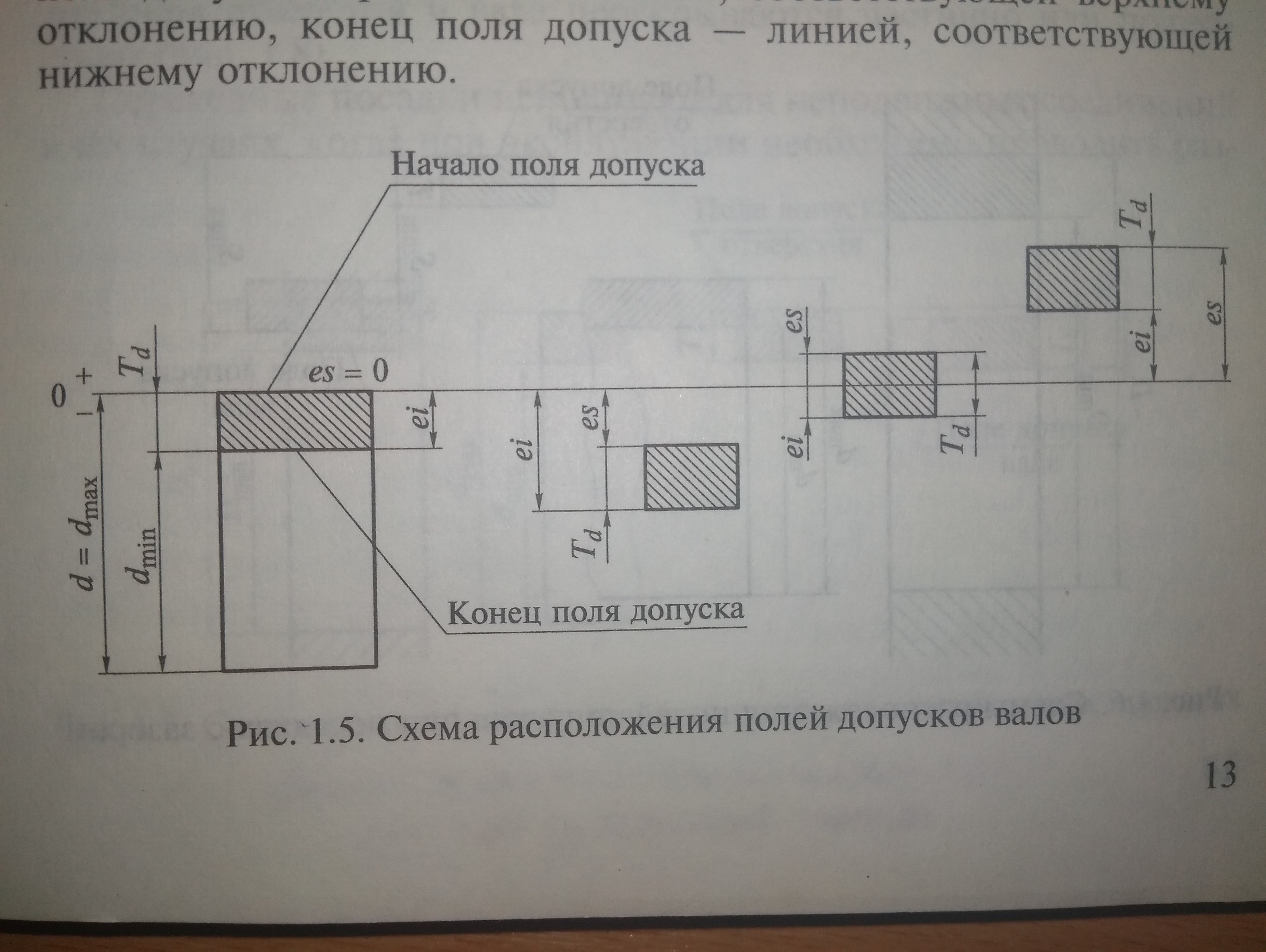 Начало поля допуска – граница, соответствующая наибольшему объему детали. Конец поля допуска – граница, соответствующая наименьшему объему детали. Лекция 7 Единая система допусков и посадок. Подвижные и неподвижные соединения Посадкой называется характер соединения деталей, определяемый величиной получающихся в нем зазоров и натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. Различают три вида посадок: с зазором, с натягом и переходные посадки. Посадки с зазором – это посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала) (рис 1.6). 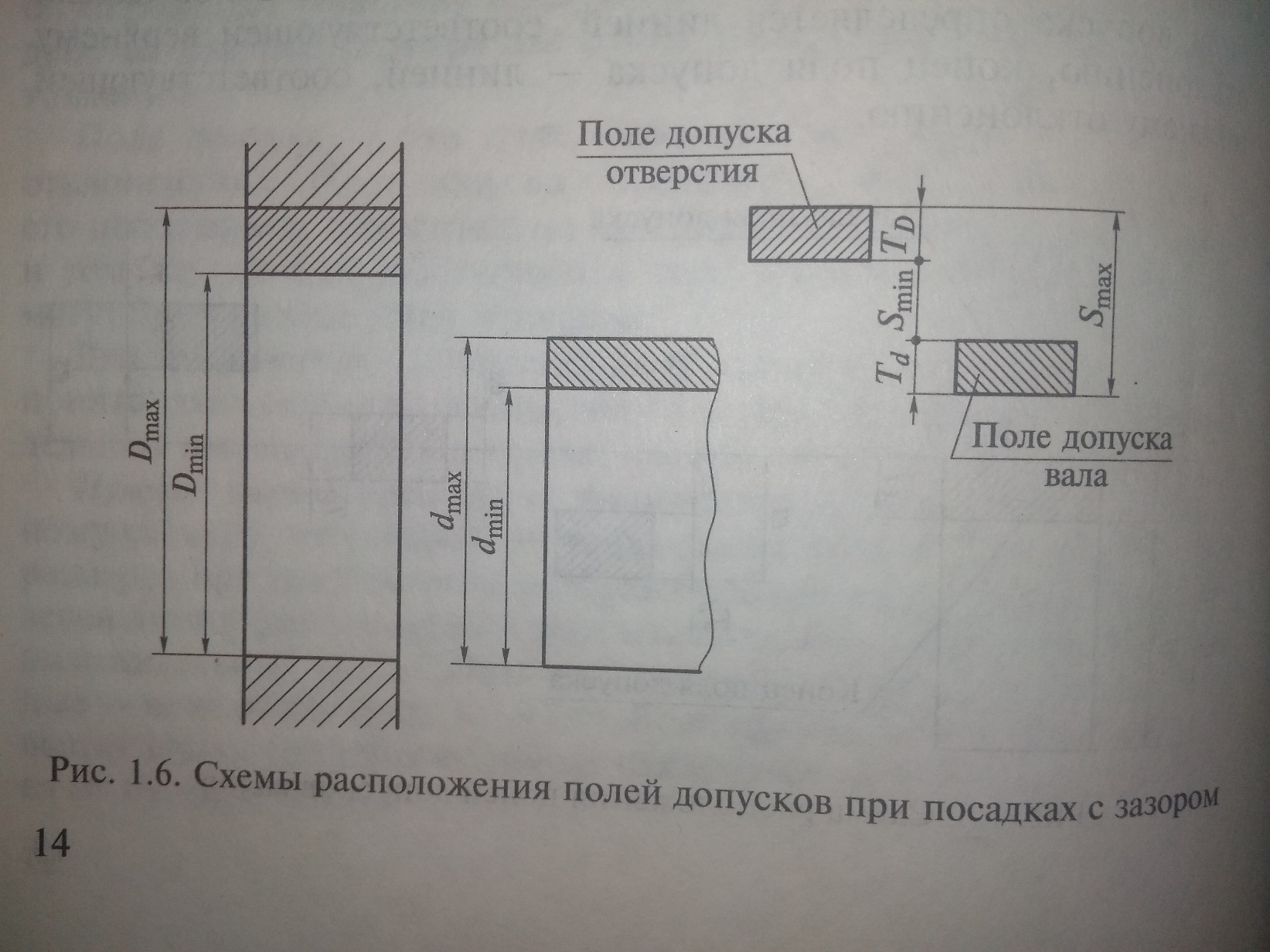 Зазор S – положительная разность размеров отверстия и вала. Он обеспечивает возможность взаимного перемещения сопряженных деталей. Основные характеристики такой посадки: Наименьший зазор Smin = Dmin – dmax Наибольший зазор Smax = Dmax – dmin Средний зазор Sm = (Smax +Smin)/2 Действительный зазор Sд = Dд - dд Допуск зазора Ts = Smax – Smin = (Dmax - dmin)-(Dmin - dmax) = (Dmax – Dmin)+(dmax-dmin) = TD+Td Посадки с натягом – при которой обеспечивается натяг в соединении (поле допуска отверстия расположено под полем допуска вала) (рис 1.7) 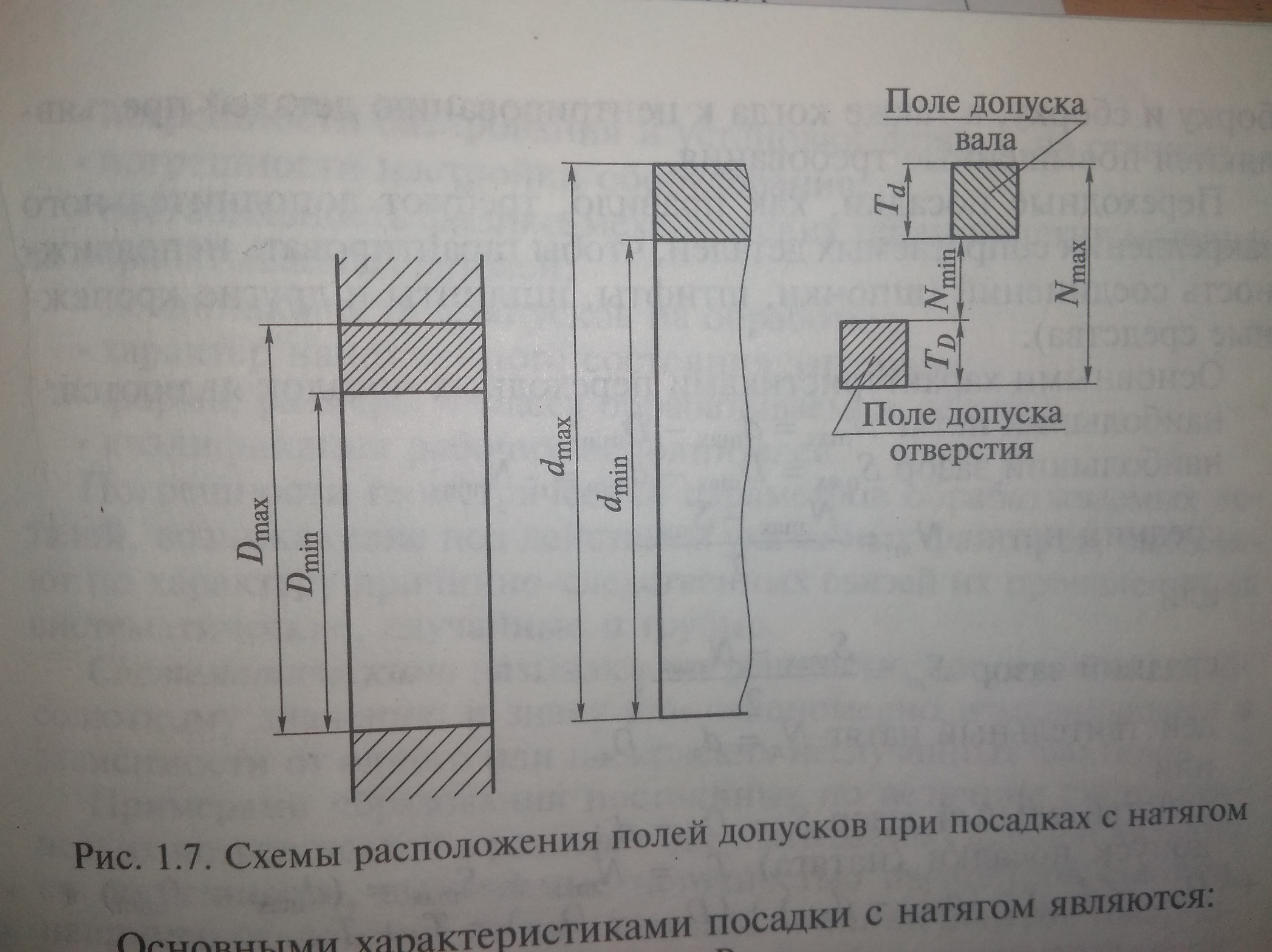 Натяг N – положительная разность размеров вала и отверстия до сборки. Натяг обеспечивает взаимную неподвижность деталей после сборки). Основные характеристики такой посадки: Наибольший натяг Nmax = dmax - Dmin Наименьший натяг Nmin = dmin - Dmax Средний натяг Nm = (Nmax+Nmin)/2 Действительный натяг Nд = dд - Dд Допуск натяга TN = Nmax – Nmin = (dmax – Dmin) – (dmin - Dmax) = (dmax - dmin)+(Dmax-Dmin) = Td +TD Переходные посадки – при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью) рис1.8. 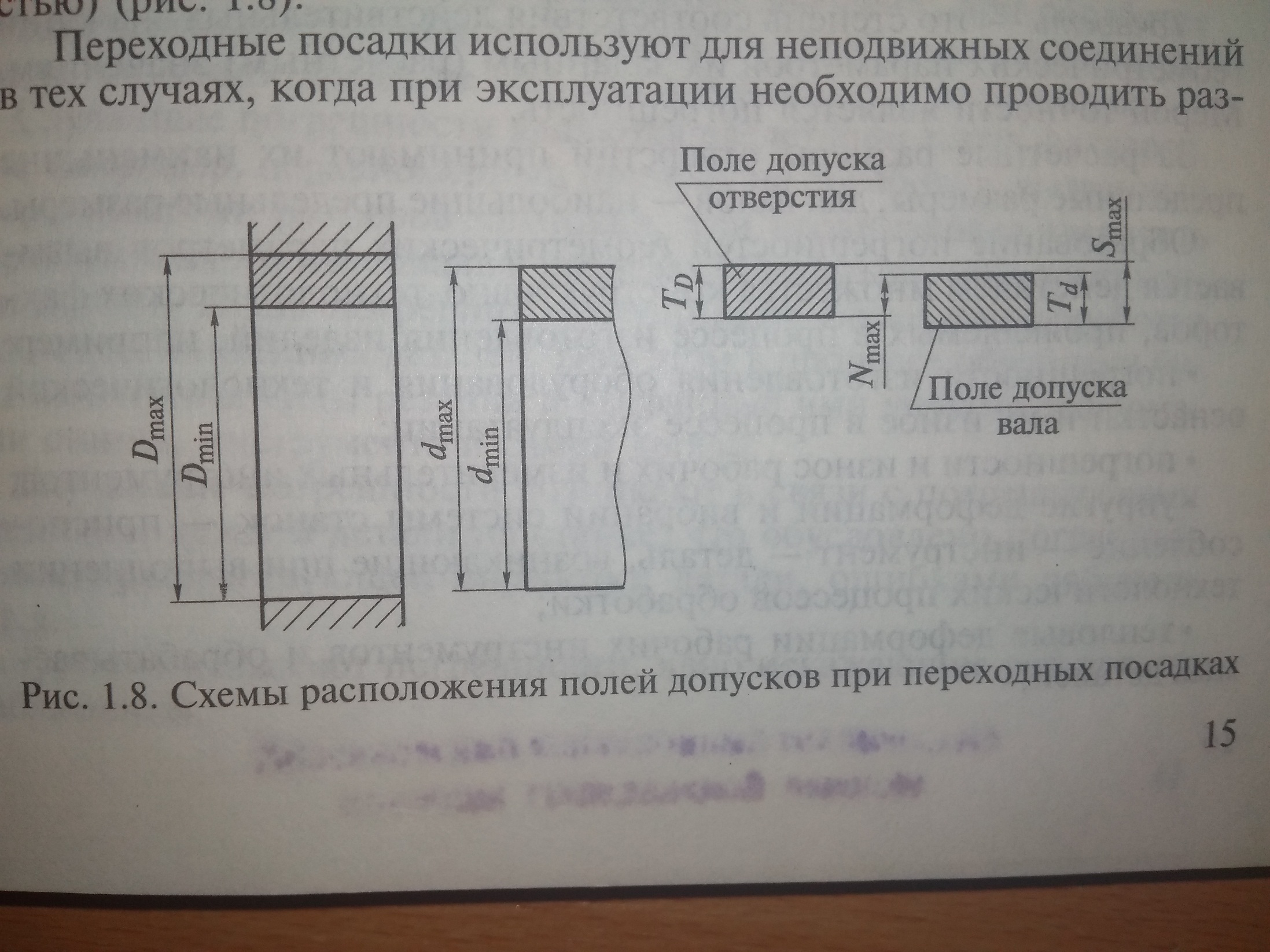 Такие посадки используют для неподвижных соединений, когда при эксплуатации необходимо проводить разборку и сборку. Основные характеристики Наибольший натяг Nmax = dmax - Dmin Наибольший зазор Smax = Dmax – dmin = -Nmin Средний натяг Nm = (Nmax – S max)/2 Средний зазор Sm = (Smax - Nmax)/2 Действительный натяг Nд = dд - Dд Действительный зазор Sд = Dд - dд Допуск посадки (натяга) TN = Nmax + Smax = (dmax-Dmin)+(Dmax-dmin) = (dmax-dmin)+(Dmax-Dmin) = =Td+TD Закономерности построения допусков Основная закономерность построения допусков размеров IT(T), мкм имеет вид IT(T) = Ki, где К – число единица допуска (коэффициент, характеризующий квалитет) i – единица допуска, мкм Квалитет – совокупность (ряд) допусков для всех номинальных размеров, соответствующих одной степени точности. В ЕСДП предусмотрено 20 квалитетов (01; 0; 1; 2 … 18). С увеличением номера квалитета точность понижается (допуск увеличивается) Допуск по квалитету обозначается буквами IT с указанием рядом номера квалитета, например IT8 - допуск по 8-му квалитету. Применение: -квалитеты от 01 до 4 используются для изготовления концевых мер длины, калибров и др высокоточных изделий. -от 5 до 12 - детали образующие сопряжения с другими деталями различного типа - от 13 до 18 – детали не образующие соединения и не оказывающие влияние на работоспособность изделий. Системы допусков и посадок. Выделяют две системы допусков и посадок. Система отверстия – система допусков и посадок при которой предельные размеры отверстия для всех посадок для данного номинального размера dн сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров вала (рис 1.12 а) Система вала – система допусков и посадок при которой предельные размеры вала для всех посадок для данного номинального размера сопряжения и квалитета остаются постоянными, а требуемые посадки достигаются за счет изменения предельных размеров отверстия (рис 1.12 б). Основные отклонения. Их ряды в ЕСДП Основное отклонение – это одно из двух отклонений (верхнее или нижнее), используемое для определения положения поля допуска относительно нулевой линии. В ЕСДП с целью образования различных полей допусков и посадок установлены одинаковые для всех квалитетов 28 основных отклонений для валов (обоз-ся одной или двумя строчными буквами латинского алфавита от a до zc) и столько же для отверстий (обозн прописными буквами от A до ZC) в диапазоне номинальных размеров до 500 мм. (рис 1.14) Лекция 8 Основы качества продукции. Основные понятия и определения качества продукции. Сертификация продукции и услуг Основы качества продукции. Основные понятия и определения. Качество – совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять установленные или предполагаемые потребности. Под продукцией или услугой понимается как результат деятельности или процессов (материальная или нематериальная продукция), например, само изделие, проект и т.п., так и деятельность или процесс, например, предоставление какой-либо услуги при сервисе или выполнение производственного процесса. Из определения качества следует, то качество – понятие динамическое, поскольку со временем потребности могут изменяться, необходимо пересматривать и требования к качеству. Поскольку качество – это совокупность свойств, необходимы показатели для их описания и количественные характеристики для их оценки. Свойство продукции (ГОСТ 15467-79) – объективная особенность продукции, которая может проявляться при ее создании, эксплуатации или потреблении. Показатель качества продукции – (ГОСТ 15467-79) – количественная характеристика одного или нескольких свойств продукции, составляющих ее качество, рассматриваемая применительно к определенным условиям ее создания и эксплуатации или потребления Качество изделия, как правило, не может быть охарактеризовано одним показателем. Показатели качества должны отвечать следующим основным требованиям: -способствовать обеспечению соответствия качества продукции потребностям экономики и населения -быть стабильными, -учитывать современные достижения науки и техники, основные направления технического процесса и мирового рынка -характеризовать все свойства продукции, определяющие ее качество -поддаваться оценке на всех стадиях жизненного цикла изделия (маркетинг, проектирование, изготовление или применение) Единичный показатель качества (ГОСТ 15467-79) – показатель качества продукции, характеризующий одно из ее свойств (например, долговечность, безотказность, производительность) Комплексный показатель качества () – показатель качества продукции, характеризующий несколько ее свойств (эргономичность, …) Интегральный показатель качества () – отношение суммарного полезного эффекта от эксплуатации или потребления продукции к суммарным затратам на ее создание и эксплуатацию или потребление Показатели технического эффекта характеризуют способность изделия выполнять свои функции в заданных условиях использования по назначению Показатели надежности – способность изделия выполнять требуемые функции в заданных условиях в течение заданного периода времени. Свойство надежности изделия является комплексным свойством, включающим такие свойства изделия как безотказность, долговечность, ремонтопригодность и сохраняемость (в разных сочетаниях) Безотказность – это свойства объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки. Долговечность – свойство объекта сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонта. Ремонтопригодность – свойство объекта, заключающееся в приспособлении к поддержанию и восстановлению работоспособности состояния путем технического обслуживания и ремонта Сохраняемость – свойство объекта сохранять в заданных пределах значения параметров, характеризующих способность объекта выполнять требуемые функции, в течение и после хранения или транспортировки. Оценка качества продукции Для оценки показателей качества продукции применяются следующие методы: Измерительный Расчетный или аналитический Статистический Экспертный Органолептический Измерительный метод основан на информации, полученной с использованием технических измерительных средств (например, скорость измеряется по спидометру) Расчетный метод основан на использовании информации, полученной с помощью теоретических или экспериментальных зависимостей Статистический метод применяется в тех случаях, когда использование измерительного или аналитического метода невозможно. Он основан на сборе статистической информации об отдельных явлениях. Экспертный метод основан на определении показателей качества продукции сравнительно небольшой группы специалистов-экспертов. Определяются такие показатели качества, которые в настоящее время не могут быть определены другими, более объективными методами. Органолептический метод базируется на использовании информации, получаемой в результате анализа восприятия органов чувств, а значения показателей определяются путем анализа полученных ощущений на основании имеющегося опыта и выражаются в баллах. Социологический метод основан на определении показателей качества продукции ее фактическими или потенциальными потребителями с помощью анкет-вопросников. Современный подход к управлению качеством (менеджмент качества) Менеджмент качества – это скоординированная деятельность по руководству и управлению организацией применительно к качеству. Подразумевается разработка политики и целей в области качества, управления качеством, обеспечение качества и улучшение качества. Ключевые элементы системы менеджмента качества: Ориентация организации на заказчика (потребителя) Роль руководства в системе менеджмента качества Вовлечение работников в функционирование системы качества Процессный подход Системный подход к управлению (менеджменту) Постоянное улучшение продукции Принятие решений, основанных на фактах Взаимовыгодные отношения с поставщиками Лекция 9 Законодательное и научно-техническое обеспечение сертификации Сертификация. Законодательное и научно-техническое обеспечение сертификации. Подтверждения соответствия продукции и услуг является одной из составляющих механизма оценки их безопасности и применяется на дорыночной стадии обращения продукции. Оценка соответствия – прямое или косвенное определение соблюдения требований, предъявляемых к объекту. В соответствии и Федеральным законом СЕРТИФИКАЦИЯ – это форма документального подтверждения соответствия объектов требованиям ТР (технического регламента), положениям стандартов или условиям договоров. Документ, удовлетворяющий соответствие объекта этим требованиям, носит название сертификата соответствия. С целью информирования приобретателей о соответствии выпускаемой в обращение продукции требованиям ТР используется знак обращения на рынке, который в установленном порядке наносится на упаковку промышленной продукции. Органом по сертификации является юридическое лицо или ИП, аккредитованные в установленном порядке для выполнения работ по сертификации. Правовые основы подтверждения соответствия Подтверждение соответствия применяется независимо от страны и места происхождения ОТР и лиц, которые являются изготовителями, исполнителями, продавцами и т.д. Организационную основу подтверждения соответствия составляют федеральный орган исполнительной власти по техническому регулированию, функции которого в настоящее время осуществляет Минпромэнерго России, органы по сертификации (центры), органы гос котроля (надзора) за соблюдением ТР, системы сертификации. Система сертификации – совокупность правил выполнения работ по сертификации, ее участников и правил функционирования системы сертификации в целом. Организационную структуру системы образуют: -Ростехрегулирование -совет по сертификации -органы по сертификации -испытательные лаборатории -изготовители и продавцы продукции Управление системой осуществляет центральный орган системы, который организует и координирует работу системы, устанавливает правила и порядки и т.д. Орган по сертификации сертифицирует продукцию и ведет другие функции в соответствии с Федеральным законом «О техническом регулировании» Испытательные лаборатории выполняют функции третьей стороны. В их функции входят различные сертификационные испытания, анализ документации и результатов испытаний, выдача протоколов и т.п. |