Порнографическая инженерия. конспект лекций по МСиПК. Лекция 1. Основы метрологии и обеспечение единства измерений. Основные понятия и определения метрологии
 Скачать 5.56 Mb. Скачать 5.56 Mb.
|

Профиль резьбыПод профилем следует понимать контур сечения, который имеет виток резьбового соединения в проходящей через его ось плоскости. Иными словами, это геометрическая фигура, получаемая в плоскости, которая проходит через ось. Резьбы классифицируются на: треугольные; трапецеидальные; прямоугольные; круглые; упорные. Выбор профиля оказывает влияние на показатели прочности, технологичности и силы трения в крепежном соединении. Ход и шагВажными резьбовыми элементами являются: Шаг - этот параметр представляет собой расстояние, на котором расположены одноименные точки профиля в направлении, параллельном оси. Это участок, который разделяет одноименные точки на двух соседних витках. Обозначается буквой «Р». Исходя из размера диаметра изделия, используются соединения с шагами: крупным (основным); мелким. Для изделий диаметром менее 68 мм применяются резьбы с крупными и мелкими шагами. Только с мелкими шагами нарезаются резьбы на изделия диаметром более 68 мм. Ход резьбы - под этим определением следует понимать отрезок, длиной равной расстоянию по направлению, параллельному оси резьбы, между двумя одинаковыми точками на рядом расположенных витках одного захода. Обозначается Ph. Он равен у: однозаходной – шагу, т.е. Ph=P; многозаходной – произведению количества заходов на длину шага, т.е. Ph=nP. Шаг указывается на маркировке, также его можно определить из параметрических таблиц. Крупные шаги, они являются основными, на маркировке не указываются. Также шаг определяется путем: измерения резьбовыми калибрами (резьбомерами); сопоставления резьб различных деталей между собой; ввинчивания во внутреннюю резьбу наружной, при этом не должно быть сопротивления ввинчиванию; измерения с помощью штангенциркуля хода и деления полученного значения на число заходов. 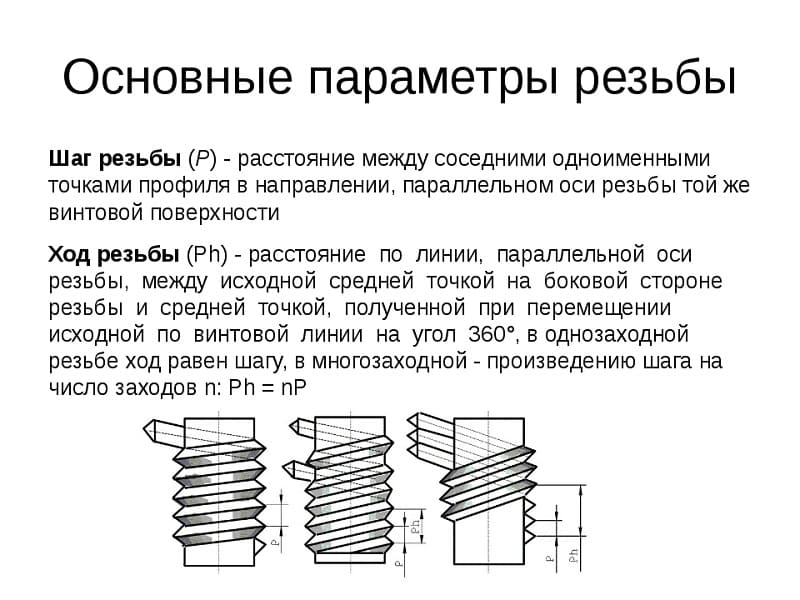 Для измерения шага рекомендуется использовать болт, а не гайку, потому что есть возможность контролировать процесс измерений визуально. Цель определения шага – правильный выбор инструмента для нарезания или сверла под отверстие для резьбы. Другие параметрыРезьба, кроме рассмотренных выше, определяется параметрами: Угол подъема резьбы - это угол (ψ), который образуется между касательной к винтовой линии и плоскостью, проходящей перпендикулярно осевой линии резьбы. Его определение осуществляется по формуле: Длина свинчивания - эта характеристика равна длине участка, на котором наружная и внутренняя резьбы перекрывают друг друга в осевом направлении. Сбег - это место, где резьба переходит к гладкой, ненарезанной, поверхности детали. На этом участке она имеет неполный профиль. Длина - размеры определяются по длине, равной сумме длины резьбы с полным профилем и участков сбега и фаски. Знание сведений, характеризующих основные элементы резьбы, позволяет точно выполнить операции по ее нарезанию, как на металлорежущих станках, так и вручную с помощью плашек и винторезов. Измерение параметров резьбы Для измерения ее элементов используются различные измерительные инструменты, такие как: штангенциркуль, резьбовой микрометр, резьбовой шагомер.  Рис 6 - Резьбовой шагомер 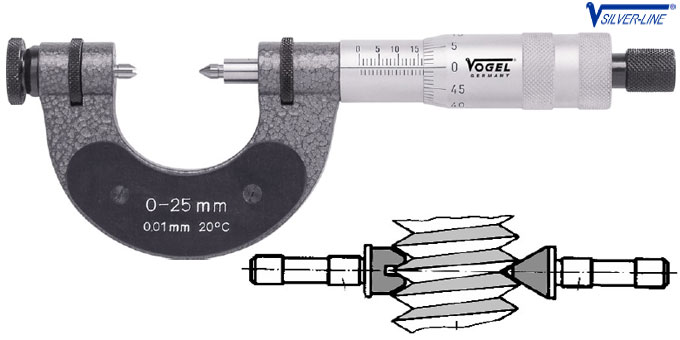 Рис 7 - Резьбовой микрометр Резьбовой шагомер (рис 6) позволяет измерить шаг резьбы. Он выполнен в виде небольшого набора зубчатых гребенок, где каждая отличается собственным шагом между смежными выступами. Этот шаг, как можно догадаться, соответствует шагу резьбы. Каждая гребенка закреплена в корпусе и вращается вдоль оси. Конфигурация и отшлифованная поверхность гребенок дает возможность запросто пользоваться ими при вычислении шага наружной или внутренней резьбы. Для этого гребенку накладывают на профиль резьбы. Профиль гребенки должен точно совпадать с профилем резьбы, тогда шаг резьбы можно увидеть на боковой части гребенки. При несовпадении профилей нужно взять другую гребенку и провести замер еще раз, пока не найдется нужная. 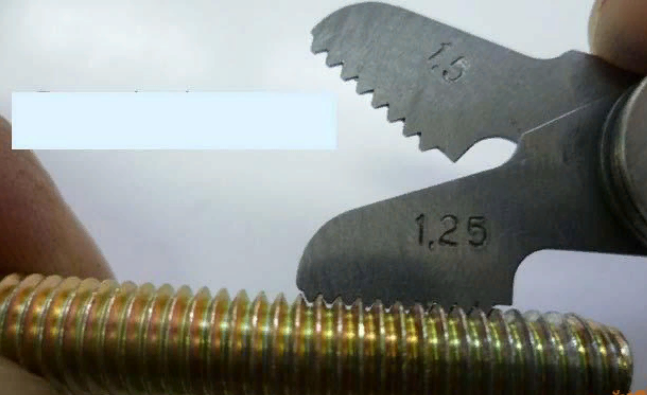 Рис 8 – использование резьбового шагомера Резьбовой микрометр (рис 8) используется для определения среднего диаметра резьбы. По конструкции он аналогичен гладкому микрометру и отличается от последнего устройством пяток, в которых предусмотрены отверстия для помещения сменных вставок 1 и 2 (рис 9а) с измерительными поверхностями в форме выступов и впадин измеряемой резьбы. 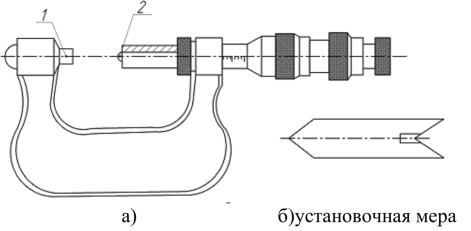 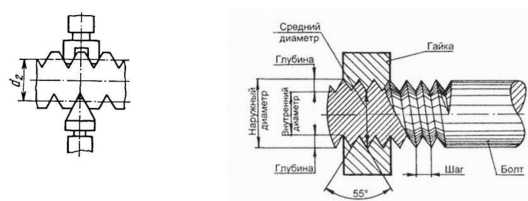 Рис 9 - Схема измерения среднего диаметра резьбы 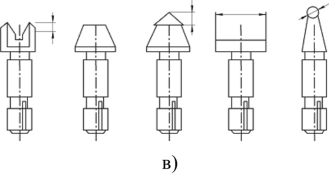 Рис 10 – виды сменных вставок для резьбового микрометра Контроль резьбы в зависимости от ее точности и назначения может осуществляться комплексным или поэлементным (дифференцированным) методами. Комплексным методом резьбовые изделия контролируют с помощью предельных резьбовых калибров. Поэлементный контроль резьбовых изделий используется главным образом для точных резьб: калибров-пробок, резьбообразующего инструмента и т. д. При этом отдельно проверяют средний диаметр d2 (D2), шаг P и половину угла профиля α/2, используя универсальные и специализированные инструменты и приборы. Определение годности резьбовой детали в этом случае производится по приведенному среднему диаметру резьбы, подсчитанному по результатам измерений среднего диаметра, погрешностей шага на длине свинчивания и погрешностей половины угла профиля. Таким образом, при этом способе контроля оценка годности резьбы производится комплексно. Приведенный средний диаметр резьбы d2пр (D2пр) – это значение среднего диаметра, увеличенное для наружной резьбы (или уменьшенное для внутренней резьбы) на суммарную диаметральную компенсацию погрешностей шага fp и половины угла профиля fα.  Для наружной метрической резьбы: – диаметральная компенсация погрешности шага резьбы 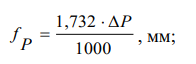 – диаметральная компенсация погрешности половины угла профиля резьбы 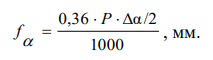 Таким образом, для наружной резьбы приведенный средний диаметр d2пр рассчитывается по зависимости: 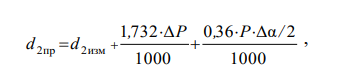 где d2изм – размер среднего диаметра, полученный измерением резьбы, мм; ΔP – погрешность шага на длине свинчивания (абсолютная величина), полученная в результате измерения, мкм; Δα/2 – погрешность половины угла профиля (абсолютная величина), полученная в результате измерения, мин; P – номинальный шаг резьбы, мм. Измерения погрешностей шага ΔP и половины угла профиля Δα/2 производят с помощью инструментального микроскопа, а средний диаметр d2изм измеряют методом трех проволочек с использованием гладкого микрометра. Общие положения при измерении среднего диаметра резьбы Средний диаметр наружной резьбы d2 это диаметр воображаемого соосного с резьбой прямого кругового цилиндра. Образующая воображаемого цилиндра пересекает номинальный профиль резьбы так, что ширина канавки равна толщине выступа. Метод измерения среднего диаметра наружной резьбы с помощью калиброванных проволочек является косвенным методом измерения. Средний диаметр резьбы d2 рассчитывается по зависимостям, приведенным ниже. Сущность метода заключается в следующем: во впадины резьбы закладывают три проволочки равного диаметра d' (рис. 12) таким образом, чтобы одна проволочка лежала с одной стороны резьбы, а две другие с противоположной стороны. С помощью какого-либо контактного прибора, например гладкого микрометра, измеряют размер М. 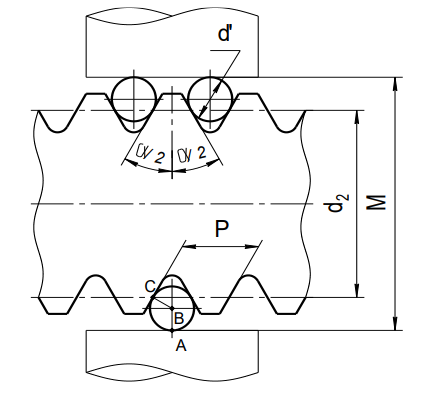 Средний диаметр резьбы d2 связан с размером М следующей зависимостью:  где d' – диаметр проволочек; М – размер по проволочкам (рис. 12); Р – шаг резьбы; α/2 – половина угла профиля метрической резьбы. Для метрической резьбы с углом профиля 60º (α/2 = 30°) зависимость (11) приобретает следующий вид: Лекция 4 Основные термины и определения стандартизации Стандартизация. Сущность, задачи, принципы и методы стандартизации Стандартизация - деятельность по установлению правил и характеристик в целях их добровольного и многократного использования направленная на достижение упорядоченности в сферах производства и обращения продукции и повышение конкурентоспособности продукции, работ и услуг. Стандарт - документ, в котором в целях добровольного многократного использования устанавливаются характеристики продукции, правила осуществления и характеристики процессов проектирования, строительства, монтажа, перевозки, выполнения работ и услуг и т.д. Сущность, задачи Сущность стандартизации состоит в составлении и утверждении как рекомендуемых, так и обязательных норм и характеристик для многократного использования, направленного на обеспечение надлежащего качества товаров и услуг, повышение их конкурентоспособности в сферах обращения продукции, а также обеспечение безопасности труда. Стандартизация устанавливает оптимальную степень упорядоченности в определенных сферах производства и обращения продукции с помощью утвержденных норм и положений. Главными задачами стандартизации являются: 1) обеспечение соответствия товаров и услуг нормам и правилам безопасности для жизни и здоровья потребителя, собственности физических, юридических лиц, государственной собственности, экологии, окружающей среды, в частности, безопасности животных и растений; 2) обеспечение безопасности объектов, для которых существует возможность возникновения различного рода чрезвычайных ситуаций; 3) содействие научно—техническому прогрессу; 4) обеспечение конкурентоспособности продукции и услуг; 5) экономичное использование всех видов ресурсов; 6) совместимость и взаимозаменяемость продукции; 7) единая система измерений. Результатом стандартизации является -Нормативный документ -Стандарт -Технические условия Нормативный документ – документ, в котором утверждаются общие нормы, правила и характеристики для продукции, работ или услуг. Стандарт – нормативный документ, утвержденный соответствующим органом, в котором утверждаются общие принципы, нормы и характеристики для продукции, работ или услуг, причем данные правила устанавливаются для добровольного многократного использования. Технические условия – документ, который утверждает основные технические требования к продукции, работам и услугам. По форме технические условия могут представлять собой стандарт, либо его часть или даже отдельный документ. Областью стандартизации называют систему связанных между собой объектов стандартизации. Орган стандартизации – орган, признанный уполномоченным разрабатывать и утверждать стандарты на региональном или международном уровне. Этапы стандартизации 1. Выбор продукции, работ или услуг, для которых будет проводиться стандартизация. 2. Создание модели для стандартизируемой продукции, работ или услуг. 3. Утверждение оптимального качества созданной модели 4. Утверждение стандартов для созданной модели, стандартизация Принципы стандартизации Перечислим основные принципы стандартизации. 1. Принцип добровольности стандартов реализуется в процессе принятия решения о применении стандарта. 2. При разработке и утверждении стандартов должны учитываться законные интересы заинтересованных лиц. 3. За основу национальных стандартов должны приниматься Международные стандарты. Данный принцип может не выполняться, если применение Международных стандартов в качестве основы национальных признано невозможным. 4. Стандартизация не должна препятствовать нормальному товарообороту больше, чем это необходимо для ее осуществления. 5. Все элементы системы, подвергнутой стандартизации, должны быть совместимы. 6. Все принятые стандарты должны быть максимально динамичны, т. е. должны своевременно адаптироваться к достижениям научно—технического прогресса. 7. Стандартизация должна быть эффективной, т. е. стандартизация должна давать либо экономический, либо социальный эффект. 8. Стандарты не должны противоречить друг другу или техническим регламентам, не должны создавать барьеров в международной торговле. 9. Все стандарты должны быть четко сформулированы и не должны допускать двусмысленных трактовок. 10. Стандарты для готовой продукции должны быть непосредственно связаны со стандартами составных частей или сырья, из которого данная продукция была изготовлена. 11. Стандартизация должна проводиться таким образом, чтобы выполнение установленных стандартов в дальнейшем могло быть объективно проверено. Методы стандартизации. 1. Упорядочение объектов стандартизации является универсальным методом стандартизации товаров, работ и услуг Систематизация объектов стандартизации представляет собой последовательное, научно обоснованное классифицирование и ранжирование конкретных объектов стандартизации. Примерами систематизации являются различные виды общероссийских классификаторов. Селекция объектов стандартизации – это отбор целесообразных для дальнейшего производства и применения объектов стандартизации. Симплификация – деятельность, выявляющая объекты стандартизации, которые нецелесообразно применять для производства. Типизация объектов стандартизации – это разработка и утверждение типовых объектов или образцов. Типизируют конструкции, технологические нормы и правила документации. Типизация проводится с целью выделения общего признака для совокупности однородных объектов. Оптимизация объектов стандартизации – деятельность, определяющая оптимальные главные параметры и значения остальных показателей, необходимых для данного уровня качества. 2. Параметрическая стандартизация – стандартизация, направленная на фиксирование оптимальных численных значений параметров, определяющихся строгой математической закономерностью. 3. Унификация продукции – рациональное сокращение до оптимального уровня числа типов объектов одного функционального назначения.. 4. Агрегатирование. 5. Комплексная стандартизация. 6. Опережающая стандартизация Лекция 5 Межотраслевые системы документов. Национальная система и виды документов по стандартизации. Национальная система и виды документов по стандартизации Техническим регулированием называется правовое регулирование отношений в области установления, применения и исполнения обязательных требований к объектам технического регулирования (ОТР), а также в области установления и применения на добровольной основе этих требований в целях оценки их соблюдения. К ОТР относят: -продукцию (в т.ч. здания, строения и сооружения) -процессы (производства, эксплуатации, хранения) -работу, услуги Документом, устанавливающим обязательные для применения и исполнения требования к ОТР является технический регламент (ТР). В ТР с учетом степени риска причинения вреда устанавливают обязательные минимально необходимые требования, обеспечивающие различные виды безопасности изделий. Прямое или косвенное определение соблюдения требований к ОТР называется оценкой соответствия. Национальная система стандартизации является совокупностью следующих документов: это национальные стандарты, общероссийские классификаторы технико-экономической и социальной информации, правила их разработки и применения, правила стандартизации, нормы и рекомендации в области стандартизации и своды правил, а также участники работ по стандартизации. К документам в области стандартизации, используемым на территории РФ относятся: -национальные стандарты (ГОСТ и ГОСТ Р) -нормативный документ -правила стандартизации, нормы и рекомендации в области стандартизации -применяемые в установленном порядке классификации общероссийские классификаторы технико-экономической и социальной информации -стандарты организаций -своды правил Кроме того, в настоящее время продолжают действовать отраслевые стандарты (ОСТ), принятые в период отраслевого управления народным хозяйством для конкретных отраслей. Нац стандарты разрабатываются в порядке, установленном законодательством РФ, и утверждаются национальным органом по стандартизации, нормами и рекомендациями. Порядок разработки, обсуждения и утверждения стандарта аналогичен порядку утверждения технического регламента, с той лишь разницей, что стандарт подлежит утверждению национальным органом по сертификации, а не Государственной Думой. Общероссийские классификаторы технико-экономической и социальной информации – нормативные документы, распределяющие эту информацию в соответствии с ее классификацией (классами, группами и др) и являющиеся обязательными для применения при создании государственных информационных систем, информационных ресурсов, межведомственном обмене информацией Категории стандартов -стандарты организаций -стандарты отраслей (ОСТ) -стандарты научно-технических, инженерных обществ и других общественных объединений (СТО) Отдельно от них идут -технические условия (ТУ) |