МДК 01.02docx. Лекция 1 Подготовка кромок. Сборка деталей, определение величины зазора. Инструмент для выполнения измерений ушс3
 Скачать 3.46 Mb. Скачать 3.46 Mb.
|

Радиационный метод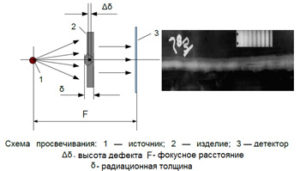 Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений. Для контроля качества сварки используют радиационные методы и устройства. По сути это тот же рентгеновский аппарат, используемый в больницах, или прибор с источником гамма-излучения, приспособленный для облучения сварных соединений.Он основан на способности этих лучей, проникать через любые материалы. Интенсивность проникновения зависит от вида исследуемых веществ. Благодаря этому на фотопленке, стоящей за исследуемым изделием, остается изображение, характеризующее состояние данного материала. Все дефекты сварки в виде неоднородностей выявляются на пленке. Метод контроля очень точный, но дорогой и вредный для людей, требует подготовительных работ по установке защитных экранов и проведения организационных мероприятий. Видео: https://www.youtube.com/watch?v=pvw50-92cAo Лекция № 13: Контроль качества с разрушением сварного соединения. К разрушающим методам контроля относятся способы испытания контрольных образцов с целью получения необходимых характеристик сварного соединения. Эти методы могут применяться как на контрольных образцах, так и на отрезках, вырезанных из самого соединения. В результате разрушающих методов контроля проверяют правильность подобранных материалов, выбранных режимов и технологий, осуществляют оценку квалификации сварщика. Механические испытания являются одним из основных методов разрушающего контроля. По их данным можно судить о соответствии основного материала и сварного соединения техническим условиям и другим нормативам, предусмотренным в данной отрасли. К механическим испытаниям относят: испытание сварного соединения в целом на различных его участках (наплавленного металла, основного металла, зоны термического влияния) на статическое (кратковременное) растяжение; статический изгиб; ударный изгиб (на надрезанных образцах); на стойкость против механического старения; измерение твердости металла на различных участках сварного соединения. Контрольные образцы для механических испытаний варят из того же металла, тем же методом и тем же сварщиком, что и основное изделие. В исключительных случаях контрольные образцы вырезают непосредственно из контролируемого изделия. Варианты образцов для определения механических свойств сварного соединения показаны на рис.4. Статическим растяжением испытывают прочность сварных соединений, предел текучести, относительное удлинение и относительное сужение. Статический изгиб проводят для определения пластичности соединения по величине угла изгиба до образования первой трещины в растянутой зоне. Испытания на статический изгиб проводят на образцах с продольными и поперечными швами со снятым усилением шва заподлицо с основным металлом. Ударный изгиб — испытание, определяющее ударную вязкость сварного соединения. По результатам определения твердости можно судить о прочностных характеристиках, структурных изменениях металла и об устойчивости сварных швов против хрупкого разрушения. В зависимости от технических условий изделие может подвергаться ударному разрыву. Для труб малого диаметра с продольными и поперечными швами проводят испытания на сплющивание. Мерой пластичности служит величина просвета между поджимаемыми поверхностями при появлении первой трещины. Металлографические исследования сварных соединений проводят для установления структуры металла, качества сварного соединения, выявляют наличие и характер дефектов. По виду излома устанавливают характер разрушения образцов, изучают макро- и микроструктуру сварного шва и зоны термического влияния, судят о строении металла и его пластичности. Макроструктурный анализ определяет расположение видимых дефектов и их характер, а также макрошлифы и изломы металла. Его проводят невооруженным глазом или под лупой с 20-ти кратным увеличением. Микроструктурный анализ проводится с увеличением в 50-2000 раз с помощью специальных микроскопов. При этом методе можно обнаружить окислы на границах зерен, пережог металла, частицы неметаллических включений, величину зерен металла и другие изменения в его структуре, вызванные термической обработкой. При необходимости делают химический и спектральный анализ сварных соединений. Специальные испытания выполняют для ответственных конструкций. Они учитывают условия эксплуатации и проводятся по методикам, разработанным для данного вида изделий. Видео: https://www.youtube.com/watch?v=gK4vWzPOvyg Лекция № 14: Назначение и применение сварных конструкций. Классификация сварных конструкций Большое разнообразие сварных конструкций затрудняет их единую классификацию. Сварные конструкции можно классифицировать: по способу получения заготовок (листовые, литосварные, кованосварные, штампосварные); целевому назначению (вагонные, судовые, авиационные и др.); характерным особенностям их работы (балки, рамы, фермы, емкости, сосуды, работающие под давлением, трубы и трубопроводы, корпусные конструкции и т. п.). Типы сварных конструкций. Балки - конструктивные элементы, работающие в основном на поперечный изгиб; жестко соединенные между собой балки образуют рамные конструкции. Колонны - элементы, работающие преимущественно на сжатие или сжатие с продольным изгибом. Решетчатые конструкции - система стержней, соединенных в узлах таким образом, что они испытывают главным образом растяжение или сжатие; к решетчатым конструкциям относятся фермы, мачты, арматурные сетки и каркасы. Конструкции, испытывающие избыточное давление - конструкции, к которым предъявляют требование герметичности соединений; к этому типу конструкций относятся различные емкости, сосуды и трубопроводы. Корпусные транспортные конструкции - конструкции, подвергающиеся динамическим нагрузкам, поэтому к ним предъявляют требования высокой жесткости при минимальной массе (основные конструкции данного типа - корпуса судов, вагонов, кузова автомобилей). Детали машин и аппаратов работают преимущественно при переменных, многократно повторяющихся нагрузках, поэтому характерным требованием для них является получение точных размеров, обеспечиваемое главным образом механической обработкой заготовок или готовых деталей (примерами таких конструкций являются станины, валы, колеса). При изготовлении сварных конструкций выполняют сварные соединения различных видов: Стыковые соединения элементов плоских и пространственных конструкций наиболее распространены. Такие соединения имеют высокую прочность при статических и динамических нагрузках и могут быть выполнены практически всеми видами сварки плавлением. При сварке элементов различной толщины кромку более толстого элемента выполняют со скосом для обеспечения равномерности нагрева кромок и исключения прожогов в более тонком элементе. Тавровые соединения элементов широко распространены при изготовлении пространственных конструкций. Их выполняют как без разделки, так и с односторонней или двусторонней разделкой кромок. При выполнении сварки в разделку должен быть обеспечен провар и высокая прочность соединений при любых нагрузках. Тавровые соединения могут быть выполнены всеми видами сварки плавлением. Нахлесточные соединения часто применяют при сварке листовых заготовок при необходимости простой подготовки и сборки изделий под сварку. Такие соединения менее прочны, чем стыковые. Угловые соединения обычно являются связующими и не предназначены для передачи рабочих нагрузок. Угловые соединения могут быть выполнены всеми видами сварки плавлением. Иногда выполняют прорезные, торцовые и другие соединения. Исключительное разнообразие сварных конструкций затрудняет их единую классификацию. Их можно классифицировать по методу получения заготовок (листовые, листосварные, кованные, штампосварные конструкции), по целевому назначению (вагонные, судовые, авиационные и т.д.), в зависимости от толщины свариваемых элементов (тонкостенные и толстостенные) или по применяемым материалам (стальные, алюминиевые, титановые и т.д.). При рассмотрении вопросов проектирования и изготовления сварных конструкций более целесообразной является классификация в зависимости от характерных особенностей их работы. В этом случае можно выделить следующие типы сварных элементов и конструкций и дать им соответствующие определения. Балки – конструктивные элементы, работающие в основном на поперечный изгиб. Жестоко соединенные между собой балки образуют рамные конструкции. Колоннами называют элементы, работающие преимущественно на сжатие или на сжатие с продольным изгибом. Решетчатые конструкции представляют собой систему стержней, соединенных в узлах таким образом, что стержни испытывают главным образом растяжение или сжатие. К ним относят фермы, мачты, арматурные сетки и каркасы. Оболочковые конструкции, как правило, испытывают избыточное давление – к ним предъявляют требование герметичности соединений. К этому типу относят различные емкости, сосуды и трубопроводы. Корпусные транспортные конструкции подвергаются динамическим нагрузкам. К ним предъявляют требования высокой жесткости при минимальной массе. Основные конструкции данного типа – корпуса судов, вагонов, кузова автомобилей. Детали машин и приборов работают преимущественно при переменных, многократно повторяющихся нагрузках – станины, валы, колеса. Характерным для них является требование точных размеров. При проектировании металлических конструкций необходимо учитывать следующие требования: 1. Условия эксплуатации Удовлетворение заданным при проектировании условиям эксплуатации является основным требованием для металлоконструкций. Оно в основном определяет систему, конструктивную форму сооружения и выбор материала для него. 2. Экономия металла Требование экономии металла определяется большой его потребностью во всех отраслях промышленности (машиностроении, транспорт и т.п.) и относительно высокой стоимостью. 3. Транспортабельность В связи с изготовлением металлических конструкций, как правило, на заводах с последующей перевозкой на место строительства в проекте должна быть предусмотрена возможность перевозки их целиком или по частям (отправочными элементами) с применением соответствующих транспортных средств. 4. Технологичность в изготовлении Металлические конструкции должны проектироваться с учетом требований технологии изготовления и монтажа с ориентацией на наиболее современные и производительные технологические приемы, обеспечивающие максимальное снижение трудоемкости. 5. Скоростной монтаж Конструкция должна соответствовать возможностям сборки ее в наименьшие сроки с учетом имеющегося монтажного оборудования. 6. Долговечность Физический и моральный износ; физический износ связан с процессами коррозии, а также с повреждениями и дефектами, а моральный – с изменением условий эксплуатации. 7. Эстетичность Конструкции независимо от их назначения должны обладать гармоничными формами. Особенно существенно это требование для общественных зданий и сооружений. Лекция № 15: Технология сборки и сварки листовых конструкций https://www.youtube.com/watch?v=hWgWScJ_1fg Лекция № 16: Технология сборки и сварки трубопровода Отличительные особенности. Полуавтоматическая сварка труб не имеет кардинальных отличий от проведения процедуры ручным аппаратом, но по окончании процесса некоторые особенности заметить можно. Полуавтоматический шов будет иметь зигзагообразную форму плавления. Кроме того, сам процесс займет гораздо меньше времени. Проволока-электрод, используемая в полуавтоматической сварке, может иметь диаметр от 0,8 до 1,2 мм в зависимости от специфики труб. Перед началом работ кромки изделия иногда подготавливают разделкой. 2. Область применения полуавтомата. Благодаря различным формам агрегата его можно использовать как в цехах промышленных масштабов, так и на отдельном объекте (выездной формат работ). Полуавтоматическая сварка трубы, как правило, производится на этапе заготовок. Монтаж водопровода, газопровода и оснастки промышленных помещений, как правило, производится на самом объекте при помощи других технологий. Особенности монтажа имеют значение при выборе типа швов. Так, для соединения двух элементов используют стыковые и нахлесточные швы, а в некоторых случаях – угловые. Для монтажа водо- и газоснабжения мастера выезжают на объект и проводят процедуру непосредственно в эксплуатационных условиях. Для простоты перемещения аппарата его устанавливают на специальный прицеп. При этом работы производятся с применением газовой защиты (например, СО2). 3. Подготовительные работы.  Чтобы шов получился качественным, а скрепление прочным, следует провести некоторые подготовительные работы. Сперва необходимо нарезать трубы. Затем под углом снимаются фаски (это делается для более глубокой проварки стыков). После этого счищается верхний слой кромок и оцентровывается место соединения. Для контроля качества операций, проделанных на этом этапе, скос кромок проверяется в нескольких местах, оценивается параллельность деталей изделия (они должны располагаться точно под углом 90° по отношению к центральной оси), осматриваются срезы на предмет чистоты. Наличие на кромках пятен ржавчины или нескольких капель масла существенно снижают прочность сцепления труб. Во избежание подобной ситуации необходимо произвести очистку материала с внешней и внутренней стороны не менее чем на 15 мм от среза. Для четкой стыковки труб необходимо установить их строго параллельно и сделать вдоль места сцепления несколько прихваток – коротких швов того же качества, что и основной. Это делается для того, чтобы зазор не изменял свою конфигурацию во время проведения полуавтоматической сварки трубы. Для сварки сложных материалов (поржавевших, оцинкованных и т. п.) полуавтоматическим способом лучше всего подходят медная и алюминиевая проволоки. Именно они дают равномерный и прочный шов в такой ситуации. |