Сварка. Лекция № 8 Контактная сварка. Лекция 8 Технология и оборудование контактной сварки. Сущность и режимы стыковой, шовной и точечной сварки
 Скачать 471.83 Kb. Скачать 471.83 Kb.
|

|
Лекция №8 Технология и оборудование контактной сварки. Сущность и режимы стыковой, шовной и точечной сварки. Электромеханические виды сварки связаны с применением давления. Нагрев заготовок осуществляется электрической энергией. К электромеханическим видам сварки относятся все способы контактной сварки. При её выполнении используется теплота, выделяющаяся в контакте свариваемых заготовок при прохождении электрического тока. После кратковременного нагрева током соединяемых участков производят осадку разогретых заготовок. Их внешние слои пластически деформируются в процессе осадки, и формируется сварное соединение. Стыковая контактная сварка обеспечивает получение соединения по поверхностям стыкуемых торцов; точечная контактная сварка - между торцами электродов, передающих усилие сжатия; шовная контактная сварка - между вращающимися дисковыми электродами, передающими усилие сжатия; рельефная контактная сварка - на отдельных участках, имеющих характерную форму поверхности, в том числе по выступам. Стыковая контактная сварка. Для осуществления стыковой контактной сварки усилие осадки прикладывают к заготовкам во время нагрева (сварка сопротивлением) или по окончании нагрева (сварка оплавлением). При сварке сопротивлением ток пропускают через предварительно сжатые заготовки. По мере их нагрева усилие сжатия уменьшают. Обычно при завершении нагрева сжатие резко увеличивают. Усилие сжатия снимают после отключения тока. При сварке оплавлением заготовки предварительно сжимают под действием низкого давления (около 7 кПа). При сближении заготовки контактируют по вершинам микронеровностей. В этих точках возникают электрические контакты, плотность тока в которых достигает10-100 кА/  ". ".Металл в точках контакта плавится и взрывообразно разрушается; появляются кратеры с расплавленным металлом. При оплавлении пары металла выбрасываются из зоны сварки и препятствуют её окислению. После оплавления заготовок их концы быстро осаживают на требуемую величину, формируя сварное соединение. При питании сварочной цепи переменным током в течение одного полупериода происходит рост и взрыв перемычек. На участке А – Б (рис. 1, а) сопротивление единичной перемычки с течением времени быстро уменьшается, а затем растёт (участок Б - В). Расплавленная перемычка сжимается под действием собственного электромагнитного поля, и рост сопротивления увеличивается (участок В - Г). Вследствие перегрева перемычка взрывается. После взрыва часть расплавленного металла остаётся на заготовках, а его другая часть испаряется, создавая благоприятные условия для кратковременного дугового разряда. Разряд быстро затухает, и сопротивление резко возрастает (участок Г- Д). Проковка заготовок сопровождается уменьшением их линейных размеров. При осуществлении стыковой контактной сварки сопротивлением нагрев металла производят без оплавления стыкуемых торцов. 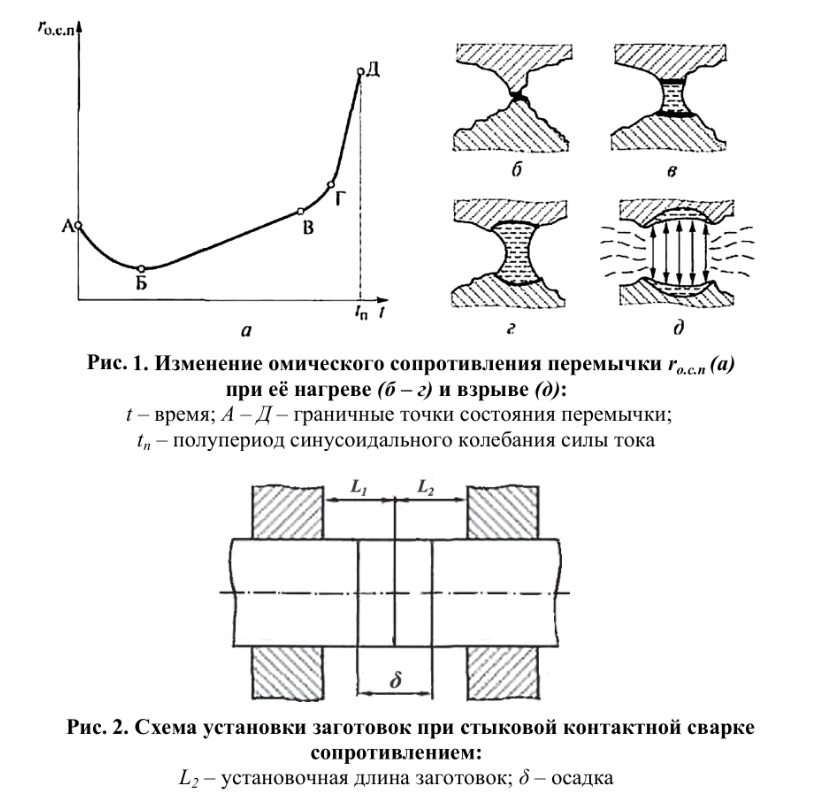 При стыковой контактной сварке оплавлением нагрев металла сопровождается оплавлением стыкуемых торцов. При непрерывном оплавлении заготовки помещают в электроды сварочной машины с небольшим зазором по торцам (рис. 3). 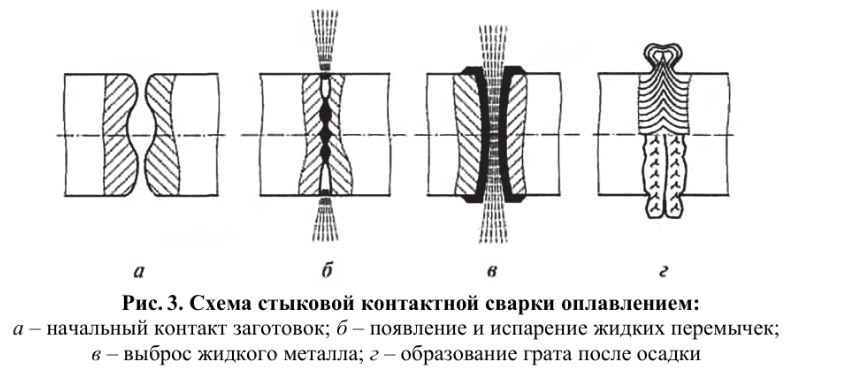 После подключения источника питания заготовки сближают. Сначала их соприкосновение происходит по небольшим площадкам, через которые протекает ток высокой плотности. Между торцами заготовок появляются перемычки из жидкого металла. Одновременно возрастает сила сварочного тока, и развивается температура до 8000 °С. Под воздействием высокой температуры перемычки испаряются. Давление паров металла в момент испарения перемычек достигает десятков МПа. Под действием электромагнитного поля из стыка выбрасывается часть металла в виде искр (капель) и паров, а вместе с металлом - и загрязнения (оксидные плёнки), которые находились на торцах. По мере сближения заготовок число контактов (оплавленных выступов) увеличивается. После равномерного оплавления всей поверхности свариваемого стыка ток отключают и заготовки осаживают. При этом жидкий металл и часть пластически деформированного металла выдавливаются из стыка наружу, образуя грат. Для прутков и трубчатых заготовок установочная длина равна (0,75-1,0)⸹, а для плоских заготовок - (4-5)⸹. Полная осадка равна сумме припусков на оплавление и осадку. При прерывистом оплавлении заготовки под напряжением приводят в кратковременное соприкосновение и вновь разводят на небольшое расстояние. При смыкании заготовок происходит прерывистое оплавление торцов, заготовки укорачиваются на заданную величину и одновременно равномерно разогреваются по сечению. Число смыканий может составлять от двух до нескольких десятков в зависимости от размеров сечения заготовок. После равномерного оплавления всей поверхности свариваемого стыка сварочный ток отключают и заготовки осаживают. По окончании сварки обработка сварного соединения предусматривает удаление грата, правку изделия, а также нагрев шва и околошовной зоны для улучшения структуры сварного соединения. Точечная контактная сварка. Она подразделяется по числу сварных точек - на одноточечную контактную сварку (рис. 4, а) и многоточечную (рис. 4, б), а по способу подвода тока - на двустороннюю (рис. 4, а, б), одностороннюю (рис. 4, в) и с косвенным подводом (рис. 4, г). После выдержки, необходимой для формирования надёжного электрического контакта, на электроды подают напряжение 5-6 В. Кратковременный (длительностью 10-100 мс) мощный импульс сварочного тока обеспечивает быстрый нагрев зоны сварки и образование зоны расплавления - жидкой точки 3 между контактными поверхностями. Нагрев сопровождается пластической деформацией металла заготовок, и вокруг жидкой точки образуется уплотняющий поясок 4, который предотвращает окисление и выплеск жидкого металла. 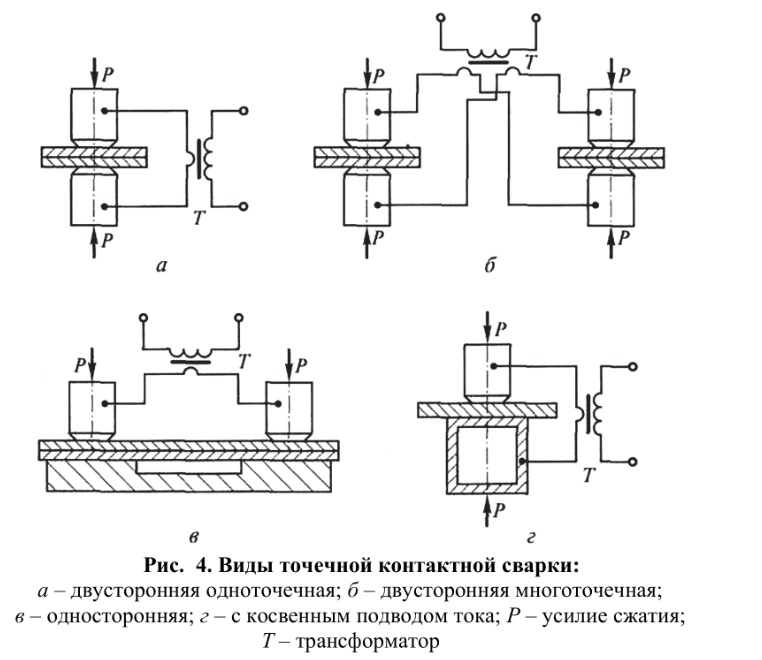 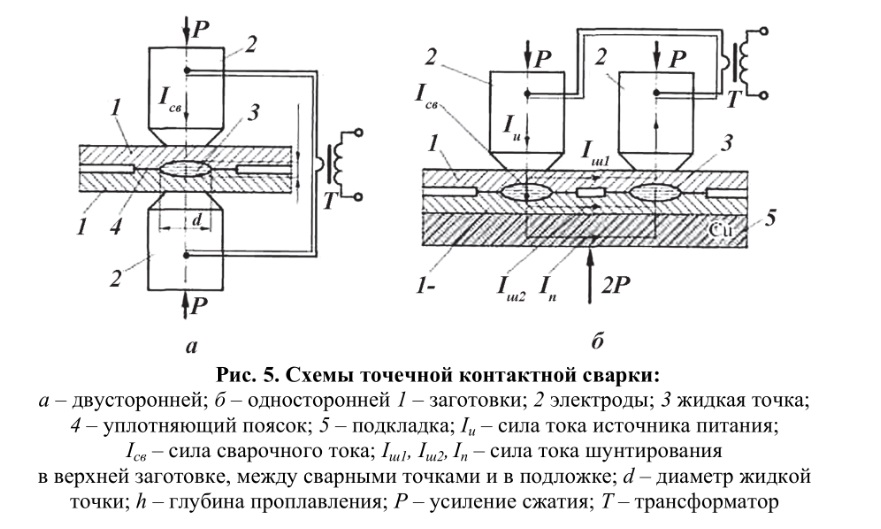 При двусторонней сварке (рис. 5, а) заготовки 1 устанавливают между нижним и верхним электродами 2 сварочной машины. Заготовки сжимают усилием Р. После выключения тока металл ядра быстро охлаждается и кристаллизуется. Между заготовками образуется прочная металлическая связь. При односторонней сварке (рис. 5, б) заготовки устанавливают на подкладку 5 (медную плиту) и прижимают электродами, расположенными по одну сторону заготовок. Точечная сварка всегда начинается с предварительного сжатия заготовок для обеспечения их хорошего контакта. При сварке между заготовками появляется полость, заполненная расплавленным металлом заготовки (жидкая сварная точка, или ядро). Кристаллизация ядра сопровождается его усадкой с возможным образованием раковин и пор. Обжатие кристаллизующегося металла способствует его уплотнению. Поэтому снятие давления с электродов должно запаздывать относительно момента выключения тока на время  , достаточное для завершения кристаллизации ядра. Кристаллизация под давлением обеспечивает проковку, а также отсутствие несплошностей (трещин, усадочных раковин) и повышенных остаточных напряжений в литом металле сварной точки. , достаточное для завершения кристаллизации ядра. Кристаллизация под давлением обеспечивает проковку, а также отсутствие несплошностей (трещин, усадочных раковин) и повышенных остаточных напряжений в литом металле сварной точки. Нагрев при точечной контактной сварке характеризуется малой продолжительностью (от тысячных долей секунды до нескольких секунд) и значительной неравномерностью. Наиболее интенсивно нагревается центральная часть ядра, в пределах которой сила тока наибольшая. На определённом этапе (30-50 %  ) появляется жидкое ядро. Оно увеличивается в объёме, перемешивается и выравнивается по составу под влиянием электромагнитного поля. После кристаллизации образуется прочное соединение заготовок. ) появляется жидкое ядро. Оно увеличивается в объёме, перемешивается и выравнивается по составу под влиянием электромагнитного поля. После кристаллизации образуется прочное соединение заготовок.Расплавленный металл удерживается в ядре окружающим его кольцом плотно сжатого пластичного металла. При нарушении сплошности этого кольца жидкий металл, сдавленный в ядре, частично выбрасывается. Выплеск металла происходит в начале процесса при слишком быстром нагреве и недостаточном давлении (металл плавится до образования уплотняющего кольца) или при окончании чрезмерного нагрева, когда из-за значительного увеличения ядра его тонкая оболочка прогибается, гидростатическое давление в ядре растёт и кольцо прорывается. На стадии охлаждения и кристаллизации ядра уменьшение его объёма неравномерно по сечению. Наибольшее уменьшение объёма (усадка ядра) должно наблюдаться в его центральной области. Однако дальнейшему уменьшению его объёма препятствуют расположенные рядом слои металла околошовной зоны. Усадка ядра сопровождается деформацией металла от края сварной точки к её центру. Эта деформация способствует образованию несплошностей, особенно при повышенных усилиях проковки. Ядро охлаждается с большой скоростью (до 10 000 °С/с). При малом усилии сжатия в процессе охлаждения возможно образование усадочной раковины и трещин. Усадочные раковины и трещины можно устранить дополнительной проковкой электродами в заключительной фазе кристаллизации. Различают сварку на мягких и жёстких режимах. Для мягкого режима характерны большая продолжительность протекания сварочного тока (0,5-3,0 с), плавный нагрев металла с появлением большой зоны термического влияния и минимальный диаметр ядра. Формирование ядра при медленном нагреве существенно зависит от давления. С увеличением давления уменьшается тепловыделение и растёт отвод тепла, что приводит к уменьшению ядра. Мягкий режим целесообразен для сварки углеродистых и низколегированных сталей, склонных к закалке. Для жёсткого режима характерны предельно возможная сила сварочного тока, малая продолжительность протекания сварочного тока (1-10 мс) и большое усилие сжатия электродов. Такой режим рекомендуется для сварки высоколегированных сталей, алюминиевых и медных сплавов. Диаметр ядра d возрастает с увеличением толщины металла s более тонкой из двух свариваемых заготовок (при s 2 0,5 мм) в соответствии с приближённой зависимостью d = 2s + 3 (в мм). Низкоуглеродистые стали сваривают при плотностях тока 80-150 А/ (мягкий режим) или 200-500 А/ (жёсткий режим). Для хромоникелевых сталей плотность тока повышают на 30 40 %. Для алюминиевых сплавов плотность тока достигает 2 кА/ . Рекомендуемое сварочное давление составляет: для низколегированных сталей 70-100 МПа; для хромоникелевых сталей - 180-250 МПа; для алюминиевых сплавов - 120-200 МПа.Шаг между сварными точками определяется условиями шунтирования и беспрепятственной пластической деформации. Минимальное расстояние между сварными точками должно составлять более 4,5 суммарной толщины свариваемых листов. С увеличением толщины заготовок возрастает минимальный допустимый шаг между точками и наименьшее расстояние от них до элементов, затрудняющих деформацию заготовок. При сварке аустенитных сталей и сплавов с высоким удельным сопротивлением минимальный шаг точек на 15-20 % меньше, а при сварке алюминиевых сплавов - на 25-30 % больше, чем при сварке конструкционных сталей. Одной из разновидностей точечной контактной сварки является многоточечная сварка, при выполнении которой за один цикл свариваются несколько точек. При параллельной сварке электроды одновременно прижимаются к заготовкам, что обеспечивает минимальное коробление изделия и высокую точность его сборки. При последовательной сварке электроды опускают поочерёдно или одновременно, а ток подключают поочерёдно к каждой паре электродов. В крупносерийном и массовом производстве (автомобильная и тракторная промышленность) применяют программируемые многоточечные машины параллельной сварки, обеспечивающие производительность до 1 500 точек в минуту. Рельефная контактная сварка. При рельефной контактной сварке на одной из листовых заготовок предварительно изготавливают рельеф (выступы круглой, продольной, кольцевой или иной формы). Далее заготовки сжимают и подают ток. Прогрев осуществляют до появления жидких точек между контактирующими поверхностями. После этого производят проковку. Шовная (роликовая) контактная сварка. Шовная контактная сварка предназначена для соединения листов металла непрерывным швом. Для этого заготовки размещают между вращающимися роликами - электродами. Шовную контактную сварку, так же, как и точечную контактную сварку, можно выполнять при одностороннем и двустороннем расположении роликов (рис. 6). Ток при шовной контактной сварке включают после сжатия заготовок роликами. При этом ролики могут вращаться непрерывно (непрерывная сварка) или периодическая (шаговая сварка). При непрерывном вращении роликов ток на участке контакта заготовок подают без пауз или в импульсном режиме. 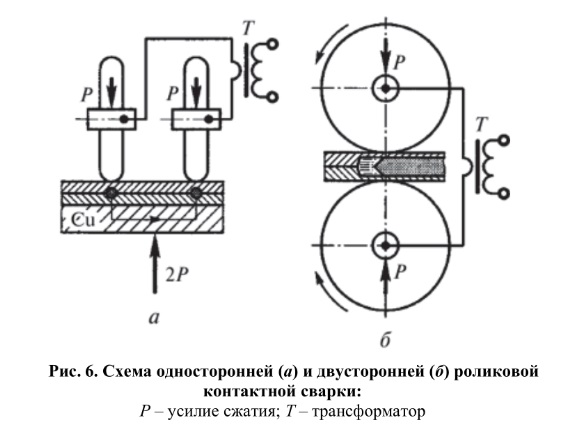 При подаче тока без пауз образуется сплошной сварной шов. Шовной контактной сваркой с непрерывной подачей переменного тока можно соединять заготовки толщиной не более 0,5 мм. При большей толщине кристаллизация расплава под роликами не успевает завершиться, происходит перегрев металла шва и околошовной зоны, что отрицательно сказывается на качестве шва и работоспособности роликов. При импульсной подаче тока перегрева металла не происходит. При этом образуется ряд сварных точек. Сокращение продолжительности паузы t, обеспечивает перекрытие точек. Для получения герметичного шва необходимо, чтобы сварные точки перекрывали друг друга на 1/3 или 1/4 их диаметра. В отличие от точечной контактной сварки образование сварного шва при шовной контактной сварке происходит при значительном шунтировании тока ранее сваренным участком и сильном разогреве свариваемых кромок. Компенсация шунтирования требует увеличения силы сварочного тока по сравнению с точечной контактной сваркой на 20-30 %. Сварка при меньшей силе тока приводит к непроварам, а при большей к подплавлению поверхности заготовок и налипанию материала заготовок на ролики. Из-за влияния шунтирования нецелесообразно сваривать листы суммарной толщиной более 3 мм. При сварке алюминиевых сплавов плакированных материалов (металлов с покрытиями) применяют импульсную сварку с прерывистой подачей роликов (включение тока происходит при неподвижных роликах, их вращение - при выключенном токе). Такой цикл позволяет подавать в сварочную цепь токи значительно большей силы и обеспечивает наименьший перегрев роликов. Контрольные вопросы. 1. Опишите процесс формирования сварного шва при стыковой контактной сварки. 2. Опишите технологический процесс прерывного и не прерывного оплавления заготовки в ходе стыковой контактной сварки. 3. Укажите метод устранения усадочных раковин и трещин при точечной контактной сварке. 4. Какие особенности характеризуют мягкий и жесткий режим точечной контактной сварки. 5. Перечислите виды точечной контактной сварки. 6. Опишите процесс формирования сварного шва при шовной контактной сварке. 7. Укажите влияние силы тока на качество шва при шовной контактной сварке. |