ПИЛ. Межгосударственный стандарт онтроль неразрушающий соединения сварные
 Скачать 0.76 Mb. Скачать 0.76 Mb.
|

|
(Измененная редакция, Изм. № 1). Форма и размеры канавочных эталонов чувствительности приведены на черт. 2 и в табл. 3. А Черт. 2
Форма и размеры пластинчатых эталонов чувствительности приведены на черт. 3 и в табл. 4. 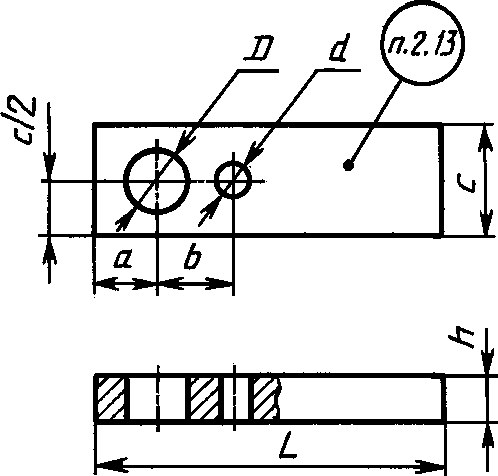 Черт. 3
Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) — номер эталона. Условные обозначения материала эталона чувствительности: для сплавов на основе железа — 1, алюминия и магния — 2, титана — 3, меди — 4, никеля — 5. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна h. При маркировке эталонов отверстиями длина эталона № 1 составляет 27_0 52 мм, № 2 — 38,5 о 62 мм, № 3 — 53 0 74 мм. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта. ПОДГОТОВКА К КОНТРОЛЮ Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка. После зачистки сварного соединения и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||