Методичка. методичка РДС. Методические указания к лабораторной работе по дисциплине Технология конструкционных материалов
 Скачать 0.74 Mb. Скачать 0.74 Mb.
|

|
Федеральное Агентство по Образованию Государственное образовательное Учреждение высшего профессионального образования Тольяттинский государственный университет Кафедра «Техническая эксплуатация автомобилей и восстановление деталей» МЕТОДИЧЕСКИЕ УКАЗАНИЯ к лабораторной работе по дисциплине «Технология конструкционных материалов» РУЧНАЯ ДУГОВАЯ СВАРКА СТАЛЬНЫХ ИЗДЕЛИЙ ПОКРЫТЫМИ ЭЛЕКТРОДАМИ Для студентов очной, заочной форм обучения. Тольятти – 2014 г. 1. Цель работы: ознакомиться с параметрами режима и техникой сварки стальных изделий покрытым электродом. 2. Перечень оборудования и материалов: Источник питания, электрододержатель со сварочным кабелем, стальные покрытые электроды, детали, подлежащие сварке, измерительный инструмент, металлическая щетка, молоток. 3. Общие теоретические сведения по сварке. 3.1 Сущность способа. При ручной дуговой сварке покрытыми металлическими электродами, сварочная дуга горит с электрода на изделие, оплавляя кромки свариваемого изделия и расплавляя металл электродного стержня и покрытие электрода (рис.1). Кристаллизация основного металла и металла электродного стержня образует сварной шов. 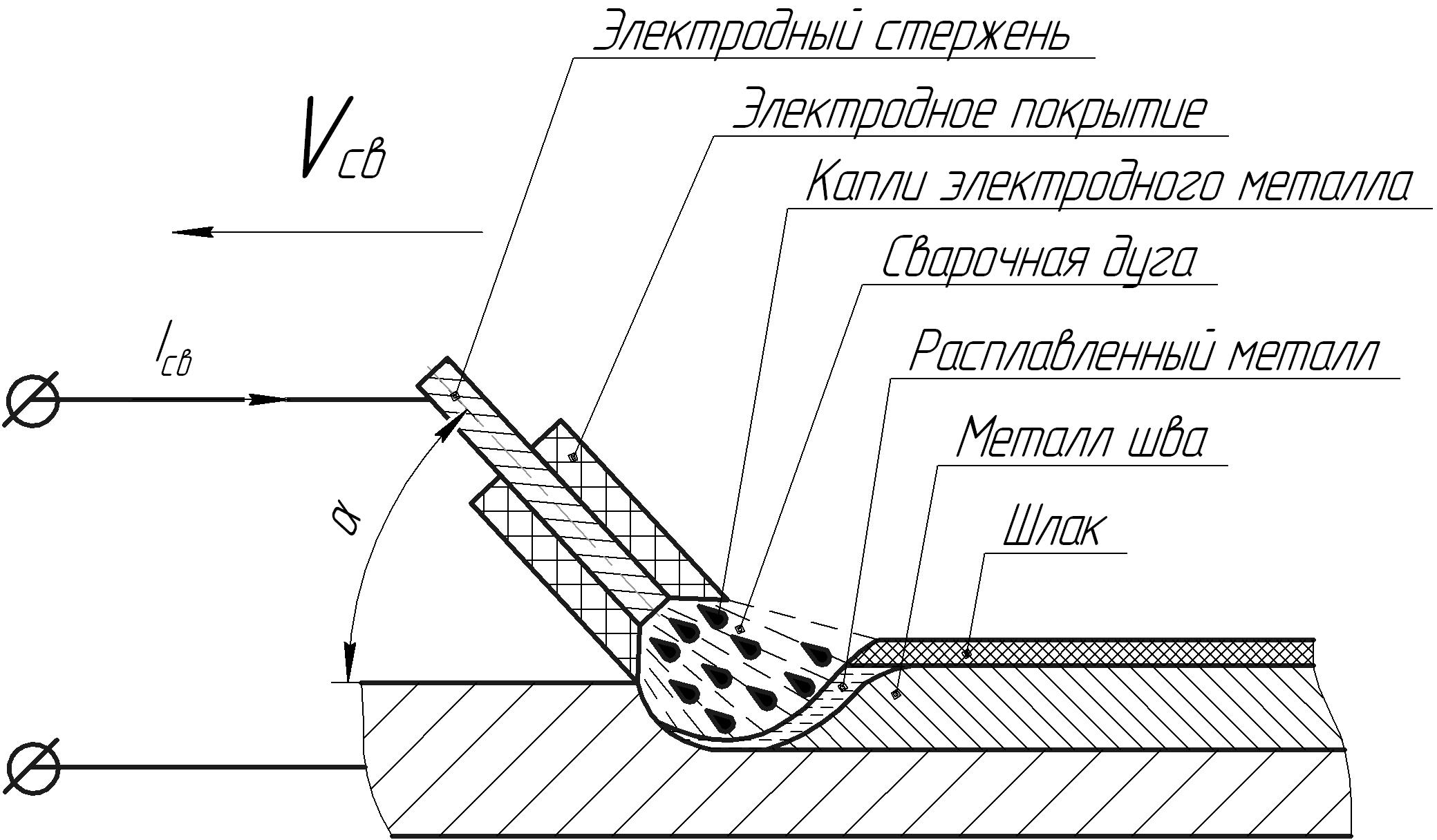 Рис. 1 Схема сварки покрытым металлическим электродом. Электрод состоит из электродного стержня и электродного покрытия (рис.1). Электродный стержень – сварочная проволока, которая, по своему химическому составу, должна быть наиболее близкой к составу основного металла, в противном случае механические характеристики сварного соединения могут быть не удовлетворительными. Электродное покрытие – многокомпонентная смесь металлов и их оксидов, которое необходимо для защиты сварочной дуги и металла сварочной ванны от воздействия атмосферы. По функциональным признакам компоненты электродного покрытия разделяют: Газообразующие: - защитный газ; - ионизирующий газ; Шлакообразующие: для физической изоляции расплавленного металла от активных газов атмосферного воздуха; - раскислители; - рафинирующие элементы; - легирующие элементы; - связующие; - пластификаторы. 3.2 Подготовка изделия к сварке. Свариваемые кромки необходимо зачистить от окалины и ржавчины, обезжирить, при необходимости разделать кромки. Разделка кромок проводится в случаях, когда толщина свариваемых изделий превышает 3-5 мм, в этих случаях полное проплавление металла без разделанных кромок становится затруднительным.  Рис.2 Вид сварного шва в поперечном разрезе. 3.3 Виды разделки кромок. Существуют четыре основных вида разделки кромок под сварку:V-образный, Y-образный, Х-образный, и U-образный (рис.3). Чаще всего проводится Y-образная разделка кромок, но при данном виде разделки кромок после сварки возникают большие остаточные деформации, поэтому в ряде случаев целесообразно применять Х-образную разделку. В особых случаях, когда существует повышенное требование к качеству сварного шва, применяется U-образная разделка. 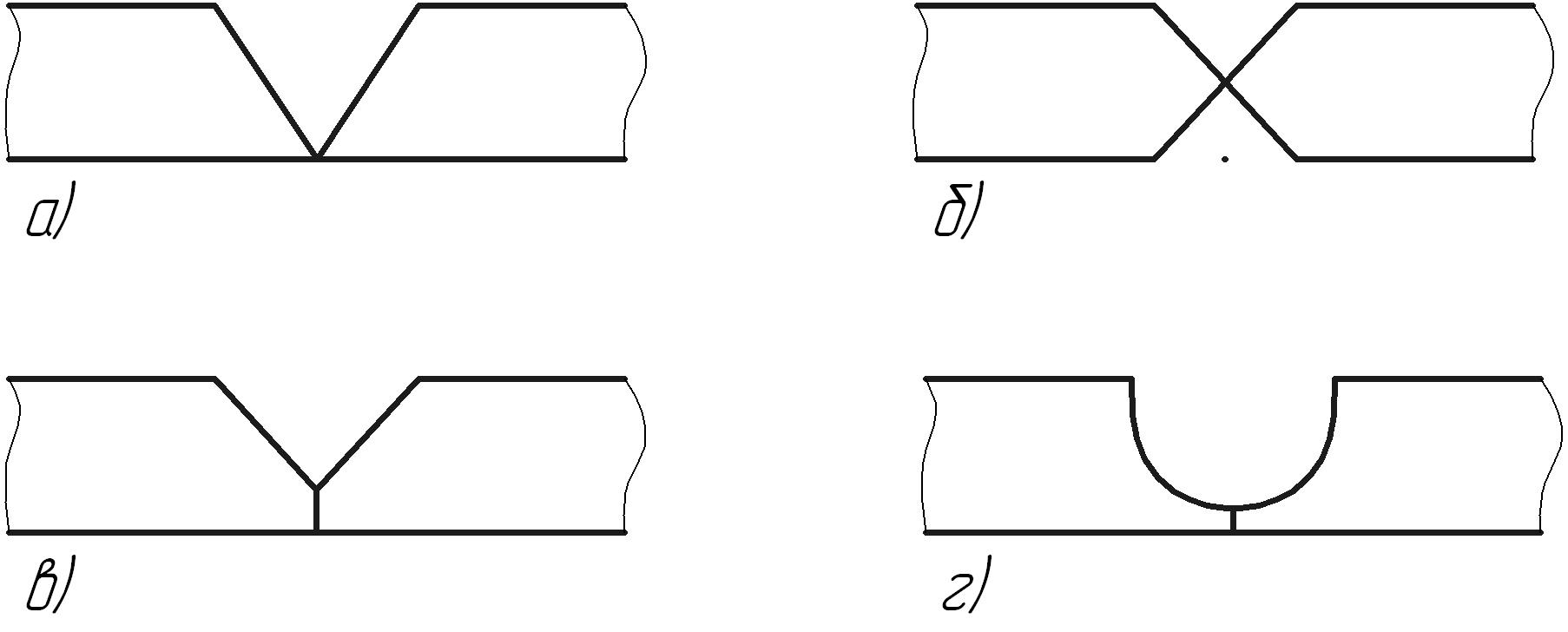 Рис.3 Виды разделки кромок: а) V-образная; б) X-образная; в) Y-образная; г) U-образная. 3.4 Зажигание сварочной дуги. Зажигание (возбуждение) производится двумя способами (рис. 4).  Рис.4 Схема зажигания сварочной дуги При первом способе электрод перпендикулярно подводят к месту начала сварки и после сравнительно легкого прикосновения к изделию отводят вверх на расстояние 3…5 мм (рис.4, а). Второй способ напоминает процесс зажигания спички (рис.4, б). При обрыве дуги повторное зажигание ее осуществляется впереди кратера на основном металле с возвратом к наплавленному металлу, для вывода на поверхность загрязнений, скопившихся в кратере. После этого сварку ведут в нужном направлении. 3.5 Положение и перемещение электрода при сварке. Положение электрода зависит от положения шва в пространстве. Различают следующие положения швов: (рис. 5): нижнее, вертикальное и горизонтальное на вертикальной плоскости, потолочное. Сварку вертикальных швов можно выполнять сверху вниз и снизу вверх. При сварке в нижнем положении электрод имеет наклон от вертикали в сторону направления сварки. 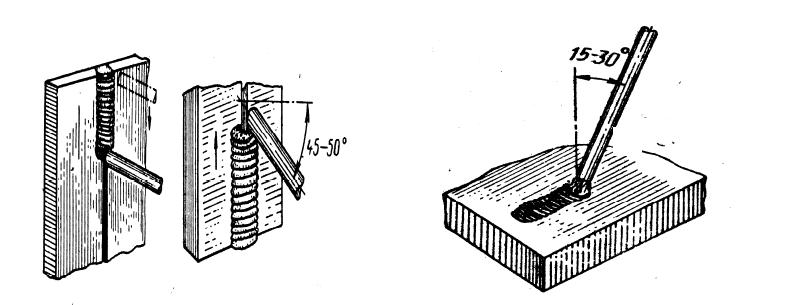 а) б) в) Рис. 5 Схемы сварки: а) вертикальный сверху вниз; б) вертикальный снизу вверх; в) нижний шов. 3.6 Типы сварных соединений. Существует четыре типа сварных соединений: Стыковое соединение - сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 6). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис. 6, б). 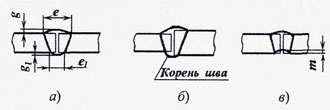 Рис. 6 Стыковые соединения Угловое соединение - сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис.7).  Рис. 7 Угловые соединения (k – катет шва) Тавровое соединение - сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис.8). 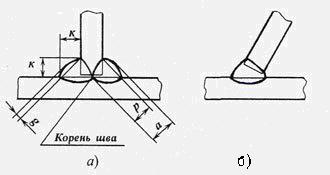 Рис. 8 Тавровые соединения Нахлесточное соединение - сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис.9, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов). Торцовое соединение - сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 9, е). 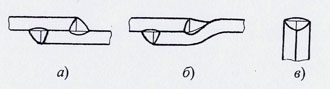 Рис. 9 Нахлесточные (а, б) и торцовое соединения (в) 3.7 Порядок выполнения швов. В зависимости от длины различают швы: короткие (250…300 мм) – сварка ведется напроход (рис.10, а); средние (350…1000 мм ) – сварка ведется от середины к краям (рис.10, б); длинные (более 1000 мм) – сварка обратно-ступенчатым способом (рис.10, в). В зависимости от размеров сечения швы выполняют однопроходными, или однослойными (рис.11, а); многослойными (рис.11, б); многопроходными (рис.11, в). Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие увеличения зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термообработку при наложении следующего шва, что позволяет получать измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.  Рис. 10. Выполнение шва в зависимости от его длины: а) короткий; б) средний; в) длинный. 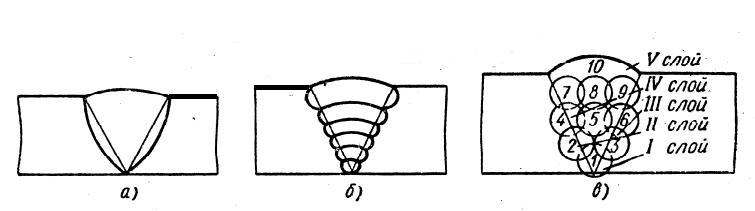 Рис.11 Схема сварного шва: а) однослойный; б) многослойный; в) многопроходный. Расположение слоев при многослойной сварке бывает трех видов: последовательное наложение каждого слоя по всей длине шва (рис.11, а), наложение «каскадным» способом (рис.11, б) и наложение способом «горки» (рис.11, в). Оба последних способа применяют при сварке металла значительной толщины (свыше 20…25 мм). При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва. 3.8 Дефекты сварных соединений. Согласно ГОСТ 23055—78* для соединений, выполненных сваркой плавлением, возможно образование шести видов дефектов: - пористость шва (рис.14): сферическая, канальная, цепь пор, группа пор, линейная (протяженная); - шлаковые и металлические включения (рис.14) разделяются на шлак компактный, шлак линейный, металлические включения, поверхностные включения; - несплавление: по кромкам (рис.14) и между слоями многослойного шва; - непровар в корне одностороннего шва без подреза и с подрезом, двухстороннего шва, межслойный непровар многослойного шва; - трещины: поперечные и продольные; - дефекты формы шва (рис.12, 13): чрезмерный провар корня (прожог, протек), неровности (наплывы, вмятины и пр.), подрезы, несовпадение кромок и т. п. Все эти дефекты ухудшают механические свойства сварных соединений и, следовательно, работоспособность конструкций. Часть из них, такие, как наружная пористость и наружные включения, прожоги, неплотности шва, подрезы, вмятины» недостаточные размеры швов и усилений, должна быть исправлена немедленно при обнаружении силами сварщика, допустившего дефект. Непровары, внутреннюю пористость, включения, наплывы, резкие переходы и чрезмерную выпуклость, грубую чешуйчатость можно исправить только путем вырубки или вышлифовки дефектных мест с последующей заваркой, если это требуется. Особое внимание следует уделить предупреждению непроваров, которые образуются при неправильной форме разделки стыкового шва, слишком большом притуплении и малом зазоре или вследствие плохой очистки корня шва перед выполнением подварочного валика, а также обратного шва при двухсторонней сварке. Наиболее опасны и недопустимы трещины всех видов, при обнаружении которых сварное соединение бракуется или же подлежит исправлению. Исправление возможно при наличии единичных трещин, а сварное соединение с множественными трещинами исправлению не подлежит. 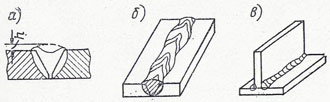 Рис. 12. Дефекты формы и размеров шва: а) неполномерность шва; б) неравномерность ширины стыкового шва; в) неравномерность по длине катета углового шва; h - требуемая высота усиления шва. 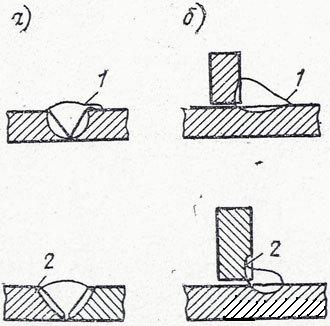 Рис. 13. Наружные дефекты в швах: а) стыковых; б) угловых; 1 - наплыв; 2 - подрез. 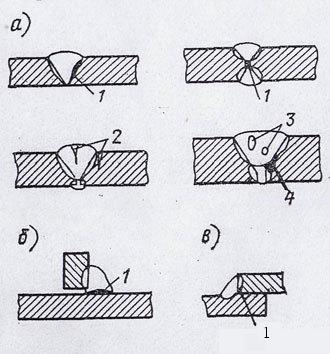 Рис. 14. Дефекты макроструктуры в швах: а) стыковых; б) угловых; в) нахлесточных; 1 - непровар; 2 - трещины; 3 - поры; 4 — шлаковые включения 3.9 Технология заварки трещин. Заварка (ремонт) трещин без соответствующей подготовки может вызвать их мгновенное распространение даже при незначительных нагрузках и снижении температуры. Поэтому подготовку кромок под сварку и наложение сварных швов при заварке ручной дуговой сваркой проводят в соответствии с требованиями ГОСТ 5264 и ГОСТ 11534. Перед разделкой необходимо тщательно осмотреть трещину, точно определить ее концы (границы трещины хорошо проявляются при нагреве их газовой горелкой до температуры 100-150°С), накернить их, затем засверлить сверлом диаметром 6-10 мм, а при толщине детали более 100-125 мм — сверлом диаметром 20-25 мм. Сверление выполнять так, чтобы центр отверстия совпадал с концом трещины или был на 3-5 мм дальше трещины. Для лучшего провара отверстия в конце трещины следует раззенковать на 1/2-1/3 толщины стенки. Несквозные трещины необходимо разделывать на глубину, превышающую глубину их залегания не менее чем на 3 мм. 3.10 Определение режимов сварки. Для получения качественного сварного шва необходимо правильно выбрать режим сварки, определяемый диаметром электрода, величиной сварочного тока и длиной дуги. Диаметр электрода выбирают в зависимости от толщины металла и типа сварного соединения. При этом используют следующие данные: Таблица 1 Выбор диаметра электрода при стыковых соединениях.
Таблица 2 Выбор диаметра электрода при угловых и тавровых соединениях
Величина сварочного тока зависит от толщины свариваемого металла, типа соединения, скорости сварки, положения шва в пространстве, толщины и вида покрытия электрода, его диаметра и рабочей длины. Силу сварочного тока определяют по формуле Iсв=πdэ2*j/4, (1) где dэ - диаметр электрода (электродного стержня), мм; j - допускаемая плотность тока, А/мм2. Плотность тока - одна из основных характеристик электрического тока; равна электрическому заряду, переносимому в 1 с через единичную площадку, перпендикулярную направлению тока. Таблица 3 Значения допускаемой плотности тока в электроде
При приближенных вычислениях величина сварочного тока может быть определена по следующей формуле: I=kd (2) где I – сварочный ток, А; d – диаметр электрода, мм; k – коэффициент пропорциональности, равный 45 – 60 А/мм при ручной сварке стальными покрытыми электродами. 4. Порядок выполнения работы. 1. Перед началом работы изучить общие теоретические сведения по сварке стальным покрытым электродом. 2. Получить у преподавателя заготовку. 3. Замерить толщину детали. 4. Произвести разделку кромок. 5. Выбрать диаметр электрода. 6. Рассчитать режимы сварки. 7. Произвести сварку заготовок. 8. После сварки произвести очистку сварного шва и околошовной зоны от шлака от шлака и брызг металла. 9. Провести визуальный контроль качества сварного соединения. 10. Дать оценку качества сварного соединения, выявить внешние дефекты шва и описать причины их возникновения. 5. Содержание отчета. Название работы. Цель лабораторной работы. Краткие теоретические сведения. Методика проведения и результаты экспериментов. Анализ полученных результатов. Выводы, заключение. 6. Контрольные вопросы. 1. Какие существуют способы зажигания дуги? 2. Какие существуют схемы положения шва в пространстве? 3. Какой угол отклонения электрода от вертикали при сварке в нижнем положении? 4. Какие различают сварные швы в зависимости от длины? 5. В каком случае ведется сварка напроход? 6. В каком случае ведется сварка от середины к краям? 7 В каком случае ведется сварка ступенчатым способом? 8. Какие способы наложения швов применяют при сварке металла большой толщины? 9. В зависимости от чего выбирают диаметр электрода? 10. Как рассчитать величину сварочного тока? 11. Технология заварки трещин. 12. Типы сварных соединений. 13. Какие функции выполняет электродное покрытие? 7. Список используемой литературы. 1. Геворкян В.Г. Основы сварочного дела - М.: Высш. школа, 1985.-168 с. 2. Шебеко Л.П. Производственное обучение электро-газосварщиков - М.: Высш. школа,1984.-167 с. 3. Думов С.И. Технология электрической сварки плавлением - Л.: Машиностроение.1987.-461с. | |||||||||||||||||||||||||||||||||||||||