методичка 2204. Методические указания по их выполнению. Все специальности. 3 Общие положения
 Скачать 1.08 Mb. Скачать 1.08 Mb.
|

|
Указания по оформлению работы Контрольные работы должны выполняться в отдельной тетради, где правой стороны каждого листа следует оставлять чистую полосу шириной 4 см – для замечаний преподавателя. В целях экономии времени и сокращения объема письменной работы - не рекомендуется переписывать в тетрадь условия задач. Однако, обязательно следует указывать номер каждой задачи и её наименование. Прежде чем приступить к решению задач, следует хорошо усвоить учебный материал согласно программе курса и иметь стандарты и справочные материалы. Графическая часть работы должна выполняться в строгом соответствии с требованиями ЕСКД. Расположение полей допусков отверстия и вала на схеме изображается на миллиметровой бумаге в масштабе М 1000:1, т.е. 1 мм на эскизе должен соответствовать отклонению от номинального размера в 1 мкм. Результаты решения задач представляются в виде итоговых таблиц, Образцы которых приведены ниже. Ответы на контрольные вопросы после изучения учебного материала следует давать обоснованно, кратко и четко, не допуская переписывания учебников. Объем ответа на один вопрос не должен превышать 2-х страниц. Работа должна выполняться аккуратно, чернилами, без исправлений результатов. На проверку студентом сдаются вместе со второй контрольной работой и настоящие методические указания. Без выполнения этих указаний контрольные работы проверяться не будут. - 13 - 3. СПИСОК РЕКОМЕНДУЕМЫХ ИСТОЧНИКОВ 1. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. - М., Машиностроение, 1979, 344 с. 2. Допуски и посадки. Справочник в 2-х частях, изд. 6-ое. М., Машиностроение, 1982, 875 с. (или издание 5-е, I978 г.) 3. ВСТИ. Задания и методические указания к расчетно-графической курсовой работе. М., ВЗМИ, 1986. 4. Дунин-Барковский И.В., Взаимозаменяемость, стандартизация и технические измерения. М., Издательство стандартов, 1985 (1986). 5. ГОСТ 25346-82 (СТ СЭВ 145-75). Дополнительная литература 6. Болдин Л. А. Основы взаимозаменяемости и стандартизации в машиностроении, М., Машиностроение, 1984, 272 с. 7. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения, М., Машиностроение, 1980, 527 с. 8. Белкин И.М. Справочник по допускам и посадкам дал рабочего-машиностроителя. М., Машиностроение, 1985, 320 с. 4. МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО РЕШЕНИЮ ЗАДАЧ 4.1. Последовательность решения задачи 1 (Контрольная работа 1). Материал по решению задачи изложен в /5 / , /1/ (стр. 35-42; 151-180), /2 /, /8/ . Пример: Из табл. 1.1. выписано соединение 145 Эта запись означает соединение отверстия 145 G7 с валом 145 h6 номинального размера 145 мм, согласно ГОСТ 25346-82 в интервале номинальных размеров св. 120 до 180 мм. Определяем допуск отверстия 7-го квалитета и допуск вала 6-го квалитета по формуле IТq = а∙i , где q – номер квалитета; а – число единиц допуска, выбираемое в зависимо от квалитета по табл. 4.1 (для отверстия 7-го квалитета а = 16; для вала 6-го квалитета а = 10); i – единица допуска подсчитываемая по формуле i = 0,45 где Dc – среднее геометрическое граничных значений Dmin и Dmax интервала номинальных размеров Dc = - 14 - где – Dmin и Dmax наименьшее и наибольшее граничные значения интервала номинальных размеров (для заданного примера Dmin = 120 мм; Dmax = 80 мм). Таблица 4.1.
i = 0,45 Допуск отверстия IТ7 = а∙i = 16 ∙ 2, 52 = 40,4 мкм. Допуск вала IТ6 = а∙i = 10 ∙ 2,52 = 25,3 мкм. Полученные значения допуска сравниваем со значением допуска, выписанного из ГОСТ 2534 - 82 и приведенного в табл. 4.2 Таблица 4.2
Вывод: Рассчитанные допуска совпадают с табличными (с округлением дробных значений допуска). Определение предельных отклонений отверстия 147 G7 и вала I45h6. Отверстие 7-го квалитета с основным отклонением G является посадочным отверстием в системе вала, поэтому верхнее ЕS и нижнее EI отклонения со знаком “плюс”. Ближайшее к нулевой линии – нижнее отклонение ЕIявляется основным. Его значение находим по табл. 4.3 - 4.5. Из табл. 4.3 выписываем основное отклонение для отверстия ЕI(G) = + 14 мкм. Тогда верхнее отклонение отверстия ЕS согласно рис. 12 ЕS = ЕI + IТ7 = +14 +40 = +54 мкм. - 15 - Таблица 4.3 Основные отклонения размеров отверстий и валов предназначенных для посадок с зазором (все квалитеты)
- 16 - Таблица 4.4 Основные отклонения размеров отверстий и валов, предназначенных для переходных посадок
Примечание: для полей допусковjs и Jsпредельные отклонения равны Для поля допуска вала “k” в квалитетах до 3-го и свыше 7-го основное отклонение ei(EI) = 0. - 17 - Таблица 4.5 Основные отклонения размеров отверстий и валов, предназначенных для посадок с натягом
- 18 - Дополнение к таблице 4.5 Верхние отклонения ESотверстий со знаком «–» (минус)
- 19 - Аналогично, находим предельные отклонения для вала 145 h6. Этот вал является основным валом, для которого основное отклонение (верхнее отклонение) ЕI = 0. Тогда, нижнее отклонение вала, согласно рис. 12 ei = es – IT6 = 0 – 25 = –25 мкм. Полученные расчетом предельные отклонения отверстия и вала сравниваем с табличными (см. /3.5/, /3.2/ или /3.8/). Параметры посадки с зазором: Наибольший Smax , наименьший Smin зазоры и допуск посадки с зазором находим по формулам: Smax= ES – ei = +54 –(–25) = 79 мкм, Smin = EI – es =+14 – 0 = 14 мкм, TS = Smax – Smin = 79 – 14 = 65 мкм или TS = IT7 + IT6 = 40 + 25 = 65 мкм. Схема расположения полей допусков отверстий и вала и их эскизы с проставленными размерами приведены на рис. 12, а итоговые данные сведены в табл. 4.6. Таблица 4.6
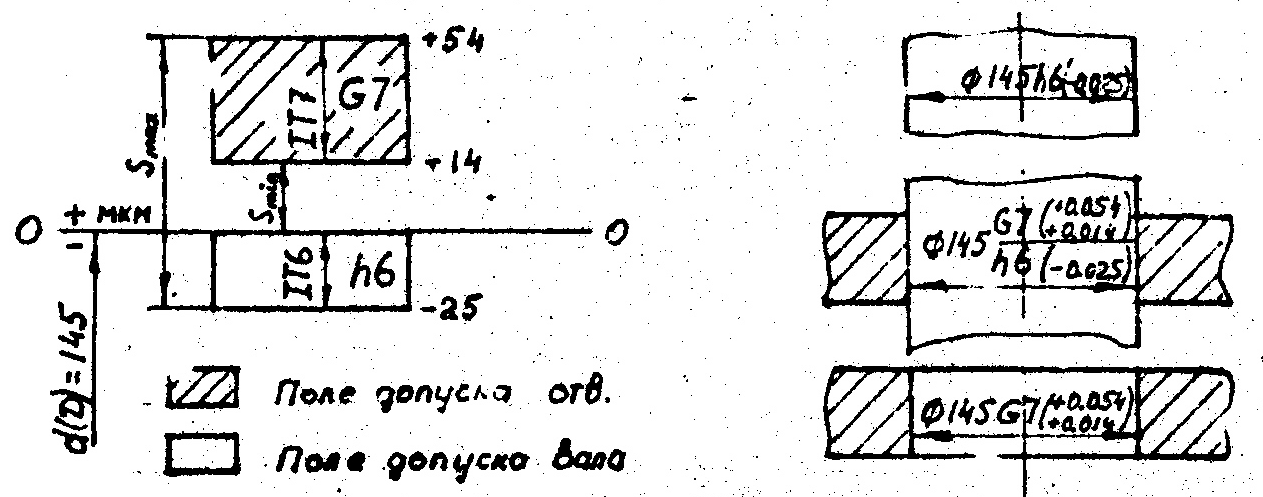 Рис. 12 ВЫВОД: Заданная посадка является посадкой с зазором в системе вала. Данная посадка является посадкой предпочтительного применения. - 20 - 4.2. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||