Срс. СРС МДК 05.01. Методические указания по организации и выполнению самостоятельной работы мдк 05. 01. Оборудование и технология сварки и резки металлов
 Скачать 1.58 Mb. Скачать 1.58 Mb.
|

Самостоятельная работа № 7Тема: Частично механизированная сварка (наплавка) плавлением. Цель работы: закрепить теоретические знания по теме «Частично механизированная сварка (наплавка) плавлением». Форма отчета - письменная работа. Вопросы и задания: Задание 1. Укажите, основные узлы полуавтомат для дуговой сварки 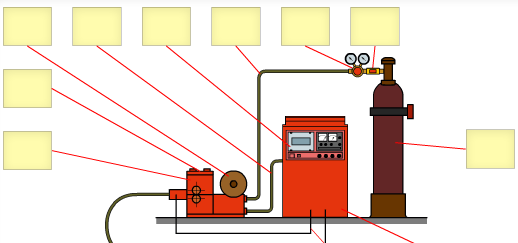 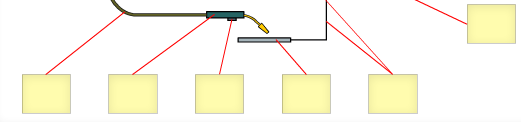 ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ ____________________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ _______________________________________________________ Задание 2. Ответить на вопросы: Какие материалы используют для частично механизированной сварки в среде защитных газов? Как маркируется сварочная проволока для ЧМС? Какие существуют виды сварочной проволоки? Что представляет собой порошковая проволока? Какие бывают виды конструкций оболочек порошковой проволоки, зарисовать? Какие газы используются для защиты сварочной дуги при ЧМС? Задание 3. Назвать основные параметры режимов ЧМС. Как влияют режимы ЧМС на формирование сварного шва? Задание 4. Необходимо выполнить сварку двух листов малоуглеродистой, низколегированной стали толщиной 8 мм, длиной шва 1,2 м. полуавтоматической сваркой в защитных газах тип шва - С2; условие выполнения работы - стационарное; масса изделия- 40 кг; количество изделий - одно; работа - простая; положение шва - нижнее. Подобрать оборудование для сварки Подобрать марку сварочной проволоки, указать её химический состав; Выбрать диаметр сварочной проволоки; Выбрать защитный газ или смесь (обосновать); Подобрать параметры режимов сварки (род тока и полярность, диаметр электродной проволоки, сила сварочного тока, напряжение дуги, скорость подачи проволоки, вылет электрода, расход углекислого газа, наклон электрода относительно шва и скорость сварки) Определить расстояние от сопла до горелки Выполнить расчёты; Описать технику сварки. Пример Необходимо выполнить сварку двух листов малоуглеродистой, низколегированной стали толщиной 5 мм, длиной шва 0,8 м. полуавтоматической сваркой в защитных газах тип шва - С2; условие выполнения работы - стационарное; масса изделия - 30 кг; количество изделий - одно; работа - простая; положение шва - нижнее. 1) Оборудование для полуавтоматической дуговой сварки плавящимся электродом в защитных газах обычно включает: - источник постоянного тока (выпрямитель); - механизм подачи электродной проволоки с кассетой для проволоки; - комплект специальных гибких шлангов с горелкой; - встроенный в источник блок управления или отдельный шкаф управления; - систему подачи защитного газа (баллон, подогреватель газа (для СО2), газовый редуктор, смеситель газов, газовые шланги, электроклапан); - кабели цепей управления; - сварочные кабели с зажимами; - приспособление для сборки и кантовки сварного узла (механическое оборудование). 2) Для малоуглеродистой, низколегированной стали марка проволоки Св-08Г2С (Сварочная проволока с содержание углерода 0,08%, марганца до 2%, кремния до 1%), эта проволока используется для сварки малоуглеродистых сталей. 3) D =1,2мм 4) Смесь Ar и CO2 и кислорода. Это cмесь 86% аргона, 12% двуокиси углерода, 2% кислорода. Дает устойчивую дугу с широкой зоной нагрева и хорошим проваром профиля, подходит для глубокого провара, сварки коротких швов и для наплавки. Может использоваться для сварки во всех положениях. Идеально подходит для ручной, автоматической и сварки с применением робота-автомата. 5) Параметры режимов сварки А) Сила тока 200 – 300 А; Б) напряжение 22- 25 В; В) скорость подачи проволоки 380 -490 м/ч Г) расход защитного газа 8-11 литров/мин; Д) вылет электрода 10 -13 м 6)Расстояние от сопла горелки до изделия должно быть 8 -18 мм (табл) 7)Расчет времени сварки: Штучное время определяем по формуле: Тшт = (ТншL+ Тви)К1-n где L- длина шва, м; Тви - вспомогательное время, связанное с изделием и типом оборудования, которое включает затраты: на клеймение шва, на установку и снятие щитов, на крепление, перемещение, установку, снятие и поворот изделий, на перемещение сварщика в процессе работы, на намотку сварочной проволоки в кассеты (карты 78 - 85); В картах сборника приведено неполное штучное время (Тнш) на 1 м шва при сварке в нижнем положении в стационарных условиях и рассчитано по формуле: Тнш = (То + Твш)К мин, где То - основное время, мин; То=60/Vсв (мин), Vсв - скорость сварки (16-18 м/час), То=60/16=3,75 мин Твш - вспомогательное время, связанное со сваркой шва, мин; K1-n - поправочные коэффициенты на измененные условия работы (карты 87 - 91).
Тшт = (ТншL+ Тви)К1-n = [(4,5 + 0,54 + 0,30)0,8 + 0,58]1,3 = 6,30 мин. Норма времени рассчитывается по формуле: Нвр= Тшт+ Тпз/n (n- количество проходов) Нвр=6,30 +14/1 =20,3 мин 8) Расчет защитного газа Расчет расхода защитного газа Нг в литрах или кубических метрах на 1 м шва определяется в основном для малого производства по следующей формуле: Нг = (Нуг ∙Т + Ндг) где Нг — удельный расход защитного газа, приведенный в табл. Т — основное время сварки n-го прохода, с (мин); Ндг — дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода. Нг = (9∙3.75 -12∙3,75)=33,75 – 45 литров 9) Техника сварки Наклон электрода относительно шва оказывает большое влияние на глубину провара и качество шва. В зависимости от угла наклона сварку можно производить углом назад и углом вперёд. При сварке углом назад в пределах 5 – 10 град. улучшается видимость зоны сварки, повышается глубина провара и наплавленный металл получается боле плотным. При сварке углом вперёд труднее наблюдать за формированием шва, но лучше наблюдать за свариваемыми кромками и направлять электрод точно по зазорам. Ширина валика при этом возрастает, а глубина провара уменьшается. Этот способ рекомендуется применять при сварке тонкого металла, где существует опасность сквозного прожога. Скорость сварки устанавливается самим сварщиком в зависимости от толщины металла и необходимой площади поперечного сечения шва. При слишком большой скорости сварки конец электрода может выйти из-под зоны защиты газом и окислиться на воздухе. Приложение: Применяется метод расчета расхода защитного газа Нг в литрах или кубических метрах на 1 м шва определяется в основном для малого производства по следующей формуле: Нг = (Нуг х Т + Ндг) где Нг — удельный расход защитного газа, приведенный в табл. 3, м3/с (л/мин); Т — основное время сварки n-го прохода, с (мин); Ндг — дополнительный расход защитного газа на выполнение подготовительно-заключительных операций при сварке n-го прохода. 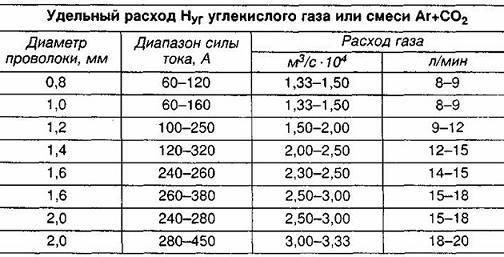 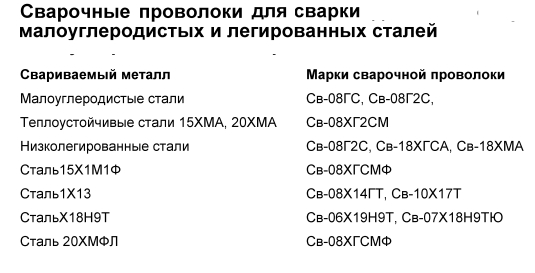  | ||||||||||||||||||||||||||||||||||||||||