ДЗ Метрология Сборочные размерные цепи МГТУ им.Н.Э.Баумана. Сборочные размерные цепи. Метрология, стандартизация и сертификация
 Скачать 1.82 Mb. Скачать 1.82 Mb.
|

 МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени Н.Э. Баумана МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени Н.Э. БауманаКафедра «Метрология и взаимозаменяемость» «Метрология, стандартизация и сертификация» Расчётно-графическая работа № 2 Эскиз №3 Вариант 8. Выполнил: Ермолаев И.А. Группа: МТ12-51 Проверил: Потапов К.Г. Москва, 2021 Задание 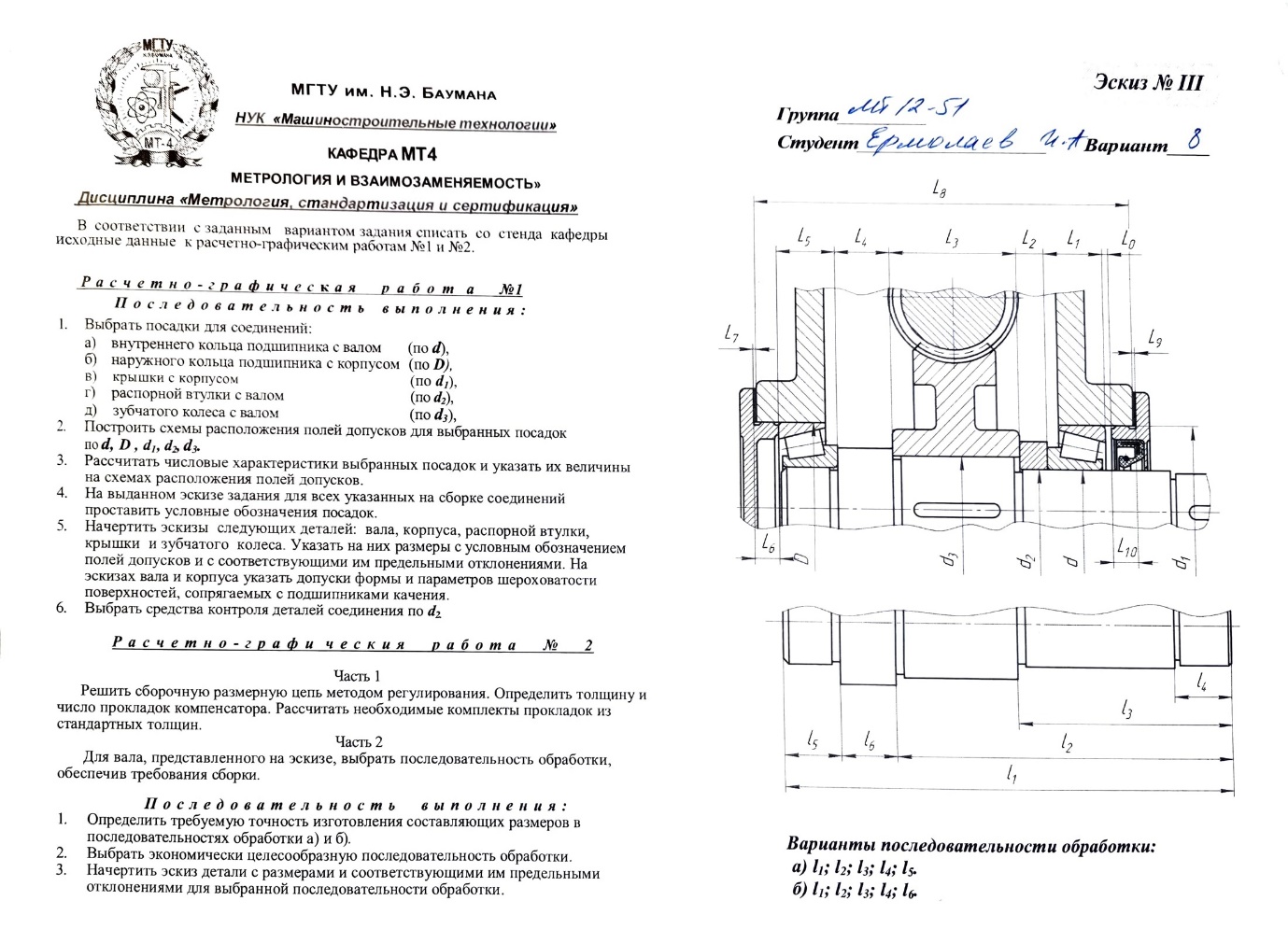 Часть 1 Решить сборочную размерную цепь методом регулирования. Определить толщину и число прокладок компенсатора. Рассчитать необходимые комплекты прокладок из стандартных толщин. Часть 2 Для вала, представленного на эскизе, выбрать последовательность обработки, обеспечив требования сборки. Последовательность выполнения : Определить требуемую точность изготовления составляющих размеров в последовательностях обработки а) и б). Выбрать экономически целесообразную последовательность обработки. Начертить эскиз детали с размерами и соответствующими им предельными отклонениями для выбранной последовательности обработки. Сборочная размерная цепь Дано: L0 = 1…2 мм; L1 =  мм; L2 = 48 мм; L3 = 64 мм; L4 = 48 мм; L5 = мм; L6 = 20 мм; L7 = 3 мм; L8 = 266 мм; L10 = 20 мм; мм; L2 = 48 мм; L3 = 64 мм; L4 = 48 мм; L5 = мм; L6 = 20 мм; L7 = 3 мм; L8 = 266 мм; L10 = 20 мм;Неуказанные отклонения размеров определяются: L6 и L10 по H12, остальное по h12. Замыкающий размер L0 – зазор, номинальный размер которого равен 1 мм. L9 – компенсирующее звено. Решить сборочную размерную цепь методом регулирования. Определить толщину и число прокладок компенсатора. Рассчитать необходимые комплекты прокладок из стандартных толщин. Решение: Схема размерной цепи. 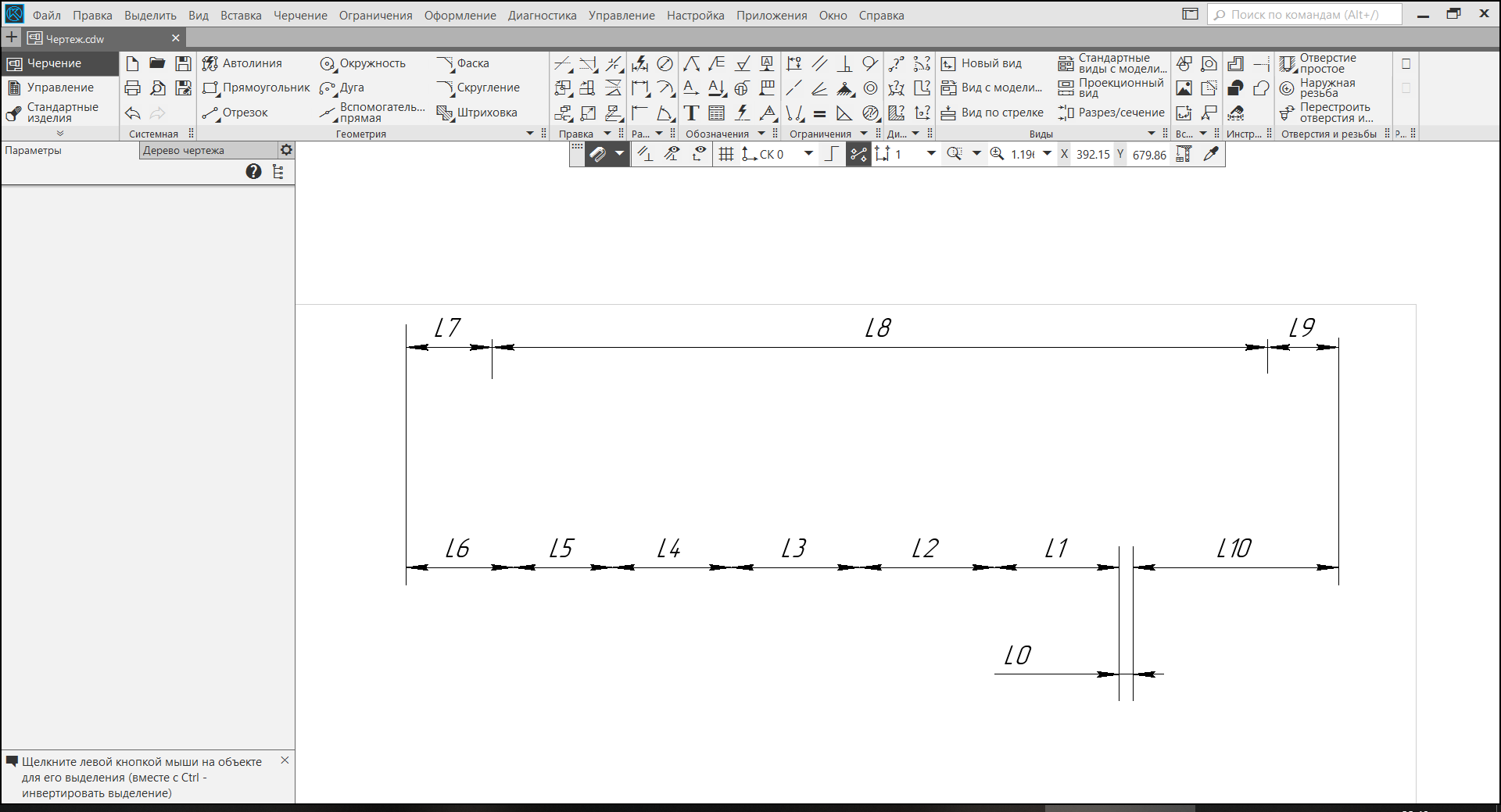   Определяем допуски и назначаем предельные отклонения на составляющие размеры (в тело металла): L0 =  мм; L1 = мм; мм; L1 = мм;L2 =  мм; (IT12 = 250) L3 = мм; (IT12 = 250) L3 =  мм; (IT12 = 300) мм; (IT12 = 300)L4 = мм; (IT12 = 250) L5 = мм;L6 =  мм; (IT12 = 210) L7 = мм; (IT12 = 210) L7 =  мм; (IT12 = 100) мм; (IT12 = 100)L8 =  мм; (IT12 = 520) L10 = мм; (IT12 = 210) мм; (IT12 = 520) L10 = мм; (IT12 = 210)Определяем номинальный размер для компенсатора. L9 – увеличивающий,    Находим предельные отклонения компенсатора.         Проверка.         Определяем число и толщину прокладок компенсатора.  Принимаем  , из ряда Ra20 , из ряда Ra20Число сменных прокладок:  Толщина сменной прокладки  Округлим  до стандартных значений толщин листового материала до стандартных значений толщин листового материала  по Ra5, чтобы соблюдалось условие: по Ra5, чтобы соблюдалось условие:  Примем по Ra40:  Проверка.   Рассчитаем размеры комплектов прокладок     Подетальная размерная цепь 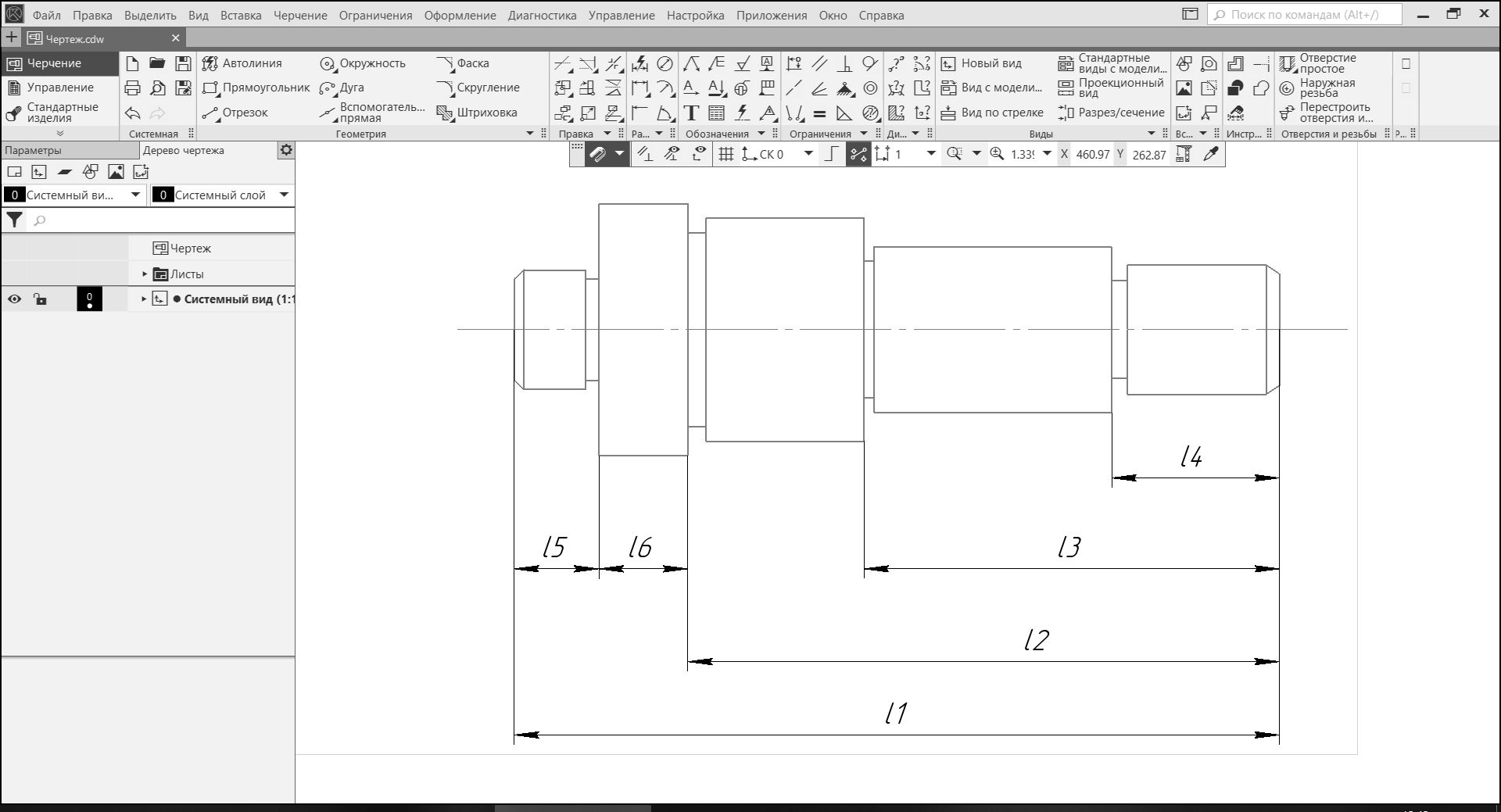 l1 = 351 мм; l2 = 268 мм; l3 = 204 мм; l4 = 84 мм; l5 = 35 мм; l6 = 48 мм; Варианты последовательности обработки: а) l1- l2- l3- l4- l5 б) l1- l2- l3- l4- l6 Назначить допуски и отклонения обрабатываемых размеров так, чтобы исходный размер l6, равный размеру L4 в сборочной цепи был выполнен по 12-му квалитету и имел отклонение в “-”. Для вала, представленного на эскизе, выбрать последовательность обработки, обеспечив требования сборки. l6 =  Решение: А) l1- l2- l3- l4- l5   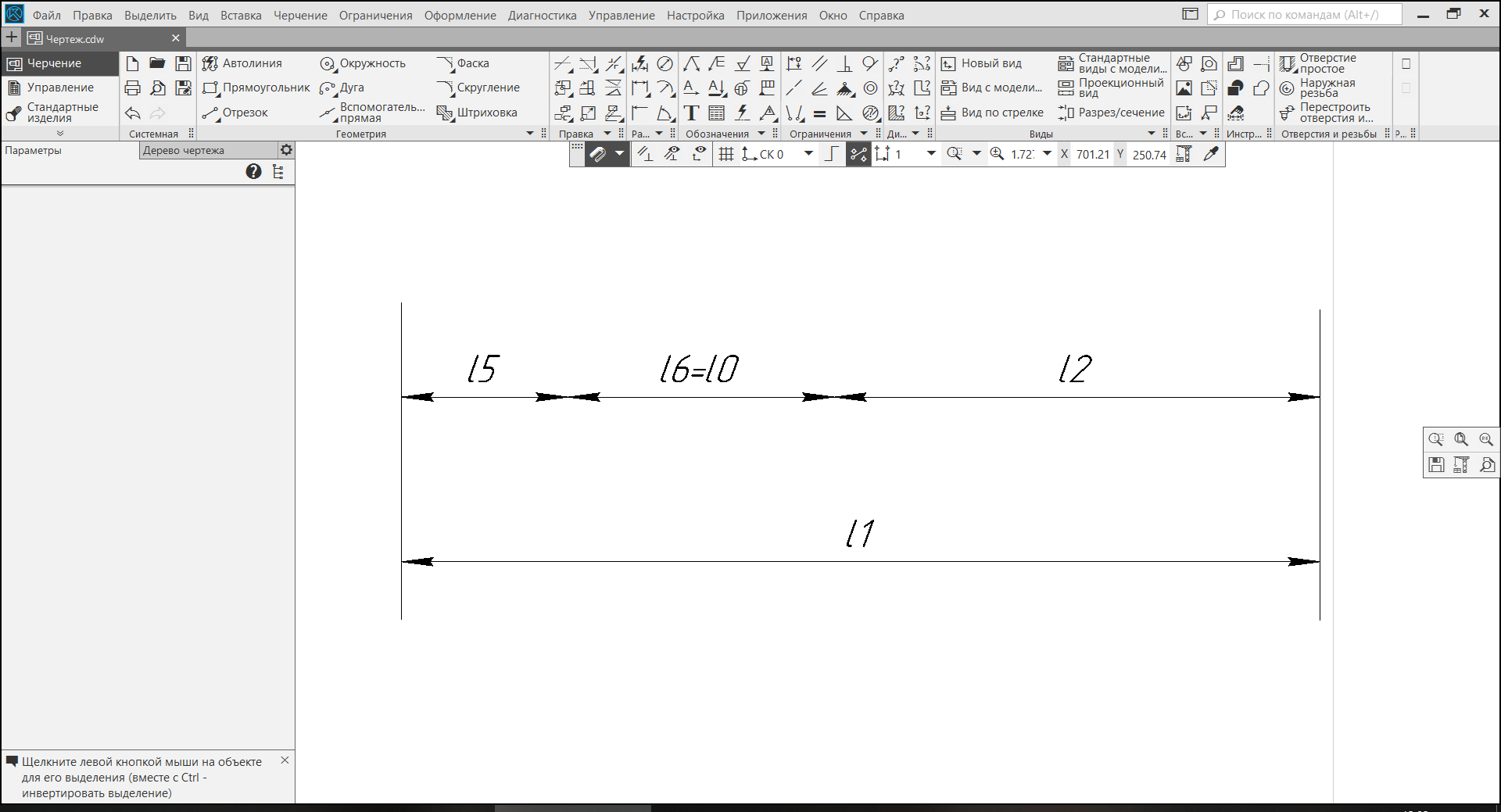 Исходный размер l6 является замыкающим. Это задача синтеза. Решаем методом равноточных допусков.  После округления: IT8: k = 25
Назначаем предельные отклонения на все размеры, кроме звена увязки (в тело металла) l1=  мм ммl2=  мм ммl3=  мм ммl4=  мм мм   , тогда , тогда    , тогда , тогда  мм ммl5=  мм ммб) l1- l2- l3- l4- l6   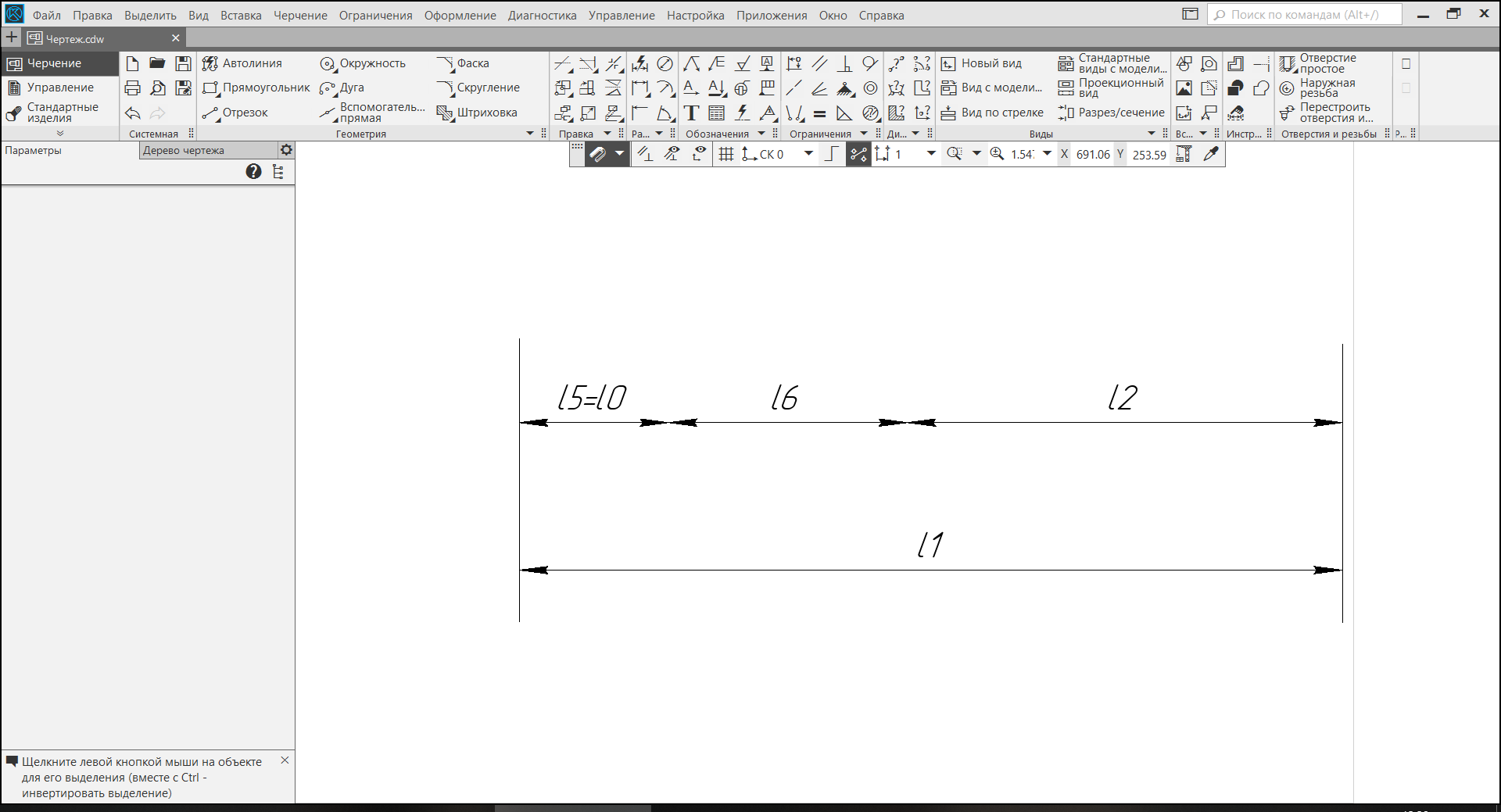 Исходный размер l6 является составляющим. На все составляющие размеры назначаем допуски по тому де квалитету, что и на размер l6, т.е. по IT12. l1=  мм ммl2=  мм ммl3=  мм ммl4=  мм ммl6= ммОпределяем отклонения замыкающего размера.  мм мм мм ммl5=  мм ммВариант обработки б) экономически более целесообразен, т.к. размеры обрабатываются с большими допусками (IT8 вместо IT12) 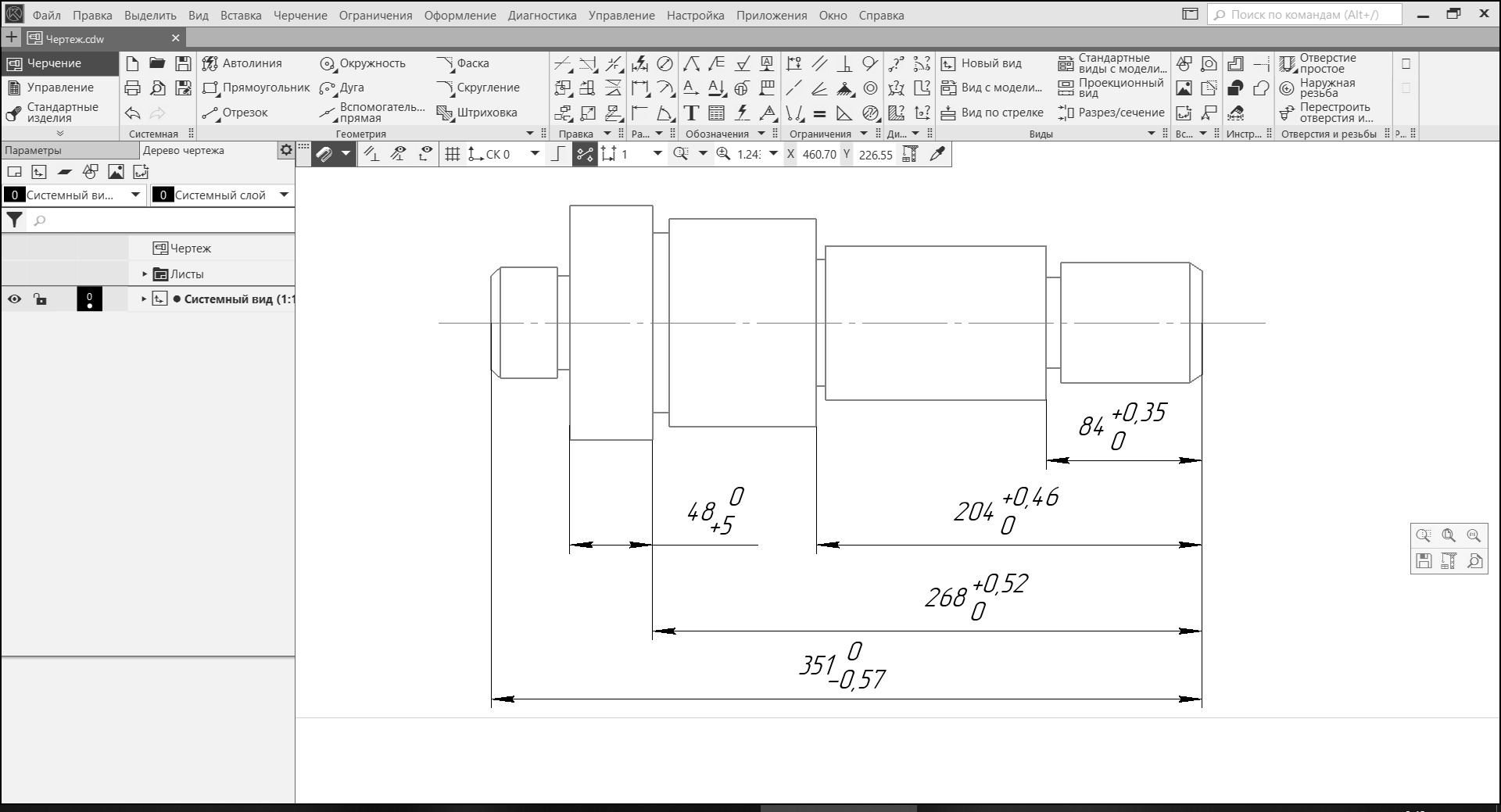 |

