Отчет по практике Луцыка Кирилла. Министерство промышленности и торговли
 Скачать 409.66 Kb. Скачать 409.66 Kb.
|

|
МИНИСТЕРСТВО ПРОМЫШЛЕННОСТИ И ТОРГОВЛИ ТВЕРСКОЙ ОБЛАСТИ ГБПОУ «Тверской колледж им. А.Н.Коняева» Отчёт по производственной практике по ПМ03, ПМ04 По специальности: 22.02.06. «Сварочное производство» Студента группы 4-СП Луцык Кирилл Виорелович Специальность: 22.02.06. «Сварочное производство» Руководитель: Моисеева Т.В. Тверь 2022 год. Оглавление1.Общая часть 3 1.2 Структура управления цехом, функциональная взаимосвязь подразделений 4 2. Организация рабочего места. 5 2.1 Назначение, устройство и правила эксплуатации сварочного оборудования (автоматической и п-а сварки) и оснастки, применяемых для изготовления сварной конструкции. 5 2.2 Техническая характеристика сварочногомеханического оборудования и оснастки, применяемых при изготовлении сварной конструкции. 7 2.3 Технические требования, предъявляемые к деталям сварного узла. Его назначение в сварной конструкции. 8 2.4 Способы и параметры режимов сварки 10 2.5 Краткое описание работ по изготовлению сварного узла 12 2.6 Технологический процесс сварки и сборки сварного узла 13 2.7 Эскизы приспособлений, применяемых при сборке сварного узла. 14 2.8 Охрана труда, техника безопасности и пожарная безопасность при проведении сварочных работ. 15 Правила безопасности при сварке: 15 Требования к помещению 15 Перед началом процесса 17 Электробезопасность 18 2.9 Соображения по снижению стоимости продукции, повышению производительности труда и качества изготовления сварного узла в целом. 20 1.Общая часть1.1 Краткая характеристика продукции, выпускаемой предприятием, цехом, участком, мастерской. ООО «ЖКСЕРВИС» — предприятие , охватывающее своей деятельностью Тулу и Тульскую область , выполняющее городские и областные перевозки автобусами, а также заказные перевозки автобусами городского и междугородного класса. По состоянию на 2022 год осуществляет 40% перевозок городским транспортом в Туле. ООО «ТУЛАСЕРВИС»- занимается разным видом ремонтных работ, связанных с починкой и ремонтом транспортных автобусов ООО «ЖКСЕРВИС» . 1.2 Структура управления цехом, функциональная взаимосвязь подразделений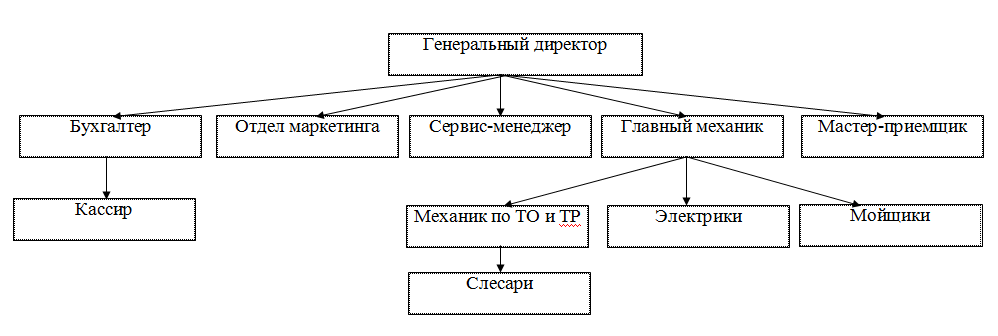 2. Организация рабочего места.2.1 Назначение, устройство и правила эксплуатации сварочного оборудования (автоматической и п-а сварки) и оснастки, применяемых для изготовления сварной конструкции.При эксплуатации современного сварочного оборудования всегда существует ряд нюансов, которые могут осложнить процесс сварки или сократить жизнь сварочного аппарата Со всеми аппаратами в комплекте идет руководство по эксплуатации, в котором отражены основные сведения необходимые для работы. Не пренебрегайте чтением руководства по эксплуатации, даже если Вы профессионал! Однако, в руководстве по эксплуатации находятся только обязательные сведения и существует ряд вещей там не отраженных, но их нужно иметь ввиду… Современные сварочные инверторные аппараты будь то полуавтоматы, автоматы или устройства для ручной сварки состоят из электрических деталей и узлов, специально обработанных для защиты от влаги и пыли, но, тем не менее, не следует работать под дождем даже под очень мелким, старайтесь ограждать аппарат от любых источников влаги. Аналогичная ситуация и с пылью с единственной разницей, что микросхемы и токопроводы в аппаратах к пыли более равнодушны, чем любой вентилятор охлаждения. Вентилятор от пыли сильно страдает, больше всего это относится к его трущимся частям. Важная эксплуатационная характеристика - продолжительность включения (ПВ или ПН) – это параметр источников питания, который показывает какой промежуток времени в течение 10 минутного цикла работы, аппарат может сваривать, при этом защита от перегрева не будет автоматически выключать его. Для большинства сварочных аппаратов этот параметр находится в районе 60%, но следует заметить, что этот параметр достаточно сильно зависит от внешних условий, при которых он определяется (влажность и температура воздуха). Часто встречаются случаи неспособности аппаратов соответствовать заявленным характеристикам именно из-за атмосферных условий. Значение ПВ может снижаться со временем, простой пример с вентилятором, который со временем забивается пылью и не может так же хорошо охлаждать аппарат как новый. Кроме основного назначения – сварка, инверторные сварочные аппараты могут использоваться для множества других процессов, где необходим постоянный ток. Самый простой пример – резка при помощи покрытых электродов. При задании большого значения сварочного тока количество выделяющегося тепла между электродом и изделием будет обеспечивать прожег изделия, таким образом можно осуществлять резку многих разновидностей сплавов. Такая форма резки не сможет обеспечить высокое качество кромки, но будет несколько удобнее газовой резки как раз из-за большого диапазона сплавов поддающихся такой обработке и целевого действия пятна нагрева только на металл. Будьте внимательны при нецелевом использовании оборудования, обязательно примите все меры предосторожности! 2.2 Техническая характеристика сварочногомеханического оборудования и оснастки, применяемых при изготовлении сварной конструкции.Сварочный аппарат WESTER TIG 220  Характеристики Вес брутто 9.8 кг Вес 7.7 кг Выходной ток 10-220 А Инверторная технология да Макс. диаметр электрода 5 мм Макс. сварочный ток 220 А Мин. диаметр электрода 1.6 мм Напряжение 220 В 2.3 Технические требования, предъявляемые к деталям сварного узла. Его назначение в сварной конструкции.Главное требование — это соответствие эксплуатационному назначению. Конструкции должны быть прочными, жесткими и надежными, а также экономичными и минимально трудоемкими при изготовлении и монтаже. Каждая конструкция проходит три этапа: проектирование, изготовление и сборка или монтаж. Проектирование начинается с вариантов компоновки возможных схем конструкции и заканчивается методами изготовления, сборки или монтажа. Конструкция должна обладать устойчивостью, долговечностью, надежностью — по показателям наработки; ремонтопригодностью и технологичностью изготовления. На этапе проектирования решают следующие вопросы: варианты изготовления, способы сварки, качество и точность заготовок и конструкции в целом, возможность применения механизации сварочных процессов, технологическая простота деталей, заготовок с возможностью применения более производительных процессов изготовления, например, резка на ножницах, пробивка, вырубка на прессах производительней газовой и плазменной резки. На этом этапе выполняется проработка чертежей всех деталей и заготовок, определяются требования к ним и к конструкции в целом. При проектировании также решается вопрос выбора материалов по марке и экономичности профилей, с учетом имеющихся типовых схем и конструктивных элементов. Конструктивно предусматривается минимальное воздействие от деформаций при сварке путем применения наименьшего количества сварных швов (в том числе в одном месте), максимальное использование сварки в нижнем положении при минимуме кантовок. Не допускается на одной несущей конструкции применять и сварку и клепку — по противоположным концам, так как эти два способа по-разному распределяют воспринимаемую нагрузку, в особенности — знакопеременную. При проектировании также решаются вопросы сборки, монтажа готовой конструкции. Понятие технологичности сварной конструкции — это возможность изготовления всех деталей конструкции и ее с наименьшими трудовыми затратами удобными способами и с применением самого производительного оборудования, например штамповка деталей вместо кислородной вырезки, и т. п. Мелкие или самостоятельные сварные конструкции называются сварными узлами. Сварной узел — это часть конструкции (необязательно сварной), представляющей собой соединение двух или нескольких деталей при помощи сварки. При проектировании, а также при изготовлении сварных конструкций необходимо помнить, что очень большие внутренние напряжения (иногда — до частичного саморазрушения) возможны при сварке электрозаклепками, поэтому следует избегать таких соединений, применяя нахлесточную сварку либо в широких прорезях, либо в отверстиях не менее, например, диаметра 30 мм при толщине верхнего листа 8 мм. 2.4 Способы и параметры режимов сваркиРежим работы сварочного аппарата представляет собой совокупность основных и второстепенных характеристик сварки, позволяющих получить качественный шов того или иного сплава. Так как марок сталей и сплавов цветных металлов множество, и они имеют свою специфику, то выбор режима сварки становится непростой задачей. Но есть основные параметры, которые нужно учитывать независимо от типа сплава. Прежде чем начинать работу, надо понимать, с какими величинами предстоит иметь дело. Основные параметры, влияющие на режим сварки: сила, вид и полярность в случае применения постоянного тока; напряжение электрической дуги; толщина сварочной проволоки; количество проходов; скорость сварки. Второстепенными факторами, влияющими на характеристики соединения, можно назвать состояние свариваемых деталей, форму кромок, марку, тип и толщину обмазки электрода. Определенное влияние оказывает выбор вида сварочного шва. Самым ответственным является расчет режимов при автоматической сварке. Часть характеристик выставляют по готовым таблицам, а часть приходится определять по формулам, заложенным в инструкциях на аппаратуру. Каждому оборудованию соответствуют свои таблицы, отработанные опытным путем. 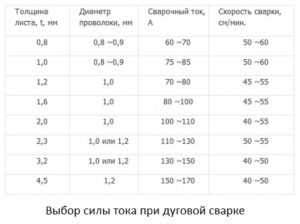 Выставляя режим, подбор силы тока делают по таблицам. Ток зависит от толщины свариваемых изделий и сварочной проволоки. Точную юстировку делают по виду дуги и шва. Необходимо понимать, чем сильнее ток, тем температура под основанием дуги будет выше и это скажется на быстроте сварки. Режим сварки при сильном токе и чрезмерно тонком сварочном проводе вызовет перегрев и разбрызгивание металла. Если заготовки тонкие, то часто при таком режиме происходит их прожигание. При слабом токе дуга становится неустойчивой или вовсе обрывается. Шов получается некачественный, появляются непроваренные участки. Такой режим не стоит выбирать. Необходимо учитывать, что глубина сварочной ванны зависит от вида тока. Если используется аппарат на постоянном токе, то глубина провара у него будет на 15 % больше, чем у переменного. 2.5 Краткое описание работ по изготовлению сварного узлатиповой технологический процесс производства сварных узлов состоит из ряда основных операций, выполняемых в определенной последовательности: изготовление деталей; подготовка свариваемых поверхностей; сборка и прихватка, затем сварка; правка и механическая обработка; антикоррозионная защита; контроль (может выполняться в процессе изготовления несколько раз, на различных этапах). 2.6 Технологический процесс сварки и сборки сварного узлаТехнология сварочных работ состоит в основном из технологических операций сборки и сварки. Сборочная операция осуществляется с целью придания проектного положения с последующим закреплением их в этом положении при помощи специальных приспособлений или прихваток. Прихватка - короткий сварной шов уменьшенного сечения, служащий для предварительного соединения подлежащих сварке элементов. Выполняются прихватки при помощи ручной сварки или механизированной сваркой в углекислом газе. К операции сборки предъявляются следующие требования: Размеры и форма конструктивных элементов, подготовленных к сварке, должны соответствовать требованиям ГОСТов, нормам и техническим условиям. Размеры зазоров, величина превышения, собранных под сварку кромок, не должны быть выше принятых стандартов на сварные соединения.. Для выполнения технических требований, предъявляемых к сборке, на заводах металлоконструкций применяют специальные инструменты и разнообразные сборочные приспособления. Сборочные приспособления используются для установки собираемых элементов и требуемое чертежом положение, закрепление их относительно друг друга для осуществления прихваток. Производительность поузловой сборки металлоконструкции выше, чем последовательной или полной, так как можно организовать одновременную сборку всех узлов. Качество металлоконструкций, при производстве которых применялась поузловая сборка, может быть также выше, так как правку отдельных узлов выполнять легче, чем более жесткой, полностью сваренной металлоконструкции, изготовленной, например, с применением полной сборки. После завершения сборочных работ собранное изделие передается на сварку. Сварочные работы выполняются в соответствии с техническими требованиями нормативных документов, действующих в строительстве, государственных стандартов на сварные швы и технологических карт. 2.7 Эскизы приспособлений, применяемых при сборке сварного узла.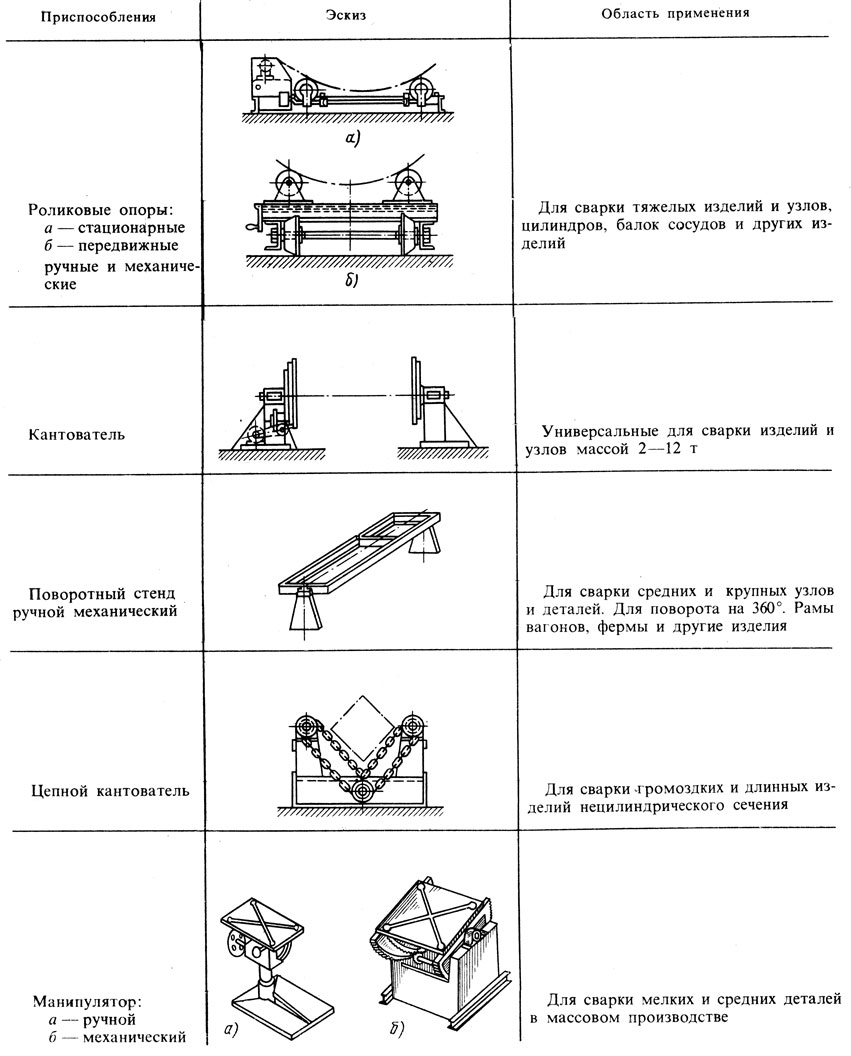 2.8 Охрана труда, техника безопасности и пожарная безопасность при проведении сварочных работ.Правила безопасности при сварке:Необходима концентрация внимания при осуществлении сварочного процесса. Нельзя отвлекаться на посторонние дела. Не должны находиться вблизи горючие жидкости, сухой мусор, промасленная ветошь. Использование защитной маски. Переноска или установление на новое место сварного оборудования возможно только при его отключении из электросети. При работе на высоте необходимо использование страховочных поясов для избежания падения. Работа на открытом воздухе недопустима во время атмосферных осадков. При минусовой температуре необходимо наличие обогревающих устройств для исключения обморожения рук. При ремонте автотранспорта необходима проверка отключения аккумулятора. При длительных перерывах следует отключать электрооборудование из сети. Включенные приборы нельзя оставлять без присмотра. Недопустима работа неисправными приборами. Место работы должно быть хорошо освещено. Надежная фиксация свариваемых металлоконструкций. Недопустимо на месте проведения сварки посторонних лиц и животных. Наличие необходимой экипировки. Недопустимость влажной одежды и открытых участков кожного покрова. Такие правила безопасности сварочных работ обязаны соблюдать профессиональные рабочие и при проведении новичками самостоятельных сварок. Требования к помещениюПравила охраны труда при проведении сварочных работ включают особые требования к помещению, где будет происходить этот процесс. Одно из основных требований относится к наличию вентиляции. Если она отсутствует, то необходимо использование респираторов для защиты органов дыхания. Вопросы безопасности особо важны при осуществлении газовой сварки, поскольку в этом случае используются баллоны с горючим газом. Техника безопасности при газовой сварке и резке предусматривает наличие в помещении особого места, где будут храниться баллоны с горючим газом. Каждое такое место должно быть изолировано. Большие требования предъявляются к освещенности рабочего места. К рабочей зоне должен быть обеспечен достаточный доступ света. Организацию рабочего места устраивают согласно рекомендациям НОТ. Если работа производится за верстаком, то сверху должен иметься защитный козырек. Помещение для сварки должно быть оборудовано исправной вытяжной вентиляцией. Под ногами сварщика должен находиться резиновый коврик. Независимо от того, какой размер имеет помещение для сварки и места его расположения к нему предъявляются следующие требования, чтобы была обеспечена техника безопасности при выполнении сварочных работ: электропроводка и водоснабжение обязательно должны быть качественно выполненными и находиться в исправном состоянии; для рабочих необходимо обеспечить раздевалки и санузлы; стены помещения должны быть покрыты материалом, основным требованием которого является отсутствие склонности к возгоранию; пол помещения должен быть выполнен из бетона; длина кабеля должна исключить возможность запутывания в нем; в наличии должно иметься хорошее освещение, как естественное, так и искусственное; помещение должно быть оборудовано надежной вытяжной системой; помещение для сварки не должно обладать повышенной влажностью; в наличие должна иметься противопожарная сигнализация; необходимо наличие аптечки с обеззараживающими и перевязочными материалами; для быстрой эвакуации при наступлении аварийной ситуации должны быть организованы свободные проходы; при осуществлении газовой сварки должно быть свободное место, чтобы баллоны находились на достаточном удалении от места сварки. ТБ при сварочных работах в первую очередь должна предусматривать, что такой вид деятельности обладает повышенной опасностью возникновения возгораний и пожара. Важным моментом является, какие требования предъявляются к помещению для хранения сварочных материалов. В складах хранятся электроды, бобины с проволокой, флюс. Чтобы сохранить их в надлежащем виде и рабочем состоянии, помещение для их хранения должно быть сухим и защищенным от проникновения осадков. В нем должны быть налажены достаточная освещенность, вентиляция и отопление. Температура не должна опускаться ниже пятнадцати градусов. Влажность не должна превышать 40%. При хранении газовых баллонов следует избегать сквозняков. Стены помещения, в котором предполагается хранить газовые баллоны, должны быть обиты огнестойким материалом. Пол складского помещения не должен быть скользким. Чтобы предохранить баллоны от падения их устанавливают в клетки или гнезда. Колпаки баллонов при их хранении должны быть защищены, а на штуцерах вентилей стоять заглушки. Перед началом процессаПеред тем, как приступать к сварочному процессу, необходимо произвести подготовительные операции. Требования безопасности при сварочных работах предполагают проверку применяемого оборудования. Техника безопасности при работе со сварочным оборудованием предполагает внешний осмотр и проверку его работоспособности. Работа с неисправными приборами категорически запрещена. Необходимо проверить наличие надежного заземления, чтобы исключить вероятность поражения током, а также исключить короткое замыкание. Следует проверить целостность изоляции кабелей. На расстоянии пяти метров от места проведения работ должен быть убран лишний мусор и промасленная ветошь. Необходимо исключить влажность пола в помещении и обеспечить сухость используемой одежды и обуви. Надо удостовериться в наличии огнетушителя. Надежно зафиксировать свариваемые металлоконструкции. Для охлаждения инструментов подготовить емкость с водой. Примерить плотность прилегания маски на голове. Удостовериться в наличии свободного доступа к месту сварки. Если она производится на улице, то следует оградить это место опознавательными знаками. Если работа производится на высоте, то надо убедиться в устойчивости приспособлений, по которым будет подниматься сварщик и заноситься оборудование. При промышленном производстве перед началом работы надо выслушать инструктаж по обеспечению безопасности конкретной работы.  Такие действия в значительной степени обеспечат безопасность при проведении сварочных работ и предупредят возможность появления неприятных проблем. ЭлектробезопасностьТехника безопасности при сварке включает неукоснительное соблюдение правил работы. Электробезопасность при сварочных работах является неотъемлемой частью этого вида деятельности. При этом необходимо помнить, что к травме может привести поражение током, если его величина превышает 0,05 Ампер. Опасным для жизни является напряжение более 110 Вольт. Особую важность приобретает техника безопасности при ручной дуговой сварке. При выполнении процесса сварки надо выполнять правила сварочных работ: Для освещения рабочего места использовать ток напряжением 12 Вольт. Для этого можно использовать небольшой трансформатор. Все оборудование должно быть надежно заземлено или подключено к нулю. Эту проверку надо проводить до момента включения. Максимальное напряжение холостого хода сварочного аппарата - 90 Вольт. Провода должны обладать надежной изоляцией. Недопустимо наличие в ней прожогов, трещин и иных механических повреждений. При повреждении изоляции или обрыве кабеля допустим контакт только с помощью соединения двух концов муфтами. Длина соединительного провода не должна превышать десять метров. Недопустимы скрутки кабеля. Электропитание необходимо осуществлять через распределительный щит. Он должен быть снабжен предохранителями. При перемещении сварного оборудования провод не должен приходить в соприкосновение с водой или маслом. При длительных перерывах электрооборудование следует отключать от электрической сети. При попадании сварочного аппарата под дождь работу можно начинать только после его окончательного высыхания. Электробезопасность при выполнении сварочных работ - залог успешного проведения этого процесса. Вследствие открытости процесса особое значение приобретает техника безопасности при электродуговой сварке. 2.9 Соображения по снижению стоимости продукции, повышению производительности труда и качества изготовления сварного узла в целом.Был проведен опрос среди работников предприятия, данный опрос выявил, что «Соображений по снижению стоимости продукции, повышению производительности труда и качества изготовления сварного узла» найдено не было. 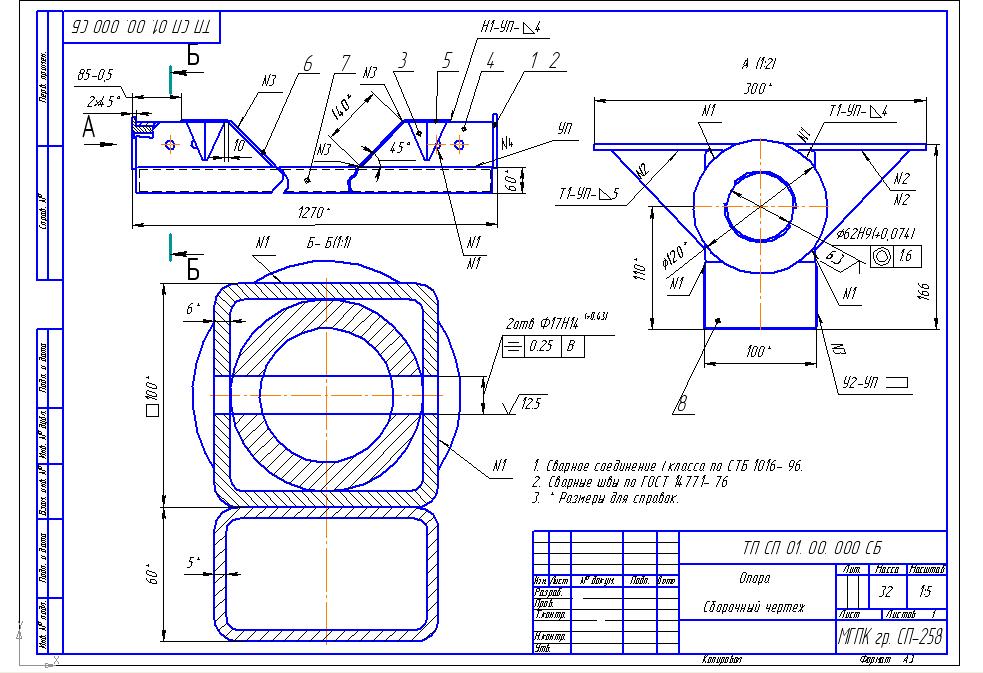 |