Минобрнауки россии федеральное государственное бюджетное образовательное
 Скачать 372.4 Kb. Скачать 372.4 Kb.
|

93% |
| C | Si | Mn | S | P |
| 3,5 – 3,7 | 2,0 – 2,4 | 0,5 – 0,8 | до 0.15 | до 0.2 |
1.2Механические свойства материала СЧ15
| Плотность,  | Толщина стенки | Временное сопротивление при растяжении | Твердость | Предел кратковременной прочности,  | Ударная вязкость, KCU |
| г /  | мм | МПа, не менее | HB, не более | МПа | кДж/  |
| 7.1 | 15 | 150 | 250 | 150 | 80-90 |
| в | - Предел кратковременной прочности , [МПа] |
| T | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| 5 | - Относительное удлинение при разрыве , [ % ] |
| | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
3.Масса детали.
Деталь можно условно разделить на 5 цилиндра с отверстиями, поэтому необходимо вычислить объемы этих частей и вычесть объемы отверстий.
1.3. Расчёт объёма и массы детали
Объём:
V=πd2h/4
V1=3,14×60х1002×0,25=471 см3
V2=3,14×140х802×0,25=703,4 см3
V3=3,14×30х702×0,25=115,4 см3
V4=3,14х170х402×0,25=213,5см3
Vдет=V1+V2-V3-V4
Vдет=845.5см3


где
 масса детали,
масса детали,  объем детали,
объем детали,  плотность материала.
плотность материала.Учитывая, что плотность серого чугуна СЧ20 составляет 7,1г/
 , получаем:
, получаем:
 = 7
= 7 =6003.05 г =6
=6003.05 г =6
4.Разработка чертежа отливки.
4.1.Назначение поверхности разъема литейной формы.
Разъем формы необходим для извлечения из нее модели и установки стержней в форму. Конфигурация разъема формы зависит от размеров, конструкции и характера производства отливки.
Выбор разъема непосредственно зависит от положения отливки в форме и в дальнейшем определяет её качество.
При выборе разъема формы необходимо соблюдать следующие требования:
-модельный комплект должен быть несложным и состоять из наименьшего числа комплектующих, как и число поверхностей разъема. В условиях массового или серийного производства допускается иметь только одну поверхность разъема (предпочтительно плоскую);
-при выбранной поверхности разъема формы модель должна свободно извлекаться из формы;
-всю отливку или её наиболее ответственные части (большую часть) необходимо располагать в одной полуформе (предпочтительно в нижней) для повышения точности размеров.
- число стержней должно быть минимальным по возможности простой конфигурации или вообще не иметь их, т.к. стержни усложняют форму,
увеличивают опасность возникновения брака, повышают стоимость изготовления формы и очистки отливок;
-разъем должен обеспечивать удобство установки стержня;
-база черновой механической обработки и большинство обрабатывающих поверхностей должны находиться в одной полуформе;
- протяжённость заливов по плоскости разъема должна быть наименьшей;
- высота модели или формы должна быть минимальной.
4.2.Назначение базовых поверхностей.
Базовыми, называются поверхности, за которые крепится заготовка в процессе механической обработки.
При выборе оптимального положения отливки в форме необходимо учитывать следующее:
-в форме её необходимо располагать так, чтобы основные обрабатываемые поверхности и наиболее ответственные части находились в нижней части формы и при заливке они должны быть обращены вниз или расположены вертикально (наклонно);
-отливку следует располагать таким образом, чтобы наименьший габаритный размер (L>D) находился в плоскости разъема модели и формы;
-плоские или тонкостенные отливки типа «плит» необходимо заливать вертикально или в наклонном положении;
-выбранное положение отливки в форме должно обеспечивать наличие минимального количества стержней, удобную и надежную их установку.
4.3.Назначение припусков на механическую обработку.
Под припуском на механическую обработку понимается толщина слоя металла, удаляемая с поверхности отливки при обработке резанием в целях обеспечения заданных размеров, формы, расположения поверхностей и шероховатости поверхностей детали.
Для назначения припусков на механическую обработку нам необходимо определить класс размерной точности отливки (КРТ), класс точности массы и степень точности поверхности отливки.
Точность размеров - это степень приближения размеров, формы, расположения элементов и параметров качества отливки к заданным параметрам детали. По таблице 2
 , исходя из наибольшего габаритного размера, определяем КРТ. КРТ=9т-13.
, исходя из наибольшего габаритного размера, определяем КРТ. КРТ=9т-13.Исходя из номинальной массы отливки по таблице 2
, определяем класс точности масс (КТМ). КТМ=7-15.Примем минимальные значения КТР и КТМ, как действительные для нашей отливки. КТР=9т, КТМ=7.
Степень точности поверхности (СТП) определяем по таблице 2
, исходя из максимального габаритного размера. СТП=11-18. Уточним степень точности поверхности, исходя из общей шероховатости деталей по таблице 4  .
.  , следовательно, СТП=14.
, следовательно, СТП=14.Исходя из уточненной степени точности поверхности, необходимо определить ряд припусков на механическую обработку по таблице 5
 . Ряд припуска (РП) =7.
. Ряд припуска (РП) =7.Исходя из ряда припусков по таблице 6
, необходимо определить минимальный припуск на сторону. Минимальный припуск на сторону не менее 0,8 мм.Основные параметры отливки
| Обрабатываемая поверхность | Линейный размер,мм | Допуск Тобщ/2 | Вид обработки | Припуск,мм | Номинальный размер,мм |
| I | 200 | 1,1 | | 2,4 | 204,8 |
| II | Ø100 | 0,9 | | 2,2 | 104.4 |
| III | Ø80 | 0,9 | | 2,2 | 84.4 |
| IV | Ø70 | 0,9 | | 2,2 | 65.6 |
| V | Ø40 | 0,7 | | 1,9 | 36.2 |
| VI | 60 | 0,8 | | 1,9 | 64.3 |
| VII | 30 | 0,7 | | 1,9 | 30.5 |
5.Назначение литейных радиусов закругления и уклонов.
5.1. Назначение литейных радиусов закругления.
Литейный радиус предусматривается в углах стенок отливки. Слишком малый литейный радиус приводит к разрушению формы (стержня), отбелу кромок и появлению холодных трещин в чугунных отливках.
Размер литейного радиуса R определяется в зависимости от высоты стенки отливки. Высота h стенки определяется из чертежа детали как наименьшая из сторон, формирующий угол отливки.
Если угол образуется обрабатываемыми поверхностями, то после нанесения припусков литейный радиус в отливке равен полусумме припусков,
 наружный радиус;
наружный радиус;
 где
где внутренний радиус;
внутренний радиус;
5.2. Назначение литейных уклонов.
Формовочные (литейные) уклоны предусматриваются на моделях, в стержневых ящиках, литейных формах для обеспечения извлечения соответственно модели из формы, стержня из стержневого ящика и отливки из формы.
При назначении формовочных уклонов следует руководствоваться ГОСТ 32-12 “Комплекты модельные. Уклоны формовочные, стержневые знаки. Допуски размеров”.
Величина формовочного уклона зависит от высоты формообразующей поверхности: чем меньше высота, тем больше уклон.
На чертеже отливки неуказанные литейные уклоны указываются обязательной строкой в технических требованиях.
Уклон 1= ((Ø104,4-Ø65,6)/2)+1%=19,54. Следовательно, уклон=
 ’;
’;Уклон 2=(( Ø84,4- Ø36,2)/2)+1%=24,34. Следовательно, уклон=
’;Уклон 3=(( Ø104,4- Ø84,4)/2)+1%=10,1. Следовательно, уклон=
 ’.
’.6.Определение необходимого количества стержней. Выбор форм и знаков и их размеров.
Исходя из условий работы, стержни должны обладать высокими огнеупорностью и прочностью, низкой газотворной способностью, податливостью, выбиваемостью, а также надежно должны быть зафиксированы в форме. Эти свойства обеспечиваются выбором стержневой смеси и конструкцией стержня.
Стрежни изготавливают в стержневых ящиках различной конструкции. К основным элементам конструкции стержней относится тело стержня, знаковые части, каркасы и вентиляционные каналы.
В зависимости от положения стержня при сборке литейной формы стержневые знаки подразделяются на горизонтальные и вертикальные.
Определим по таблице 15
 высоту h нижних вертикальных знаков.
высоту h нижних вертикальных знаков.  =32.85 мм. Высоту
=32.85 мм. Высоту  верхних вертикальных знаков принимают не более 0,5 . Для массового производства допускается применение нижнего и вертикального знаков одинаковой высоты. Таким образом,
верхних вертикальных знаков принимают не более 0,5 . Для массового производства допускается применение нижнего и вертикального знаков одинаковой высоты. Таким образом, 32.85мм.
32.85мм.Формовочные уклоны на знаковых формообразующих поверхностях в зависимости от высоты знака и расположения в форме, должны соответствовать формовочным уклонам знаковых частей указанных в таблице 16. По таблице 16
определим формовочные уклоны.  .
.Значения зазоров
 в зависимости от наибольшей высоты знаков
в зависимости от наибольшей высоты знаков  определим по таблице 17 .
определим по таблице 17 .  .
. =1,5
=1,5 =0,75мм
=0,75мм Определим по таблице 15
высоту h нижних вертикальных знаков. =18,1 мм. Высоту  верхних вертикальных знаков принимают не более 0,5 . Для массового производства допускается применение нижнего и вертикального знаков одинаковой высоты. Таким образом,
верхних вертикальных знаков принимают не более 0,5 . Для массового производства допускается применение нижнего и вертикального знаков одинаковой высоты. Таким образом, 18.1мм
18.1ммЗначения зазора
в зависимости от наибольшей высоты знаков  определим по таблице 17 . =1,5 =0,75мм
определим по таблице 17 . =1,5 =0,75мм Формовочные уклоны на знаковых формообразующих поверхностях в зависимости от высоты знака и расположения в форме, должны соответствовать формовочным уклонам знаковых частей указанных в таблице 16. По таблице 16
определим формовочные уклоны.  .
.
7.Определение массы отливки.
V=πd2h/4
V1=(3,14 × 104,42 × 64,3)/4=550150мм3
V2=(3,14 × 84,42 × 140,1/)4=783416мм3
V3=(3,14 × 36,22 × 173,9)/4=178890мм3
V4=(3,14 × 65,62 × 30,5)/4=103033мм3
Vотл=V1+V2-V3-V4=1051,643см3
Мотл = Vотл ×ρ , где Мотл — масса отливки, Vотл — объем отливки, ρ — плотность материала.
Учитывая, что плотность серого чугуна СЧ15 составляет 7100 кг/м3= 7,1 г/см3,
получаем:
Масса отливки Mотл=1051,643см3× 7,1 г/см3 = 7,5 кг
7.Технологический процесс изготовления чугунных отливок способом литья в песчаные формы.
Технологический процесс изготовления отливок в разовых песчаных формах широко распространен в литейном производстве. Он складывается из различных процессов, которые осуществляются в специальных цехах.
1.Разработка литейной технологии, конструирование модельного комплекта.
-Конструирование и изготовление модельного комплекта.
Модельный комплект- комплект формообразующих изделий, необходимых для образования при формовке рабочей полости литейной формы, включая литейную модель, стержневые ящики, модели литниковой системы, формовочные, контрольные и сборочные шаблоны для конкретной отливки. Модель — это приспособление для получения в форме отпечатка, соответствующего конфигурации и размерам отливки.
-Приготовление формовочной (стержневой) смеси.
Формовочная (стержневая) смесь- смесь формовочных материалов, соответствующая требованиям технологического процесса литья и изготовления литейной формы (литейных стержней). Это пески, связующие и специальные добавки.
2. Изготовление литейных песчаных полуформ и изготовление стержней.
Процесс изготовления литейных форм называют формовкой. В литейном производстве используют ручную и машинную формовку. Литейную форму собирают из двух полуформ: верхней и нижней. Полуформы изготовляют из формовочной смеси, уплотняемой в чугунных или стальных рамках, которые называют опоками.
Стержень — это часть литейной формы. Его изготовляют из стержневой смеси, уплотняемой в ящике. После извлечения из ящика стержень подвергают сушке в печи. При сборке формы сухой стержень устанавливают стержневыми знаками в соответствующие гнёзда формы, полученные с помощью знаков модели. Длина стержня больше длины полости отливки на величину знаков
3. Сборка литейных форм.
Если отливка имеет полость, то в форму перед сборкой устанавливают стержень. Затем форму собирают, скрепляют опоки болтами или скобами и подают на заливку жидким металлом.
4. Заливка форм расплавом, его затвердевание и охлаждение.
В качестве исходных материалов для получения жидкого чугуна и стали используют чушковые литейные и передельные чугуны, чугунный и стальной лом.
Расчет и подготовка шихты для плавки расплава.
Брикетированную стружку, ферросплавы, топливо и флюсы. Эти исходные материалы называют шихтовыми. Их хранят на складе шихты, где также производят подготовку исходных материалов к плавке. Подготовленную шихту специальными транспортными средствами подают в плавильное отделение для приготовления жидкого металла (плавки металла).
Расплавленный металл должен быть перегрет в печи до определенной температуры, чтобы он хорошо заполнял литейную форму. После расплавления и перегрева металл сливают из печи в различные ковши и транспортируют на участок заливки форм. Металл, залитый в форму, отдавая теплоту форме, охлаждается и затвердевает.
5. Выбивка отливок из форм, выбивка стержней из отливки.
После охлаждения отливки формы разрушают (выбивают) и отливки извлекают из форм. Выбивку форм производят только после остывания отливки до определенной температуры, так как при высоких температурах сплавы недостаточно прочны и отливка может разрушиться. Выбивку форм осуществляют на специальных установках.
6. Обрубка, очистка и зачистка отливок. Термообработка отливок.
Отливки имеют литники, выпоры, иногда заусенцы. Из-за залива металла, их поверхность может быть загрязнена пригоревшей к ней формовочной смесью. Отрезку или обрубку литников, выпоров, заусенцев, очистку поверхности отливок производят отливок специальным инструментом.
Очень часто для получения требуемых структуры и механических свойств, снятия внутренних напряжений отливки подвергают термической обработке— нагреву и охлаждению по строго заданным режимам (по времени и температуре) в термических печах.
7. Контроль качества отливок. Исправление дефектов.
Контроль качества отливок: проверка их размеров и герметичности, наличие внутренних и внешних дефектов (усадочных раковин, газовых раковин, трещин и т. д.), механические свойства и структуру металла. Отливки, имеющие незначительные дефекты, исправляют различными способами: газовой и электрической заваркой, пропиткой различными смолами, нанесением замазки и др.
8. Окрашивание отливок.
Некоторые отливки окрашивают, чтобы предотвратить коррозию.
8.Расчет литниковой системы.
Наиболее распространенной литниковой системой для отливок из чугуна является система, состоящая из четырех элементов литниковой системы: литниковой вороны (чаши), стояка, шлакоуловителя и питателя.
При проектировании литниковой системы необходимо:
-выбрать место и способ подвода расплава;
- скорость подъёма расплава в форме должна быть достаточной для того, чтобы образующие газы и воздух, находящиеся в полости формы, смогли свободно выйти из неё;
-разработать конструкцию литниковой системы с учетом выбранного положения отливки в форме;
- выбрать тип ковша для заливки формы;
-рассчитать размеры сечений элементов литниковой системы.
Расчет литниковой системы начинается с определения металловместимости литейной формы. Так как у нас массовое производство принимаем, что в одной литейной форме мы будем изготавливать 4 отливки. Это сократит расход формовочной смеси, уменьшит количество необходимых опок и повысит производительность труда.
8.1. Расчет литниковой системы начинается с определения суммарного сечения питателей.

где
 суммарное сечение питателей,
суммарное сечение питателей,  ;
;  масса жидкого металла, протекающая через литниковую систему, кг.
масса жидкого металла, протекающая через литниковую систему, кг.
где
 суммарная масса отливок, кг.
суммарная масса отливок, кг.
G=1.15Go =1.15
 =34,5 кг
=34,5 кг = 0.8 *
= 0.8 * =0.8*
=0.8* =4,7
=4,7 Рассчитать площадь сечения каждого питателя по одному на каждую отливку.
Для чугунных отливок питатели выполняют трапецеидальными равносторонними. По таблице 18
 определим размеры стандартного сечения питателя (определяем в большую сторону).
определим размеры стандартного сечения питателя (определяем в большую сторону).
Толщина максимальной стенки составит:
(84,4– 36,2)/2=24,1 мм
выбираем размеры питателя:
H=5 мм A=10 мм B=15 мм
8.2. Сечение шлакоуловителя также сделаем трапецеидальным и равнобедренным и определим его площадь, исходя из суммарного сечения питателей.

Fшл =1,1*4,7=5,17
Но поскольку поток чугуна при заливке через стояк, находящийся посередине шлакоуловителя раздваивается, то действительное сечение шлакоуловителя будет таким:

Исходя из площади шлакоуловителя, определим его размеры.

hшл =10*
 =10*
=10* =19,5 мм
=19,5 ммРасчёт основания шлакоуловителя :
a=h / 1.25=19,5/1.25=15,6 мм
b=0.7a=0.7*15,6=10,9мм
8.3. Определяем размеры стояка. Исходя из суммарной площади питателей, находим размеры стояка.

Fст =1.2
 =1.2*4,7=5,64
=1.2*4,7=5,64 Исходя из полученной площади, найдем диаметр нижней части стояка.
dст.н = 20
 = 25,6=26 мм
= 25,6=26 ммДиаметр стояка в верхней части больше на 1.12, чем диаметр в нижней.
dст.в = 26*1.12=28,7 мм = 29 мм
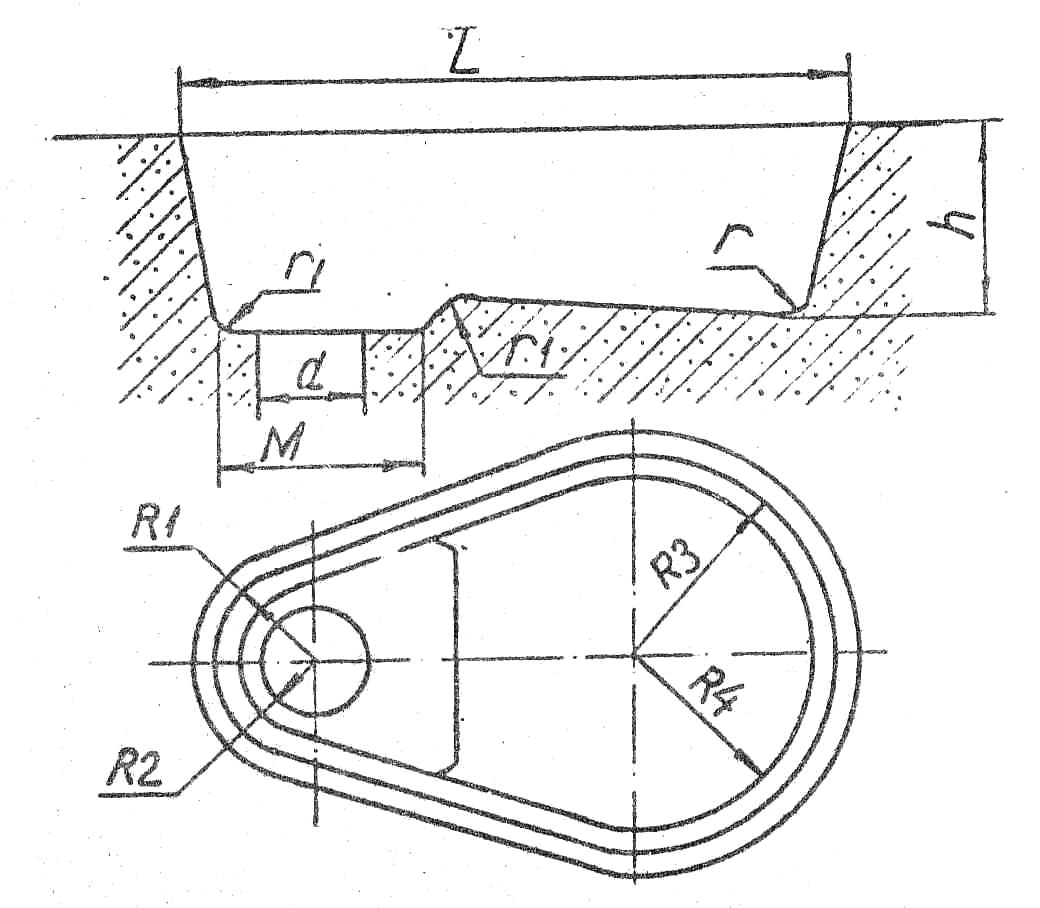
Определяем размер литниковой чаши или литниковой воронки
В зависимости от диаметра стояка, если
 до 32 мм – литниковая воронка, свыше– литниковая чаша. Выбираем литниковую чашу. Исходя из размеров литниковой чаши, округляем к большему ближнему значению по таблице 27
до 32 мм – литниковая воронка, свыше– литниковая чаша. Выбираем литниковую чашу. Исходя из размеров литниковой чаши, округляем к большему ближнему значению по таблице 27
Размер литниковой чаши, мм.
| Диаметр стояка, мм | L | M | h |  |  |  |  | r |  |
| 32 | 180 | 70 | 110 | 40 | 35 | 50 | 45 | 15 | 5 |
Литниковая чаша
8.5. Расчет размеров опок и модельных плит.


где
 толщина формовочной смеси вокруг отливки (
толщина формовочной смеси вокруг отливки ( );
);  ширина шлакоуловителя, мм;
ширина шлакоуловителя, мм;  диаметр модели, мм.
диаметр модели, мм.Длина опоки:
A = 100+2*206,4+50+2*50+2*45=752.8=800мм
Ширина опоки:
В=4*50+2*105,4+15,6=426,4=450мм
При машинной формовке габаритные размеры опок зависят от числа отливок их габаритных размеров и расположения, размеров литниковой системы, а также площади стола формовочной машины.
Полученные расчетные значения
 и
и  приводим к стандартным значениям, округляем до ближайшего большего числа с шагом 50 мм.
приводим к стандартным значениям, округляем до ближайшего большего числа с шагом 50 мм.

8.6. Расчет высоты опок.
Высота опоки рассчитывается, исходя из величины модели в данной опоке и расстоянию от края модели до формовочной смеси.


где
 высота верхней опоки;
высота верхней опоки;  высота нижней опоки;
высота нижней опоки;  размер модели;
размер модели; толщина формовочной смеси (
толщина формовочной смеси (
Hн = R+
 60+52,7 = 112,7=125мм
60+52,7 = 112,7=125ммHв = Hн
Так как у нас массовое производство, то размеры оборудования и оснастки должны быть стандартными. Для этого округляем расчетные значения до ближайшего большего значения с шагом 25.


8.7. Расчет размеров модельных плит.




9Выбор состава формовочной и стержневой смесей
Формовочные смеси применяют для изготовления песчаных форм. Технологический процесс приготовления формовочных смесей заключается в перемешивании составляющих компонентов смеси с последующим ее выстаиванием и разрыхлением. Перемешивание производят в смешивающих бегунах. Время перемешивания составляет для единой смеси 3-5 мин. Затем смеси загружают в бункера, где они выстаиваются в течение нескольких часов для равномерного распределения влаги. Перед загрузкой смесь разрыхляют.
Состав и свойства формовочной смеси :
Оборотная смесь – 93-94%
Глинистый песок – 5-7%
Огнеупорная глина – до 10%
Противопригарные добавки (уголь, мазут) – до 2
Предел прочности на сжатие – 0,05-0,06 МПа
Газопроницаемость – 17-30
Влажность – 5,5-6,5%
При заливке формы стержни в большинстве случаев находятся в тяжелых условиях, испытывая значительное термическое и механическое воздействие расплавленного литейного сплава. Поэтому к стержневым смесям предъявляют более высокие требования по прочности и другим свойствам, чем к формовочным смесям.
Изготовление полуформ и стержней, сборка форм
Способ формовки – машинная.
Выбираем тип формовочной машины исходя из размеров опок в свету.
Машина – формовочная пневматическая встряхивающепрессовая с электроуправлением с поворотом полуформ.
Осуществляем формовку в 2-х опоках по разъемной модели.
Основным способом изготовления стержней является их машинная формовка в стержневых ящиках.
Операция сборки форм начинают с установки нижней полуформы на заливочную площадку. Затем полость полуформы продувают сжатым воздухом, устанавливают в нее нижнюю полуформу и осторожно по фиксирующим штырям накрывают верхней. Для предотвращения подъема верхней полуформы статическим давлением металла ее скрепляют с нижней полуформой скобами или ставят грузы.
10. Расчет шихты.
Для обеспечения заданного химического состава и качества выплавляемого чугуна следует рассчитать шихту по принятому химическому составу чугуна с учетом угаром элементов при плавке его в вагранке.
При расчете шихты необходимо учитывать угар элементов при ваграночной плавке: 10 – 30% для Si, 15 – 25% для Mn, 16 – 20% для Cr.
Пригар серы составляет 40-50% вследствие перехода серы из кокса в чугун.
При плавке в вагранке содержание углерода в шихте можно определить по формуле:

где
 массовая доля углерода в шихте, %;
массовая доля углерода в шихте, %;  массовая доля углерода в чугуне, %;
массовая доля углерода в чугуне, %; коэффициент науглероживания;
коэффициент науглероживания; коэффициент, учитывающий окисление углерода. Значение коэффициента
коэффициент, учитывающий окисление углерода. Значение коэффициента  можно определить по таблице 29
можно определить по таблице 29 с соответствующей интерпретацией.
с соответствующей интерпретацией. Доля сжатого лома в шихте 15%, тогда коэффициент науглероживания 1,74. Коэффициент, учитывающий окисление углерода взяли из рисунка 44
, 
Определим среднюю массовую долю кремния и марганца в шихте. Допустим, что исходная доля кремния в шихте
 , марганца
, марганца
 , тогда угар при плавке кремния составит 0,15 , а марганца – 0,20 . В жидком чугуне остается:
, тогда угар при плавке кремния составит 0,15 , а марганца – 0,20 . В жидком чугуне остается: кремния:

марганца:

В соответствии с заданным составом по таблице 30
 в жидком чугуне должно оставаться кремния от 2,2 – 2,6% и марганца в пределах от 0,5 – 0,8 % . Получим:
в жидком чугуне должно оставаться кремния от 2,2 – 2,6% и марганца в пределах от 0,5 – 0,8 % . Получим: 

Содержание элементов в «колоше» (массовый состав компонентов равный 800 кг) проверяем расчетом по таблице 32
 .Расчет, представленный в таблице, показывает, что кремния в шихте достаточно. А вот марганца недостаточно. Чтобы получить минимальное содержание марганца в шихте необходимо добавить:
.Расчет, представленный в таблице, показывает, что кремния в шихте достаточно. А вот марганца недостаточно. Чтобы получить минимальное содержание марганца в шихте необходимо добавить:
Недостаток марганца восполним введением ферромарганца.

на одну завалку массой 800 кг или
 0,01 кг на 100 кг заливки.
0,01 кг на 100 кг заливки.Исходя из таблицы 31
 пригар серы учитываем в содержании серы в шихте, но в целом её содержание будет меньше заданного 0,09%. Сера получает пригар 0,0287%.
пригар серы учитываем в содержании серы в шихте, но в целом её содержание будет меньше заданного 0,09%. Сера получает пригар 0,0287%. На основании расчета шихты методом подбора записываем состав шихты металлической завалки массой 800 кг:
1)литейный чугун марок:
ЛК1 (200);
ЛК2 (120);
2)возврат собственного производства (240);
3)стальной лом (120);
4)брикетированная чугунная стружка (120).
Итого 800 кг.
Дополнительно в состав шихты вводится 0,08 кг ферромарганца. Вся масса металлической шихты составит (800+0,08)=800,08 кг.
Расход кокса зависит от способа плавки в вагранке и составляет 9-16% от массы металлической завалки. Например, при плавке в вагранке без подогрева дутья его расход составляет около 15%,с подогревом дутья-11%.Флюсы вводятся в количестве 3% от массы металлической завалки.
Использованная литература.
1.Разработка технологического процесса изготовления чугунных отливок способом литья в песчаные формы: учебно -методическое пособие/В.А.Алов, О.М.Епархин, А.Н.Попков, Е.Н.Потуткина,И.Н.Куприянов.-Ярославль: Изд-во ЯГТУ,2012.-76с
2.Технология конструкционных металлов : Учебник для студентов машиностроительных специальностей вузов /А.М.Дальский, Т.М.Барсукова, Л.Н.Бухаркин и др.;Под общей ред. А.М.Дальского.-5-е изд.,
исправленное. М.:Машиностроенние,2003.-512с