КУРС. наладка электрооб. автомат. линий (4). Наладка электрооборудования автоматических линий
 Скачать 193.4 Kb. Скачать 193.4 Kb.
|

|
КУРСОВАЯ РАБОТА Тема : Наладка электрооборудования автоматических линий Наименование дисциплины : Теоретические основы организации монтажа, ремонта, наладки систем автоматического управления, средств измерений и мехатронных систем. Специальность: Автоматизация технологических процессов и производств 15.02.07 Выполнил: Руководитель работы: ----------------------------------- Москва 2020 СОДЕРЖАНИЕ: ВВЕДЕНИЕ……………………...………………………………………………..3 ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ………….……….4 1.1. Технологическое оборудование автоматических линий…………...12 1.2. Электрические схемы автоматических линий………………………14 1.3. Контрольные операции………………………………………………17 1.4. Электрооборудование автоматических линий……………………...19 ГЛАВА 2. ПОРЯДОК И НАЛАДКИ ЭЛЕКТРООБОРУДОВАНИЯ……..22 2.1 Приборы, используемые при наладке электрооборудования……….34 ЗАКЛЮЧЕНИЕ………………………………………………………………...36 СПИСОК ЛИТЕРАТУРЫ…………………………………………………….37 ВВЕДЕНИЕ Под электрооборудованием понимается вся совокупность электрооборудования и электроустановок электрического хозяйства организации. В обязанности ответственного за монтаж, наладку и эксплуатацию электрооборудования входит ряд компетенций. Электрооборудование является основой комплексной механизации и автоматизации производственных процессов в промышленности, а правильный выбор и наладка электрооборудования способствует его безаварийной работе. На базе директивных документов в книге обобщены наиболее часто встречающиеся формы и методы ведения наладочных работ на электрооборудовании напряжением до 1 кВ (электрические цепи, электродвигатели, пускозащитная аппаратура, заземляющие устройства), которое имеет наибольшее распространение и используется почти во всех электроустановках, а также приведены данные, необходимые при выборе электрооборудования, как общепромышленного, так и специализированного, при различных условиях внешней среды. Автоматической линией называется группа станков, связанных транспортерами в единую систему и выполняющих последовательно весь процесс обработки деталей. Применение таких линий позволяет значительно повысить производительность труда, качество выпускаемой продукции, а также заметно снизить ее себестоимость. В состав автоматических линий в зависимости от их назначения входят технологические агрегаты, транспортные средства, кантователи, накопители, фиксирующие и зажимные устройства, устройства загрузки и разгрузки деталей, системы контроля и сигнализации. ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯАвтоматическая линия (далее АЛ) – представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединённого автоматическим транспортом и имеющего общую систему управления. Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а также загрузке заготовок в начале цикла и выгрузки изделий в конце него. Причём последние операции всё чаще передаются промышленному роботу. АЛ предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводом с широким внедрением безлюдной технологии потребности в АЛ непрерывно возрастают. Экономическая эффективность использования АЛ достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства. 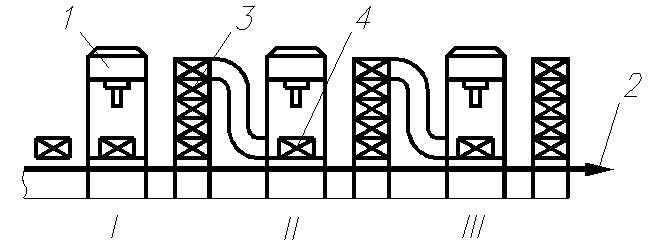 Рис. 1 Автоматические линии Автоматические линии, состоят из: технологического агрегата 1 – машины, выполняющей одну или несколько операций технологического процесса (кроме накопления и транспортирования деталей); транспортного агрегата 2 – машины, выполняющей межоперационные транспортные операции технологического процесса; накопителя заделов 3 – устройства для приёма, хранения и выдачи межоперационного задела заготовок и полуфабрикатов расположенного между двумя станками или отдельными участками АЛ и устройства управления. АЛ могут быть операционными (для определённого вида обработки) или комплексными (совокупность АЛ обеспечивающих выполнение всех операций, предусмотренных технологическим процессом обработки). Автоматической цех производящая единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий. АЛ классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жёсткие и гибкие, спутниковые и безспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся. Жёсткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой АЛ заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается. Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых накопителях или транспортной системе, что создаёт возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов. Спутниковая АЛ – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении – спутнике. Транспортная система в этом случае должна обеспечивать возврат спутников в начало линии. Когда в составе технологического потока одна или насколько операций реализуются на параллельно работающих станках, АЛ характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников. По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные, роторные и цепные; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, Z-образные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобство доступ для обслуживания и ремонта оборудования. По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую АЛ делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях для изготовления шестерён, мелких и средних колец подшипников, фланцев валов). По типу встроенного основного технологического оборудования различают АЛ из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов. В настоящее время изготавливают АЛ для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов и т.д.) как с автоматической, так и с ручной переналадкой. Подобные АЛ или системы АЛ называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологической обработки. По виду обрабатываемых деталей различают линии для обработки корпусных деталей и линии для обработки деталей типа тел вращения. |