Реферат. Направляющие качения и комбинированные направляющие станков
 Скачать 360 Kb. Скачать 360 Kb.
|

 государственное автономное профессиональное образовательное учреждение Чувашской Республики «Межрегиональный центр компетенций – Чебоксарский электромеханический колледж» Министерства образования и молодежной политики Чувашской Республики Реферат По МДК03.01“ Реализации технологических процессов изготовления деталей” На тему: Направляющие качения и комбинированные направляющие станков . Разработал Проверил Студент гр ЗМ3 преподаватель Зайцев В.А. Алексеев БЛ. 2020-2021 Направляющие качения и комбинированные направляющие станков Направляющие качения конструируют незамкнутыми и замкнутыми (рис. 46). Незамкнутые направляющие (рис. 46, а) применяют только для горизонтального перемещения, при этом натяг в вертикальной плоскости создается массой узла, а в горизонтальной - специальными устройствами. Конструктивно они проще замкнутых, но не могут воспринимать больших опрокидывающих моментов. Замкнутые направляющие (рис. 46, б) воспринимают большие моменты, натяг в обеих плоскостях создается специальными регулирующими устройствами (на рисунке роликовые опоры условно показаны прямоугольниками).  Рис. 46. Направляющие качения Обычно роликовые опоры встраивают в узлы с предварительным натягом. Предварительный натяг в замкнутых направляющих создают двумя способами: пригонкой размеров или регулировочными устройствами. Первый способ прост конструктивно и дает высокую жесткость, однако он имеет недостатки - невозможно регулировать натяг в процессе эксплуатации и сложно подгонять требуемый натяг при первоначальной сборке. Второй способ при усложнении конструкции, увеличении размеров и меньшей жесткости лишен данного недостатка. 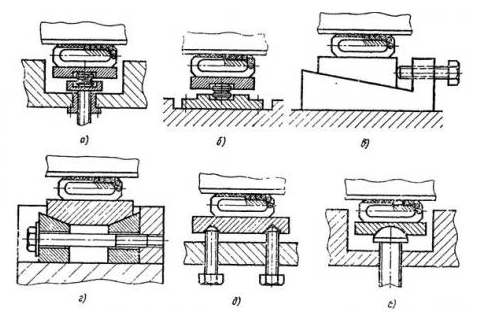 Рис. 47. Основные типы устройств для регулирования предварительного натяга: а - пружинами и винтами; б - пружинами; в - простым клином; г - двумя встречно расположенными клиньями; д - подвижной планкой и винтами; е -шаровой опорой Для создания натяга с помощью регулировочных устройств одну роликовую опору закрепляют в корпусе неподвижно, а противоположную с помощью регулировочного устройства можно перемещать в процессе монтажа (рис. 47). На основании исследований, выполненных в ЭНИМСе, даны рекомендации по выбору типа регулировочного устройства. В конструкциях, где необходима самоустановка опор, рекомендуется применять устройства с пружинами (рис. 47, б) или /-винтами с шариковыми опорами (рис. 47, е), а в конструкциях, где самоустановка необязательна, но важна высокая жесткость - регулировочные устройства с клиньями (рис. 47, в и г). Основные виды комбинированных направляющих В станках применяют три основных вида комбинированных направляющих качения-скольжения: направляющие, в которых основные поверхности скольжения, а боковые качения (рис. 48, а) в таких направляющих устранено влияние боко- 2 вых зазоров; направляющие, в которых 1-основные поверхности качения, а боковые - скольжения (рис. 48, б); направляющие, в которых основные поверхности скольжения дополнены подпружиненными роликовыми опорами (рис. 48, в).  В станках с ЧПУ всех типов широко применяют направляющие, приведенные на рис 48, а. В направляющих тяжелых станков для разгрузки подвижных узлов используют направляющие, приведенные на рис. 48, е. Под опоры качения устанавливают стальные накладные направляющие, закаленные до высокой твердости. Чаще применяют так называемое «узкое» боковое направление, когда устройство от боковых смещений подвижного органа замыкается на одной направляющей. Примеры узкого бокового направления см. на рис. 46 и 48. Узкое боковое направление в сравнении с «широким» облегчает изготовление и контроль направляющих, уменьшает влияние на точность температурных деформаций. Для предотвращения неравномерного распределения нагрузок и преждевременного выхода роликовых опор из строя необходимо тщательно выверить при монтаже их положение. Разновысотность опор, установленных в одной плоскости, не должна превышать 3 мкм. Выверку и контроль положения опоры производят по торцевой плоскости М (см. рис. 44), которая должна быть строго параллельна направлению перемещения узла. Перекос опор в продольной плоскости должен быть не более 10-12 мкм на длине 100 мм, а в поперечном - 3 мкм. Превышение каждого из этих значений в 2 раза сокращает допускаемую нагрузку на опору так же в 2 раза. Смазку в жидком или пластичном виде нужно подавать периодически в канал возврата роликов или на направляющие. Для защиты от загрязнения применяют скребки, телескопические щитки или раздвижные меха. |