Название и характеристика рабочего места
 Скачать 2.28 Mb. Скачать 2.28 Mb.
|

|
Содержание Устройство токарно-винторезного станка 1. Название и характеристика рабочего места 1.1 Классификация рабочего места 1.2 Характеристика основного технологического оборудования 2. Оснащение рабочего места 2.1 Инструмент (основной технологический, вспомогательный и измерительный) 2.2 Организация и технологическая оснастка 2.3 Средства малой механизации и подъемно – транспортные средства 3. Пространственная организация рабочего места 4. Организация обслуживания рабочего места, способы и средства связи со службами обслуживания и управления 4.1 Организация обслуживания рабочего места 4.2 Средства связи 5. Условия труда на рабочем месте 5.1 Санитарно – гигиенические условия труда 5.2 Освещение рабочего места 5.3 Эстетические условия труда 6. Требования производственной безопасности и охраны труда Список литературы Устройство токарно-винторезного станка Токарно-винторезные станки с ручным управлением являются наиболее универсальными станками токарной группы и используются в основном в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков этого типа практически одинакова. Станок имеет следующие основные узлы (см. рис. 1): 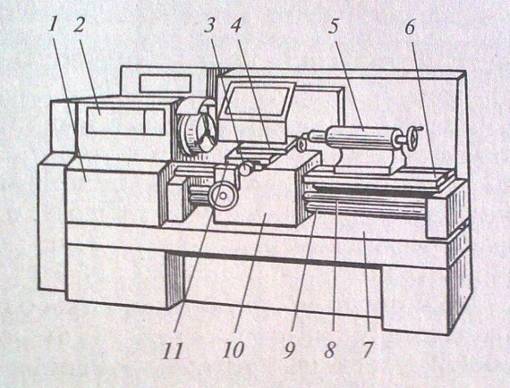 Рис.1 станину (7), на которой монтируют все механизмы станка переднюю (шпиндельную) бабку (2), в которой размещают коробку скоростей, шпиндель и другие элементы коробку подач (1), передающую движение от шпинделя к суппорту (11) с необходимым передаточным числом с помощью ходового винта (8) при нарезании резьбы или ходового вала (9) при обработке других поверхностей фартук (10), в котором вращение винта (8) или вала (9) преобразуется в поступательное движение суппорта (11) с инструментом заднюю бабку (5), в пиноли которой может быть установлен центр для поддержки обрабатываемой заготовки или осевой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в заготовке, закрепленной в патроне суппорт (11) служит для закрепления режущего инструмента в резцовой каретке и сообщения ему движения подачи. Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим (6) станка. По направляющим нижних салазок в направлении, перпендикулярном линии центров, перемещаются поперечные салазки (3), на которых расположена резцовая каретка (4) с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка.1 1. Название и характеристика рабочего места 1.1 Классификация рабочего места Классификация рабочего места осуществляется: по типу производства – единичное и мелкосерийное по количеству работающих – индивидуальное, т. е. производственное задание и должностная инструкция устанавливаются каждому работнику отдельно по степени специализации – универсальное, т. е. рабочие места приспособлены для выполнения широкого круга работ, они организуются преимущественно на единичных производствах и оснащаются универсальным оборудованием по числу обслуживаемых станков – одностаночное по расположению – стационарное, т. е. неподвижное, строго фиксированное по степени механизации – механизированное (на машинном рабочем месте основная работа выполняется машиной, а управление ею и вспомогательная работа осуществляется рабочим) по основной рабочей позе исполнителя трудового процесса – стоя.2 1.2 Характеристика основного технологического оборудования Табл.1
2. Оснащение рабочего места 2.1 Инструмент (основной технологический, вспомогательный и измерительный) Данные об инструментах представлены в табл.2. Приведенные инструменты обеспечивают все технологические операции, указанные в табл.1. Табл.2
2.2 Организационная и технологическая оснастка Под технологической оснасткой понимают средства связи, обеспечивающие выполнение технологического процесса в заданных параметрах – станочные приспособления, режущий, вспомогательный и измерительный инструменты. Технологическая оснастка в зависимости от нахождения на рабочем месте бывает постоянной или временной. Организационная оснастка необходима для размещения и хранения технологической оснастки. В нее входят средства для хранения станочных приспособлений, режущего, вспомогательного и измерительного инструмента – шкафы, тумбочки, этажерки; средства для хранения материалов, заготовок, обработанных изделий – ящичные тары, стойки, стеллажи; средства для размещения технической и технологической документации – планшеты, полки, ящики. 4 Кроме того, к организационной оснастке относятся предметы, обеспечивающие удобную рабочую позу работающего; средства, обеспечивающие нормальные условия труда – производственная мебель, лампы местного освещения, средства связи. Требования к конструкции и габаритам оргоснастки зависят от характера выполняемых на рабочем месте работ, специализации рабочих мест, состава и количества инструментов и приспособлений, веса и ассортимента предметов труда. Например все рабочие места станочников в обязательном порядке оснащаются подножными решетками (см. рис. 2) либо ступеньками со сплошным настилом. Их изготавливают из изоляционных материалов (сухой древесины, пластмассы). Конструкция и габариты организационной оснастки должны отвечать эргономическим требованиям и антропометрическим показателям работающего, а также обеспечивать экономичное использование производственной площади. Иными словами,. высоту расположения решеток и ступенек от пола выбирают в зависимости от роста рабочего, а их площадь должна быть такой, чтобы рабочий не оступился. Конструкция инструментальных шкафов и тумбочек должна предусматривать достаточное количество выдвижных ящиков с отделениями и ложементами для раздельного хранения всех инструментов, приспособлений и предметов ухода за рабочим местом в один ряд, выдвижные ящики должны иметь фиксирующие устройства, не позволяющие ящикам выпадать из шкафов и тумбочек5. Например, на рисунке 3 показан инструментальный шкаф. На верхних полках хранятся чертежи, технологическая документация, рабочие наряды, справочники, измерительные инструменты. На средние полки укладывают резцы, переходные втулки, центры, хомутики, подкладки. В самом нижнем отделении хранят патроны и кулачки к ним. Также следует отметить, что не следует загромождать шкаф излишним запасом инструментов. Высота стеллажей и столов для заготовок должна быть равной высоте зоны обработки деталей или быть выше ее, а высота стеллажей и столов для размещения готовой продукции – высоте зоны обработки деталей или ниже ее. Производственная мебель должна обеспечивать возможность регулировки ее высоты в соответствии с высотой рабочей поверхности и ростом работающего. 2.3 Средства малой механизации и подъемно – транспортные средства К средствам малой механизации и подъемно – транспортным средствам относятся рольганги, простейшие подъемные приспособления и другие устройства, предназначенные для облегчения выполнения операций по подаче к рабочему месту и непосредственно в рабочую зону предметов труда, их подъему, установке, съему и отправке с рабочего места. Средства малой механизации должны отвечать следующим требованиям: обеспечивать удобство эксплуатации и экономию затрат труда, устранять излишние усилия рабочего при выполнении операции средства перемещения предметов труда должны быть расположены на высоте, соответствующей высоте рабочей поверхности во всех возможных случаях для передвижения обрабатываемых материалов необходимо использовать силу тяжести материалов, применяя наклонные рольганги, склизы, спусковые отверстия устройства для перемещения, установки в различных положениях и выравнивания предметов труда должны быть максимально автоматизированы конструкция транспортеров и рольгангов должна обеспечивать удобство регулирования их по высоте, устойчивое положение и при необходимости удобство поворота конструкция и световое оформление средств малой механизации должны соответствовать требованиям технической эстетики. Подъемно – транспортные механизмы следует применять в случае подъема предметов труда и оснастки весом более 10 кг. При меньшем весе в ряде случаев целесообразно оснащать рабочие места бункерами, спускными желобами, откидывающимися приспособлениями, емкостями для материалов, облегчающими их подачу в рабочую зону. Подбирая и устанавливая оборудование на рабочем месте, необходимо позаботиться о том, чтобы рабочему были созданы благоприятные условия труда. 6 рабочее место токарь охрана труд 3. Пространственная организация рабочего места Пространственная организация рабочего места – это расположение оборудования, технологической и организационной оснастки, предметов труда и самого работающего на рабочем месте.7 Организация рабочего места предусматривает рациональное расположение оборудования и оснастки, наиболее эффективное использование производственных площадей, создание удобных и безопасных условий труда, продуманное расположение инструментов, заготовок и деталей на рабочем месте, что должно привести к исключению из трудового процесса лишних движений, ведущих к быстрой утомляемости работающих и потерям рабочего времени. По существующим нормам на каждого работающего должно приходиться не менее 4,5 м2 производственной площади. Все предметы и инструменты на рабочем месте располагают в пределах досягаемости вытянутых рук. Все, что приходится брать правой рукой, располагают справа, то, что берут левой рукой – слева. Материалы и инструменты, которые берут обеими руками, располагают с той стороны станка, где во время работы находится токарь. Если предметы труда располагать в строго определенном порядке и всегда на одних и тех же местах, то у рабочего появится навык и автоматизм движений, что также ведет к снижению напряжения и утомляемости. На рисунке 4 представлена планировка рабочего места токаря, работающего на токарно – винторезном станке. Такая планировка рабочего места наиболее целесообразна для токарей – универсалов в случае обработки небольших партий разнотипных деталей, требующей частой смены режущего инструмента, а также при обработке длинных и тяжелых заготовок, которые приходится брать двумя руками. 8 Кроме того, большое влияние на планировку оказывает рабочая поза исполнителя трудового процесса. Под рабочей позой понимают положение частей тела человека относительно орудий и предметов труда. Выбор рабочей позы в значительной степени зависит от требуемых при работе физических усилий и от необходимой степени точности выполнения работ. Рабочая поза «стоя» применяется при работах, требующих большого количества движений с размахом более 1000 мм по фронту, 300 мм в глубину, 400 мм от поверхности рабочей зоны и усилия в 10 – 20 кг. Данная рабочая поза предусматривает наклон корпуса работающего вперед под углом, не превышающим 10 - 15°. Необходимо стремиться к тому, чтобы расположение всех предметов на рабочем месте позволяло работающему брать их, не меняя основной рабочей позы, или, если это не возможно, при минимуме движений. 4. Организация обслуживания рабочего места, способы и средства связи со службами обслуживания и управления 4.1 Организация обслуживания рабочего места В таблице 3 указаны функции, по которым осуществляется обслуживание, способы обслуживания и режимы их выполнения. Табл.3
4.2 Средства связи Дежурное обслуживание осуществляется вызовом по сигналу. 5. Условия труда на рабочем месте 5.1 Санитарно – гигиенические условия труда Гигиена труда изучает трудовую деятельность человека и производственную среду с точки зрения влияния на организм человека и разрабатывает меры и санитарно – гигиенические нормативы, направленные на оздоровление условий труда и предупреждение профессиональных заболеваний. Рабочий – станочник трудится в помещении (обычно в цехе предприятия). Температура воздуха, его скорость, влажность и состав, тепловое излучение нагретых поверхностей, шум, вибрация и инфразвук – все это влияет на климат производственного помещения. Нормализация микроклимата производится различными способами в соответствии с санитарно – гигиеническими нормами. Шум на производстве не должен превышать допустимого уровня, который регламентируется государственными стандартами: ГОСТ 27409 – 97. «Шум. Нормирование шумовых характеристик стационарного оборудования. Основные положения», ГОСТ 12.1.003 – 83* «Шум. Общие требования безопасности» и ГОСТ 12.2.107 – 85* «Шум. Станки металлорежущие. Допустимые шумовые характеристики». Условия труда должны быть также и вибробезопасными, т. е. такими, при которых производственная вибрация не оказывает на работающего неблагоприятного воздействия, не приводит к профессиональному заболеванию (вибрационным болезням). Санитарно – гигиенические нормы воздуха определяет ГОСТ 12.1.005 – 88* «Воздух рабочей зоны. Общие санитарно – гигиенические требования». В соответствии с этим стандартом микроклиматические условия могут быть оптимальными и допустимыми. Оптимальными микроклиматическими условиями в холодный и переходные периоды года при выполнении легких работ будут температура окружающего воздуха 20…23°С при относительной влажности 40…60% и скорости движения воздуха 0,2м/с; при работах средней тяжести – температура 17…20°С при тех же влажности и скорости движения воздуха; при тяжелых работах – температура – 16…18°С при скорости движения воздуха 0,3м/с и той же влажности. В теплый период года допускается повышение температур в среднем на 2°С. Для нормальной деятельности организма человека необходимо, чтобы воздух в рабочей зоне был по своему составу близок к атмосферному. Однако попадая в помещение цеха, атмосферный воздух изменяет свой состав, загрязняясь примесями пыли, вредных газов, которые попадают в воздух в процессе механической обработки изделий. Контроль воздушной среды производится в соответствии с ГОСТ 12.1.005 -88*, ГОСТ 12.1.014 – 84* и ГОСТ 12.1.016 – 79*. «Эффективным средством нормализации воздушной среды механических цехов является вентиляция. В случаях, когда не удается устранить из воздуха все вредные и опасные примеси, применяют средства индивидуальной защиты органов дыхания: противогазы, респираторы, пневмошлемы и пневмомаски (ГОСТ 2.4.034 – 85 «Средства индивидуальной защиты органов дыхания классификация»).9 5.2 Освещение рабочего места Конструкция и расположение средств освещения должны обеспечивать освещение поверхности, на которую направлен взгляд работающего; равномерно распределять яркость в окружающем пространстве; предохранять глаза работающего от слепящего воздействия света. Необходимо предусмотреть: а) обеспечение естественного освещения на рабочем месте б) обеспечение допустимых осветительных условий на рабочем месте искусственным освещением. Произвести расчет освещения методом светового потока, точечным способом и произвести выбор для данного рабочего места наиболее безопасных и рациональных источников света, арматуры и осветительных приборов; 5.3 Эстетические условия труда Эстетические условия труда представляются в виде цветового оформления производственных помещений, технологического оборудования и оснастки. Цвет является одним из средств улучшения окружающей человека производственной среды. Цвет используется, в некоторой степени, как противодействие отрицательному влиянию повышенной и пониженной температуры на человека, а также уменьшает уровень монотонности работы. Цвет также влияет на оснащенность, способствует повышению работоспособности и производительности труда, обеспечивает контрастный фон для предметов труда, повышает безопасность труда. При выборе окраски необходимо выделить цветом органы управления станков. Подвижные части станков, если они представляют опасность для работающего, должны окрашиваться в цвет, контрастный цвету корпуса станка, который является для них фоном. Корпуса станков рекомендуется окрашивать в спокойные тона. Цвет оргоснастки должен согласовываться с цветом технологического оборудования, т. е. оргоснастка может быть окрашена в тот же цвет, что и станки, но другой интенсивности. Внутренние поверхности инструментальных шкафов и тумбочек следует окрашивать в светлые тона, чтобы легче было найти инструменты и приспособления. 6. Требования к производственной безопасности и охраны труда Основными опасными производственными факторами при эксплуатации токарных станков являются вращающиеся станочные приспособления и заготовки, также образующаяся в процессе резания стружка. Перед началом работы необходимо: привести в порядок свою рабочую одежду, застегнуть все пуговицы, плотно завязать обшлага рукавов, надеть головной убор, тщательно убрав под него волосы подготовить рабочее место, проверить исправность защитных щитков и очков, осмотреть и подготовить к работе приспособления, режущий и мерительный инструмент, подготовить тару для заготовок, проверить исправность подножной решетки, проследить, чтобы пол вблизи станка был чистым и без масляных пятен проверить наличие ограждений ременных и цепных передач, защитных кожухов, крышек гитар, исправность предохранительных устройств, крючков для устранения стружки, проверить не оборван ли заземляющий провод, правильно установить светильник местного освещения (не должен ослеплять глаз) проверить натяжение цепей, ремней, исправность работы систем смазки станка, органов управления, тормоза в течение нескольких минут проверить работу станка на холостом ходу. Приступать к работе станка можно только в случае его полной исправности. Во время наладки станка и перед его пуском в работу необходимо: при выключенном станке установить все защитные приспособления, режущие инструменты проверить правильность наладки режущих инструментов и приспособлений: сначала визуальным осмотром, затем при повороте вручную шпинделя станка, потом при работе в холостую и только после этого при обработке пробных деталей. Во время работы станка необходимо: прочно закреплять обрабатываемые заготовки в патроне, центрах или на оправке; при установке и съеме заготовок массой более 20кг пользоваться подъемными устройствами; не оставлять ключ в патроне после закрепления (или открепления) заготовки, не притормаживать руками выключенный, но еще вращающийся шпиндель удалять стружку специальными крючками; не производить смазку, обтирку и чистку станка при обработке заготовки при осуществлении контроля размеров обрабатываемой детали остерегаться порезов рук острыми кромками резцов, закрепленных в резцедержателе при скоростном точении применять резцы со стружколомами или стружколомающими канавками при зачистке заусенцев или полировании нельзя держат абразивную шкурку в руках, следует применять жимы нежесткие валы обрабатывать в люнетах, выпускающих конец прутка ограждать трубчатым кожухом работать на режимах резания, указанных в операционных картах; перед тем как остановить станок, выключить автоматическую подачу и отвести инструмент от заготовки; не работать на станке в перчатках, на забинтованные пальцы надевать резиновые напальчники; вытирать руки только чистой ветошью (при использовании обтирочного материала после вытирания им станка можно поранить руки мелкой стружкой) отключать станок при перерыве в подаче электроэнергии, а также при обнаружении утечки масла не открывать защитные кожухи электрооборудования, не открывать двери электрошкафов о любых неисправностях сообщать мастеру, дежурному слесарю, электромонтеру; до их устранения к работе не приступать поддерживать чистоту рабочего места, не загромождать его деталями, заготовками, следить, чтобы СОЖ не попадала на подножную решетку и пол в зоне работы токаря. Порядок на рабочем месте – залог безопасной работы.10 Список литературы 1) Соколов И. В., Прикот С. Я. «Научная организация и нормирование труда, организация рабочего места» Методические указания к курсовой работе, Ленинград 1980г. 2) Долин П. А. «Справочник по технике безопасности» М., «ЭНЕРГОАТОМИЗДАТ» 1984г. 3) Панов Ю. Г., Соленов Б. И. «Справочник по охране труда» том 1 – 3 под общей редакцией Шарикова Л. П. 4) Гаджиев Р. А., Долин П. А., Симочатов Н. П. «Техника безопасности в электроэнергетических установках» справочное пособие М., «ЭНЕРГОАТОМИЗДАТ» 1987г. 5) Денисенко Г. Ф. «Охрана труда» М., 1985г. 6) Тишенина Т. И., Федоров Б. В. «Токарные станки и работа на них» М., «Машиностроение» 1990г. 7) Вереина Л. И. «Справочник токаря» М., 2002г. 8)Чернов Н. Н. «Металлорежущие станки» М., «Машиностроение» 1988г. 9) Смирнов Е. Л. «Справочное пособие по НОТ» М., «Экономика» 1973г. 10) Рофе А. И. «Организация и нормирование труда» М., «МИК» 2001г. 11) Колев Н. С. «Металлорежущие станки» М., «Машиностроение» 1980г. 12) Черпаков Б. И., Альперович Т. А. «Металлорежущие станки» М., 2004г. 1 Черпаков Б. И., Альперович Т. А. «Металлорежущие станки» М., 2004г. 2 Рофе А. И. «Организация и нормирование труда» М., издательство «МИК» 2001г. 3 Тишенина Т. И., Федоров Б. В. «Токарные станки и работа на них» М., «Машиностроение» 1990г. 4 Вереина Л. И. «Справочник токаря» М., 2002г. 5 Соколов И. В., Прикот С. Я. «Научная организация и нормирование труда. Организация рабочего места» методические указания к курсовой работе, Ленинград 1980г. 6 Смирнов Е. Л. «Справочное пособие по НОТ» М., «Экономика» 1973г. 7Соколов И. В., Прикот С. Я. «Научная организация и нормирование труда. Организация рабочего места» методические указания к курсовой работе, Ленинград 1980г. 8 Вереина Л. И. «Справочник токаря» М., 2002г. 9 Вереина Л. И. «Справочник токаря» М., 2002г. 10 Вереина Л. И. «Справочник токаря» М., 2002г. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||