Практическая работа Нормирование токарной операции. Практическая №3.2.1. Нормирование токарной операции. Нормирование токарной операции
 Скачать 214.93 Kb. Скачать 214.93 Kb.
|

|
Практическая работа №3.2.1. Тема: «Нормирование токарной операции» Цель работы: Исходя из исходных данных определить норму времени на выполнение токарной операции. Основные положения Процесс резания при выполнении токарных работ состоит из двух движений: движения резания и движения подави. Главным движением у токарных станков является вращение заготовки, закрепленной на шпинделе. Вращение заготовки характеризуется частотой вращения шпинделя, измеряемой в мин-1. Толщина слоя металла, снимаемого с заготовки при механической обработке, называется припуском на обработку. Припуск может сниматься за один или несколько переходов инструмента в зависимости от заданной глубины резания. Машинное время определяется на каждый переход процесса обработки детали на станке, после чего время выполнения всех переходов суммируется и включается в основное (технологическое) время для расчета нормы штучного времени. Основное (технологическое) время на переход при точении, растачивании, сверлении, нарезании резьбы определяется по формуле 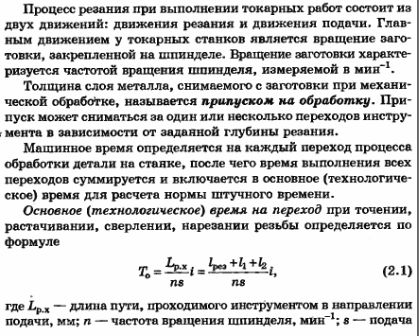 Где Lр.х. – длина пути, проходимого инструмента в направлении подачи, мм; n – частота вращения шпинделя, мин-1; s – подача инструмента за один оборот шпинделя, мм/об.; i – число проходов; lрез. – длина обрабатываемой поверхности в направлении подачи, мм; l1 – длина врезания и перебега инструмента, мм; l2 – дополнительная длина на взятие пробной стружки, мм. Эта формула является общей для всех видов станочных работ. Однако методика расчета параметров режима резания для каждого из них имеет свои особенности. Как следует из формулы, время выполнения машинной работы зависит от оптимального сочетания глубины резания, подачи и частоты вращения шпинделя, что в комплексе называется режимами резания. В свою очередь выбор режимов резания производится с учетом сил резания, оптимальной скорости и эффективной мощности резания, которая необходима для осуществления данного режима резания. Исходя из припуска на обработку определяется максимально возможная глубина резания. Относительно небольшое влияние глубины резания на стойкость резца и скорость резания при точении, строгании и фрезеровании позволяет при черновой обработке устанавливать возможно большую глубину резания, соответствующую припуску на обработку. Глубина резания может быть увеличена и при снижении подачи. Используемая литература Режимы резания для токарных и сверлильно-фрезерно-расточных станков с ЧПУ/ Гузеев В.И., И.В. Сурков. М.: Машиностроение, 2005. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч.1. Токарные, карусельные, расточные, сверлильные, строгальные, долбежные и фрезерные станки. М.: Машиностроение, 1982. Общемашиностроительные нормативы режимов вспомогательного времени и времени обслуживания рабочего места на работы, выполняемые на металлорежущих станках. М.: Экономика, 1988. Порядок выполнения. Ознакомиться с основным положением и типовым решением задачи. Записать в тетрадь тему, цель работы, источники используемой литературы. Записать в тетрадь дано и решение задачи. Записать вывод. Типовая задача с решением Определить норму времени на обработку втулки на токарном станке 16К20Ф3. Исходные данные: деталь – втулка с буртиком; длина а = 85 мм, масса 3,5 кг. Заготовка – отливка с чистой коркой из чугуна СЧ32, квалитет точности IT15. Диаметр заготовки: наружный D = 200 мм; диаметр отверстия d0 = 60 мм; припуск по торцу h = 2,5 мм; диаметр отверстия после обработки d = 62 мм. Количество деталей в партии 25шт. Содержание операции: Обточить торец втулки с допустимой шероховатостью обработанной поверхности Ra5. Расточить отверстие по Ra2,5 и квалитету IT9. Схема обработки приведена на рис.2.1. 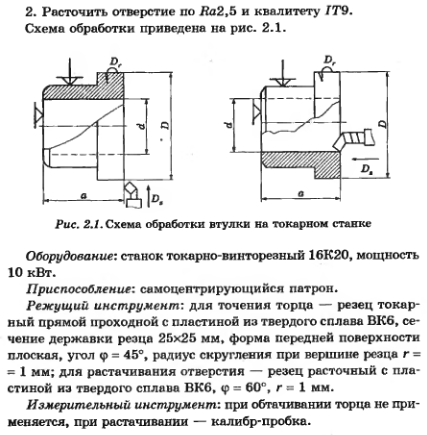 Оборудование: станок токарно-винторезный 16К20Ф3, мощность 10 кВт. Приспособление: самоцентрирующийся патрон. Режущий инструмент: для точения торца – резец токарный прямой проходной с пластиной из твердого сплава ВК6, сечение державки резца 25х25 мм, форма передней поверхности плоская, угол φ = 45⁰, радиус скругления при вершине резца r = 1 мм; для растачивания отверстия – резец расточной с пластиной из твердого сплава ВК6, φ = 60⁰, r = 1 мм. Измерительный инструмент: при обтачивании торца не применяется, при растачивании – калибр-пробка. Определение режимов резания. Для обтачивания торца. Глубина резания исходя из условия обработки в один проход t = h = 2,5 мм. Подача S для параметра шероховатости Ra = 5 мкм при радиусе скругления вершины резца r = 1 мм до 0,6 мм/об. (Страница 1-3, Карта 6, учитывая коэффициенты) Скорость резания при обработке чугуна СЧ32, относящегося ко второй группе твердости по Бринеллю, при t до 3 мм, поперечном точении для d/D = 60/200 = 0,3 и угле φ = 45⁰ составит υ = 92 м/мин (Страница 4-5, приложение 7). При обработке по литейной корке Кυ = 0,85, тогда υ = 92 * 0,85 = 78 м/мин. Мощность, потребная на резание, при t до 2,8 мм, s до 0,6 мм/об., υ до 84 м/мин составит Na = 2,0 кВт [Страница 6-7, Карта 8], что меньше эффективной мощности станка Nст = 10 кВт. Частота вращения  Корректируем режим резания по паспорту станка (Страница 8, табл.1.1): n = 125 об/мин. Для растачивания отверстия. Глубина резания  Подача S при Ra = 2,5 мкм до 0,2 мм/об.(Страница 1-3, Карта 6, + поправочные коэффициенты) Скорость резания V до 110 м/мин (Страница 4-5, приложение 7) Частота вращения  Корректируем режим резания по паспорту станка (Страница 8, табл.1.1): n = 500 об/мин. Расчет основного времени. Для обтачивания торца Длина обработки  Величина врезания и перебега при глубине резания t до 4 мм и угле φ = 45⁰ (Страница 9, Приложение 22) равна l1 = 6 мм Основное время  Для растачивания отверстия. Величина на взятие пробной стружки l1 = 5 мм, длина l2 = 2 мм (Страница 9, Приложение 22) Основное время  Основное время на операцию  Расчет вспомогательного времени. Вспомогательное время на установку и снятие детали в патроне, крепление ключом без выверки при массе детали до 5 кг Тву = 0,37 мин (Страница 10). Вспомогательное время, связанное с переходом (Страница 11) Тпер = 0,07 + 0,06 + 0,5 = 0,63 мин Вспомогательное время на измерение калибром-пробкой по квалитету IT9, при диаметре до 50 мм и длине до 100 мм Тизм = 0,16 мин (Таблица 18, страница 13) Суммарное вспомогательное время на операцию: Тв = Тву + Тпер + Тизм = 0,37 + 0,63 + 0,16 = 1,16 мин С учетом коэффициента серийности (Таблица 19, страница 13) Тв = 1,16 * 1,15 = 1,33 мин Расчет штучного времени. Время на обслуживание рабочего места аобс = 3,5 %. (Таблица 15, страница 11) Время на отдых и личные надобности составит аотл = 4%. (Таблица 15, страница 11) Штучное время равно:  Расчет штучно-калькуляционного времени. Подготовительно-заключительное время на наладку станка, инструмента и приспособления Тпз = 14 мин (Таблица 16, страница 11). Затраты на получение и сдачу инструмента не планируются, дополнительных приемов нет. Штучно-калькуляционное время равно:  где n – количество деталей в партии. Задача для решения: Определить норму времени на чистовую токарную операцию. Исходные данные: заготовка – отливка (рис.3.2.1) деталь – втулка (рис.3.2.2); припуск по торцу h = 2мм, остальные данные согласно варианта
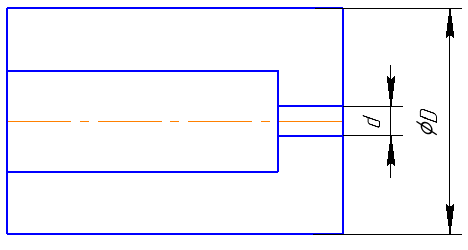 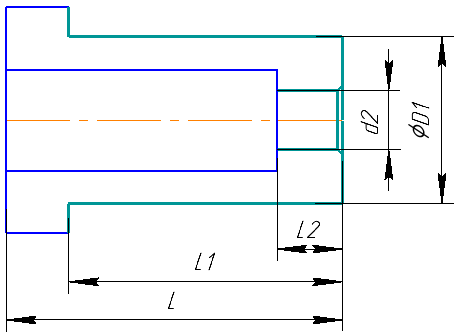 Рис.3.2.1 Заготовка Рис.3.2.2 Деталь Содержание операции: Подрезать торец в размер Lд. Обточить наружную поверхность до диаметра D1 на длину L1. Расточить отверстие до диаметра d1 на длину L2. Приспособление: самоцентрирующийся патрон. Режущий инструмент: для точения торца и проточки наружного диаметра – резец токарный прямой проходной с пластиной, сечение державки резца 25х25 мм, форма передней поверхности плоская, угол φ = 45⁰, радиус скругления при вершине резца r = 1 мм; для растачивания отверстия – резец расточной с пластиной, φ = 60⁰, r = 1 мм. Измерительный инструмент: штангенциркуль – наружный диаметр, калибр-пробка – внутренний диаметр, линейка масштабная – длина. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||