ОАО Коломенский завод. ВВЕДЕНИЕ. Оао хк коломенский завод. История завода. Выпускаемая продукция
 Скачать 1.15 Mb. Скачать 1.15 Mb.
|

|
ВВЕДЕНИЕ. ОАО ХК «КОЛОМЕНСКИЙ ЗАВОД». ИСТОРИЯ ЗАВОДА. ВЫПУСКАЕМАЯ ПРОДУКЦИЯ. ХАРАКТЕРИСТИКА ЦЕХА МАШИННОЙ СБОРКИ. Структура управления МС цеха. Специализация цеха (технологическая деятельность цеха). Номенклатура выпускаемых изделий. Взаимосвязь МС цеха с другими цехами и подразделениями завода. Паспортные данные одного станка. Контрольно-измерительные приборы, инструменты и принадлежности, применяемые в МС цехе. 4. ОСНОВНЫЕ ВИДЫ ОБРАБОТКИ МАТЕРИАЛОВ. 4.1 Обработка на станках различных групп. Обработка на станках токарной группы. Обработка на станках фрезерной группы. Обработка деталей на сверлильных и расточных станках. Обработка на станках строгальной группы. Обработка изделий на станках шлифовальной группы. Обработка на станках протяжной группы. 4.2 Способы получения резьбовых поверхностей. Нарезание внутренних резьб. Нарезание наружных резьб. Нарезание резьб резьбонарезными головками. Нарезание резьб фрезерованием и шлифованием. Накатывание резьб. Обработка зубчатых колес. Обработка неметаллических материалов. СПОСОБЫ ПРОИЗВОДСТВА ЗАГОТОВОК. ОБОРУДОВАНИЕ С АВТОМАТИЗИРОВАННЫМ ЦИКЛОМ. Агрегатные станки. Станки с ЧПУ. ЗАКЛЮЧЕНИЕ. ПРИЛОЖЕНИЯ. Приложение №1 Приложение №2 9. СПИСОК ЛИТЕРАТУРЫ. Введение С 04.09.07 по 28.09.07 я проходила практику на ОАО ХК «Коломенский завод». Коломенский завод (КЗ) - крупнейшее предприятие России, специализирующееся в области железнодорожного и энергетического машиностроения, производство продукции основано на базе собственных конструкторско-технологических разработок. Целью технологической практики является систематизация и углубление научных, технических, технологических и производственных знаний, закрепление умений и навыков применения полученных знаний для решения учебных и производственных задач. Формирования уважения к труду, воспитание производственной и технологической культуры. В результате посещения завода, в общем, мы были в 15 цехах. Там мы изучили выпускаемую продукцию, используемые в производстве оборудование. Помимо этого, мы были прикреплены к МС (машиносборочному) цеху, где изучали его деятельность, связь с другими цехами, также технологический процесс сборки шатунного механизма. Также в МС цехе изучили оборудование, станки, испытательные стенды, приспособления, контрольно-измерительные приборы и т.д. 2. ОАО ХК «КОЛОМЕНСКИЙ ЗАВОД». ИСТОРИЯ ЗАВОДА. ВИПУСКАЕМАЯ ПРОДУКЦИЯ.  Акционерное общество открытого типа «Коломенский завод» им. В.В. Акционерное общество открытого типа «Коломенский завод» им. В.В.Куйбышева - одно из старейших предприятий России. Предприятие основано в 1863 году военным инженером Армандом Егоровичем Струве. Непосредственным толчком к Первый грузовой паровоз 0-3-0, выпущенный в 1869г. возникновению Коломенского завода послужила перестройка железнодорожной магистрали Москва-Саратов. Начальником одного из строительных участков этой дороги был военный инженер А.Е. Струве - будущий основатель завода в Коломне. В первой мастерской А.Е.Струве было занято лишь 235 рабочих; через 20 лет их числилось уже 3500, а и концу IX века превысило 6670 человек. В марте 1869г. Завод выпустил первый товарный паровоз. В 1879 году был выпущен 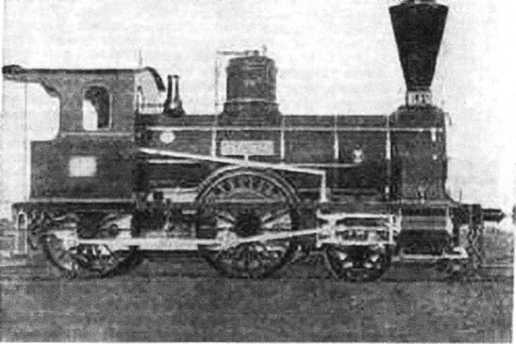 500-й паровоз и 10 тысячный товарный вагон. С 1904 по 1910 годы в промышленности продолжался застой. Чтобы загрузить цехи работой, завод взялся за изготовление городских трамваев. Первый трамвай был выпущен еще в мае 1892г. О революции завод разработал и построил 5094 паровоза и 148 типов теплоходов. После октябрьской революции Коломенскому заводу пришлось осваивать тракторостроение и в 1922г. Был построен колесный трактор с керосиновым двигателем. В 1927г. Были построены первые безкомпрессионные дизели типа 50 МР-6, а в 30-х годах был налажен серийный выпуск дизелей с газотурбинным надувом типа 42БМ-6.  К этому времени относится создание первых серийных Коломенских тепловозов с дизелями 42 БМК-6 и 45 ЕК-6. К этому времени относится создание первых серийных Коломенских тепловозов с дизелями 42 БМК-6 и 45 ЕК-6.В 1902 г. Коломзавод приобрел патент на постройку дизелей. В 1903г. тут был изготовлен первый одноцилиндровый вертикальный дизель мощностью 18л.с. В 1907г. работники коломзавода построили теплоход "Мысль" с реверс-механизмом. Август 1930г. Коломенский завод приступил к сборке первого тепловоза мощностью 600 л.с.   Апрель 1931г. Завод выпустил тепловоз серии ОЗЛ 7 из числа первых пяти машин разных типов. Его мощность 600 л.с, предельная скорость 55км/ч. В 1932г. Завод выпустил магистральный тепловоз серии ЭЗЛ9 с дизелем мощностью 1050 л.с. В серийном производстве он изготовлялся вплоть до Великой Отечественной Войны. Коломенский завод был первым отечественным заводом, организовавшим регулярный выпуск серийных тепловозов. Март 1934. Завод изготовил новый мощный магистральный тепловоз с электропередачей, с общей мощностью двигателей 2100л.с. В 1935г. заводу присвоено имя В.В. Куйбышева. В июле 1956г. завод построил первый послевоенный тепловоз, двухсекционный, серии ТЭЗ по чертежам Харьковского завода.  Декабрь 1958г. Построен первый тепловоз ТЭ50 мощностью 3000 л.с. с Декабрь 1958г. Построен первый тепловоз ТЭ50 мощностью 3000 л.с. сдизелем марки Д45. Опытный образец возродил славную традицию коломенцев создавать тепловозы собственной конструкции. Первый тепловоз серии0зл7 В сентябре 1959г. завод построил первый в СССР грузовой газотурбовоз мощностью 3500л.с. в секции с принципиально новым двигателем - газотурбинной установкой своей конструкции. Апрель 1960г. Завод выпустил новый пассажирский скоростной тепловоз ТЭП60 с двигателем 11Д45 мощностью 4000л.с. Декабрь 1962г. Построен первый грузопассажирский тепловоз с гидропередачей ТГП50 мощностью 4000л.с. в одной секции.  В июне 1964г. построен первый пассажирский газотурбовоз ГП1-0001 мощностью 3500л.с. в секции. В июне 1964г. построен первый пассажирский газотурбовоз ГП1-0001 мощностью 3500л.с. в секции.В 1973г. Сдан первый магистральный пассажирский тепловоз ТЭП70 мощностью 4000л.с.с дизелем Д46. Скорость 160 км/ч. В декабре 1975г. завод построил тепловоз ТЭП75 мощностью 6000л.с. с дизелем 204Н26/26 с нагрузкой на ось 23т. Конструктивная скорость 160км/ч. электрическим отоплением вагонов пассажирского поезда. В конце 1988г. был построен самый мощный магистральный пассажирский тепловоз ТЭП80 мощностью 6000л.с. и самый легкий по воздействию на путь. Его важнейшей особенностью является оригинальная, не имеющая аналогов в мировой практике экипажная часть с двумя четырехосными тележками принципиально новой конструкции. На ТЭП80 был установлен мировой рекорд скорости тепловоза -271 км/ч. В 2002г. выпустили опытную партию магистральных пассажирских тепловозов ТЭП-40Д мощностью 4600л.с. и с электрическим отоплением вагонов поезда. Коломенский завод является ведущим предприятием России по выпуску тепловозных, судовых дизелей, дизель-генераторов широкого назначения и пассажирских магистральных тепловозов. ОАО «Коломенский завод» является холдинговой компанией, в состав которой входят: внешнеторговая фирма «Дизельсервис»; малое предприятие «Тепловозосервис»; малое предприятие «Реколд»; государственное предприятие «Колычево»; СМУ «Стройдизелъмаш». В настоящее время завод специализируется на изготовлении дизелей и дизель-генераторов размерностью 26/26; 23/30; 30/38, мощностью от 800 до 6000л.с. и магистральных пассажирских тепловозах ТЭП-70, а также товаров народного потребления: отопительных агрегатах для отопления домов на газовом и твердом топливе. Конструкторским, отделом разрабатывается конструкция форсированного дизеля 126ДГФ V-образного, двенадцати цилиндрового, мощностью 4000л.с. (мощность каждого цилиндра 350л.с.) взамен шестнадцати цилиндрового дизеля. Также в настоящее время выпускают электровоз ЭП200, который способен развивать скорость до 270км/ч. Завод осваивает производство модульных электростанций мощностью до 1,5 тыс.кВт, а также четырех цилиндровый дизель-генератор 436ДГ, газодизелей, газомоторов генератора используемого в горнорудной промышленности. Сейчас перед коллективом завода поставлена ложная задача: создать грузовой двухсекционный тепловоз 2ТЭП70 суммарной мощностью 8000л.с; необходимо завершить работу по унификации тепловозов ТЭП70 и ТЭП70ДС в части конструктивного исполнения кузова, оборудования и других узлов. После завершения, проекта грузового тепловоза приступили к проекту пассажирского электровоза на базе экипажной части тепловоза ТЭП70БС. Параллельно ведутся разработки по проекту пассажирского электровоза, с передачей переменного тока. Есть предложения создать электровоз ЭП70 и усовершенствовать электровоз ЭП200. Другой отраслью, которая развивается на Коломенском заводе, является дизелестроение. Среди всей продукции дизели практически всегда занимали особое место. Многоцелевое назначение коломенских дизелей, их высокий технический уровень всегда определяли высокий спрос на них как в России, так и за рубежом. Двигатели 12Д49М, 5-26ДГ, 1А-9ДГ, третьего исполнения, ЗОДГ, 28ДГ являются пробующей мирового уровня. В 2003 г. завод начал поставки дизель-генератора 24-26ДГТ2 для тепловозов ТЭП144 Луганского тепловозостроительного завода, были созданы два дизель-генератора 28ДГ для подводных лодок нового поколения. Завершается изготовление первого опытного дизеля 16Д49, предназначенного для судов типа «Корвет». Этот дизель нового поколения семейства Д49. Его степень форсировки не уступает лучшим европейским образцам. Впервые в истории завода спроектирована и изготовлена полностью автоматизированная дизель-электрическая установка, отвечающая требованиям международной организации МАГ ATE. Дизелями с маркой Коломенского завода оснащались многие промышленные предприятия, городские электростанции, типографии, мастерские и всевозможные заведения. Тип производства - от единичного до крупносерийного. Территория завода составляет свыше 142 гектаров. В состав завода входят 33 производственных цеха площадью 246 тыс.м2, 10 вспомогательных цехов площадью 33 тыс.м2 и прочие цеха площадью 66 тыс.м2.  Завод располагает четырьмя конструкторскими отделами (по дизелям, тепловозам, регуляторам, товарам широкого потребления), которые разрабатывают все изделия выпускаемые заводом. Для проведения необходимых научно-исследовательских и опытно-конструкторских работ имеются хорошо оснащенные лаборатории и экспериментальные цехи. Подготовка производства новых изделий серийно выпускаемых обеспечивается технологическими подразделениями и вспомогательными цехами. Завод располагает крупным заготовительным производством (фасонно-сталелитейный, чугунно-литейный, цветолитейный, кузнечный, сварочный, заготовительно-прессовый и термический цехи), механосборочными и сборочно-испытательными цехами. В 2006 году Коломенский завод произвел и реализовал: 24 пассажирских тепловоза ТЭП70БС, 16 пассажирских тепловозов ТЭП70У, 1 пассажирский тепловоз ТЭП70 (последний в серии), 4 секции магистрального грузового тепловоза 2ТЭ70, 264 единицы дизелей и дизель-генераторов различных типов. 2. ОСНОВНЫЕ ВИДЫ ОБРАБОТКИ МАТЕРИАЛОВ 2.1 Обработка на станках различных групп. Серийно выпускаемые в России станки классифицируют и обозначают по определенной системе. Согласно этой системе все станки делятся на технологические группы в зависимости от характера выполняемых работ. Первая группа объединяет токарные станки, для которых общим технологическим методом является точение. Вторая группа состоит из сверлильных и расточных станков, т.е. станков, предназначенных для обработки отверстий. Третья группа включает шлифовальные, полировальные, доводочные и заточные станки, на которых выполняется абразивная обработка. В четвертую группу входят комбинированные станки и станки, в которых для удаления материала с заготовки используется электрический ток либо явления, связанные с ним (например, электроэрозионные, анодно-механические, ультразвуковые) Пятая группа включает зубо- и резьбообрабатывающие станки, т.е. станки, на которых осуществляется обработка эвольвентных и винтовых поверхностей. В шестую группу входят фрезерные станки, предназначенные для обработки плоскостей, уступов, пазов и фасонных поверхностей. Седьмая группа включает строгальные, долбежные и протяжные станки. Восьмая группа состоит из разрезных станков, предназначенных для разрезки заготовок различными инструментами. Девятая группа объединяет станки различного назначения, не вошедшие в предыдущие группы. В зависимости от типа производства (единичное, серийное, массовое), где предполагается использовать станки, их проектируют и изготавливают универсальными, специализированными или специальными. Универсальные станки предназначены для изготовления широкой номенклатуры деталей малыми партиями, их используют в единичном и серийном производствах. Эти станки весьма сложны по конструкции, требуют высококвалифицированного обслуживания. Специализированные станки используют для изготовления больших партий деталей одного типа в среднесерийном и крупносерийном производстве. Они требуют редкой переналадки, в большинстве случаев имеют высокий уровень автоматизации. Специальные станки применяют для обработки одной или нескольких мало различающихся заготовок в условиях крупносерийного и массового производства. Эти станки обеспечивают наивысшую производительность, просты в наладке, имеют весьма высокий уровень автоматизации, их конструкция очень проста. 2.1.1 Обработка на станках токарной группы. Токарные станки являются наиболее многочисленной группой металлорежущих станков, с их помощью получают разнообразные профили на наружных, внутренних и торцовых поверхностях вращающихся заготовок. На этих станках обрабатывают плоские, цилиндрические, конические, резьбовые и фасонные поверхности, причем в качестве режущих инструментов используют не только резцы, но и осевые инструменты: сверла, зенкеры, развертки, цековки. В результате посещения завода мы изучили многие типы токарных станков, посмотрели, как они работают, и что на них обрабатывают. Токарно-винторезные Данные станки позволяют обрабатывать винтовые поверхности, так как в них вращение заготовки кинематически связано с поступательным перемещением инструмента. Станки этого типа мы встречали во всех цехах, которые посещали, за исключением цеха точного литья и цветлитейного. Токарно-карусельные При обработке на карусельных станках вращение заготовки, установленной на планшайбе, является главным движением резания, а поступательное перемещение режущего инструмента, направленное перпендикулярно, параллельно или под углом к оси вращения заготовки, принимается за движение подачи. Перечисленные движения позволяют на заготовках с большим диаметром и малой высотой (диски, шайбы, крышки и т.д.) обрабатывать цилиндрические, конические и торцевые поверхности, протачивать кольцевые канавки, сверлить, зенкеровать, развертывать и растачивать отверстия. Технологические возможности карусельных станков характеризуются диаметром планшайбы. Наличие на станке нескольких суппортов позволяет проводить параллельную обработку резцами с обработкой концевыми инструментами (сверлами зенкерами, развертками), установленными в револьверной головке. На заводе они имеют место в цехе М2, М9 Токарно-револьверные. На токарно-револьверных станках обрабатывают большую группу заготовок (крышек, шестерен, фланцев), для полной токарной обработки которых технологических возможностей токарно-винторезных станков недостаточно. Для обработки таких заготовок требуется больше инструментов, чем их может быть закреплено на токарно-винторезном станке. Использовать для обработки партии заготовок этой группы два токарно-винторезных станка нецелесообразно вследствие неполной загрузки одного из станков. Для повышения эффективности обработки подобных заготовок были разработаны токарно-револьверные станки, у которых на направляющих станины вместо задней бабки установлен револьверный суппорт, перемещающийся в продольном направлении. На револьверном суппорте размещена периодически поворачивающаяся вокруг своей оси револьверная головка в виде шайбы, в радиальных или осевых отверстиях которой закрепляют режущие инструменты (резцы, блоки резцов, концевые инструменты). Станки такого типа мы встретили на заводе в цехе нормалей, М2 и др. Токарный с гидрокопировальным суппортом Данный станок предназначен для обработки фасонных и конических поверхностей. Заготовкой оси является поковка или винтовой прокат, подрезанная в размер оси с припуском и зацентрованная с обеих сторон.   Обработка заготовки производится двумя гидрокопировальными суппортами за одну установку, предварительно по упорам и окончательно по копиру. Станок имеет наклонную литую станину с направляющими для установки ведущих бабок (левой и правой) и направляющими для гидрокопировальных суппортов. Продольная подача каждого суппорта механически независимая с приводом от двигателей постоянного тока. Левая ведущая бабка имеет установочное перемещение для настройки на длину обрабатываемой оси. Правая ведущая бабка перемещается встроенным гидроцилиндром и осуществляет зажим обрабатываемой оси в торцевых патронах с усилием 10000 кг. предварительно и 6000 кг. во время обработки. Станок работает в полуавтоматическом цикле. Управление циклом работы станка осуществляется от программируемого контролёра. Основным элементом станков этого типа является шаблон, по которому изготавливают детали. Во время работы станка специальный ролик скользит по поверхности шаблона, придавая детали его форму. Фактором, сдерживающим использование этих станков в серийном производстве, является значительная трудоемкость их переналадки, связанная с изготовлением копиров и Обработка заготовки производится двумя гидрокопировальными суппортами за одну установку, предварительно по упорам и окончательно по копиру. Станок имеет наклонную литую станину с направляющими для установки ведущих бабок (левой и правой) и направляющими для гидрокопировальных суппортов. Продольная подача каждого суппорта механически независимая с приводом от двигателей постоянного тока. Левая ведущая бабка имеет установочное перемещение для настройки на длину обрабатываемой оси. Правая ведущая бабка перемещается встроенным гидроцилиндром и осуществляет зажим обрабатываемой оси в торцевых патронах с усилием 10000 кг. предварительно и 6000 кг. во время обработки. Станок работает в полуавтоматическом цикле. Управление циклом работы станка осуществляется от программируемого контролёра. Основным элементом станков этого типа является шаблон, по которому изготавливают детали. Во время работы станка специальный ролик скользит по поверхности шаблона, придавая детали его форму. Фактором, сдерживающим использование этих станков в серийном производстве, является значительная трудоемкость их переналадки, связанная с изготовлением копиров ишаблонов, профиль которых определяет закон движения исполнительных органов. Станок такого типа можно увидеть в цехе нормалей. 2.1.2 Обработка на станках фрезерной группы. Для формообразования различных плоскостей, а также поверхностей типа уступов, пазов, фасонных используют один из самых распространенных методов обработки - фрезерование. Фрезерование является одним из самых высокопроизводительных методов обработки поверхностей резанием. Фрезерование осуществляется многолезвийным режущим инструментом - фрезой. Фреза представляет собой тело вращения, по периферии которого или на торце расположены режущие элементы - зубья фрезы. Каждый зуб фрезы можно рассматривать как резец с присущими ему конструктивными и геометрическими параметрами: передние и задние поверхности, главные и вспомогательные режущие кромки и т.д. Метод формообразования поверхностей фрезерованием характеризуется вращательным движением инструмента и, как правило, поступательным движением заготовки. В зависимости от условий производства и для обработки заготовок различного вида могут использоваться различные фрезерные станки. Вертикально-фрезерные станки Предназначены для выполнения различных фрезерных операций. Отличительная особенность этих станков - вертикальное положение оси шпинделя и наличие подвижной консоли, на которой расположены салазки и стол. Горизонтально-фрезерные станки Данные станки предназначены для фрезерования различных поверхностей: горизонтальных, наклонных и фасонных, уступов, пазов. Ось шпинделя у станков этого типа горизонтальна. Движения подачи те же, что движения подачи заготовки на вертикально-фрезерном станке. Продольно-фрезерные станки. Станки предназначены для обработки вертикальных, горизонтальных, наклонных плоскостей на заготовках большой длины или группы заготовок одновременно в условиях серийного производства. На этих станках используют твердосплавные, быстрорежущие фрезы различного типа Выше описанные станки во время экскурсий мы встречали во многих цехах - цехе нормалей, М2 и т.д. 2.1.3 Обработка деталей на сверлильных и расточных станках. Сверлильные станки предназначены для обработки отверстий сверлами, раскатниками и осевыми комбинированными инструментами. Эти станки используют при нарезании внутренних резьб, при получении конических и цилиндрических углублений, вырезания дисков и колец из листовых заготовок. С помощью приводов сверлильных станков получают необходимые формообразующие движения: главное движение резание вращение заготовки или инструмента и движение подачи - поступательное перемещение инструмента вдоль оси вращения. Наиболее широкое распространение при обработке отверстий получили операции сверления. Сверление используют при получении глухих и сквозных отверстий в сплошном материале. Наиболее распространенными инструментами для обработки отверстий являются сверла, которые используются для сверления отверстий диаметром от десятых долей до десятков миллиметров различной глубины. Они используются для сверления отверстий диаметром от десятых долей до десятков миллиметров различной глубины. По конструктивным признакам сверла можно разделить на спиральные, перовые, для глубоких отверстий, комбинированные центровочные. Отверстия, обработанные сверлом, используют обычно для болтовых соединений либо для последующего нарезания резьбы. На расточных станках обрабатывают в основном базовые, корпусные детали, от точности обработки которых, зависит качество механизмов и машин. В основном на расточных станках обрабатывают отверстия, точно координированные относительно друг друга и расположенные в одной или нескольких плоскостях. На расточных станках производят сверление, зенкерование, развертывание, растачивание, нарезание резьбы, торцевое обтачивание плоскостей и фрезерование. Выполнение этих операций возможно благодаря значительному числу формообразующих и вспомогательных движений в универсальных расточных станках. Различают горизонтально-расточные, координатно-расточные, отделочно-расточные станки. Расточные инструменты применяют для обработки заготовок корпусных деталей на расточных станках. Наиболее простыми расточными инструментами являются расточные резцы. Размеры этих резцов, их виброустойчивость и жесткость крепления определяются диаметром обрабатываемого отверстия. Вертикально-сверлильные станки. Станки имеют вертикальное расположение оси шпинделя. Особенность работы на универсальных вертикально-сверлильных станках состоит в том, что совмещение оси обрабатываемого отверстия с осью шпинделя проводится путем перемещения (обычно вручную) заготовки по столу станка до момента совпадения этих осей. Такая особенность накладывает ограничения на массу заготовок, обрабатываемых на вертикально-сверлильных станках, и объясняет применение кондукторов и обработки по разметке (в единичном производстве). Радиально-сверлильные станки Радиально-сверлильные станки созданы на базе вертикально-сверлильных станков, но их технологические возможности по обработке тяжелых и крупногабаритных заготовок шире. При обработке на радиально-сверлильных станках совмещение оси шпинделя с осью обрабатываемого отверстия проводят перемещением шпиндельной головки по радиусу (вдоль траверсы) и по дуге окружности (вокруг колонны). Горизонтально-расточные станки Данные станки обладают широкой универсальностью и используются в единичном и мелкосерийном производстве. Эти станки имеют горизонтальное расположение шпинделя, диаметр которого является основной характеристикой станка. При наличии в основной конструкции станка прямоугольного стола для установки заготовок ширина его наименьшей стороны, как правило, равна десяти диаметрам шпинделя. Горизонтально-расточные станки обеспечивают средне экономическую точность обработки отверстий не более 7-го квалитета с допуском на межцентровое расстояние ±(0,03...0,08)мм при шероховатости поверхности Ra = 1,25...0,32мкм. Координатно-расточные станки Координатно-расточные станки (КРС) используют для обработки отверстий и плоскостей с точными линейными и угловыми координатами (шаблоны, кондукторы, штампы, пресс-формы), для разметки и контроля высокоточных заготовок и деталей. Отличительной чертой КРС является вертикальное расположение шпинделя при одностоечной (для обработки малых и средних заготовок) и двустоечной (для обработки крупных заготовок) компоновке. На современных КРС достигается при тонком растачивании отклонение диаметра 0,004-0,005мм и отклонение межцентровых расстояний 0,006мм при допустимой погрешности установки линейных координат 0,004мм и угловых координат 1". Шероховатость поверхностей, обрабатываемых на этих станках, достигает Ra = 0.008 мкм для цветных сплавов и Ra = 0,8мкм для сталей и чугунов. Отделочно-расточные станки Данные станки используют в крупносерийном и массовом производстве для растачивания отверстий резцами, оснащенными сверхтвердыми материалами. На этих станках также можно выполнять наружное обтачивание цилиндрических и конических выступов, расточку канавок и подрезку торцов, высокоточных деталей автотракторной и авиационной техники (головки блока, блоки цилиндров, гильзы, вкладыши). 2.1.4 Обработка на станках строгальной группы. На строгальных станках обрабатывают вертикальные, горизонтальные и наклонные плоскости, канавки различного профиля, фасонные поверхности. При строгании инструмент и заготовка возвратно-поступательно перемещаются относительно друг друга. Это движение по образующей называют главным движением резания. Перемещение заготовки или инструмента, перпендикулярное движению резания, обеспечивается движением подачи. Направление главного движения резания у строгальных станков горизонтальное. Данные станки применяют как в единичном, так и в серийном производстве для обработки поверхностей с прямолинейной образующей. Для обработки заготовок небольших габаритных размеров (600x600x100мм) применяют поперечно-строгальные станки. Для крупногабаритных корпусных заготовок, а также большой длины (2-12м) применяют продольно-строгальные станки. Поперечно-строгальные станки Исполнительный механизм поперечно-строгального станка состоит из ползуна, суппорта и стола. Несущая система станка, расположенная на основании, состоит из станины и поперечены. У станков данного типа движение резания сообщается инструменту (резцу), а движение подачи передается на заготовку. Продольно-строгальные станки Исполнительным механизмом продольно-строгального станка является стол, несущий обрабатываемую поверхность и два, а иногда и четыре суппорта в зависимости от конструкции станка. Одностоечный продольно-строгальный станок имеет два-три суппорта (два горизонтальных и один вертикальный), у двухстоечного станка три-четыре суппорта. У продольно-строгальных станков движение резания сообщается заготовке, а движение подачи - инструменту (резцу). (Цех М2). 2.1.5 Обработка на станках шлифовальной группы.  Шлифование является одним из производительных методов обработки различных поверхностей. Обработка осуществляется абразивным инструментом (шлифовальные круги, бруски, сегменты, шкурки), абразивные зерна которых являются режущими элементами. Особенностью шлифования является одновременное микрорезание несколькими зернами, каждое из которых имеет два-три режущих лезвия и более. Шлифование является одним из производительных методов обработки различных поверхностей. Обработка осуществляется абразивным инструментом (шлифовальные круги, бруски, сегменты, шкурки), абразивные зерна которых являются режущими элементами. Особенностью шлифования является одновременное микрорезание несколькими зернами, каждое из которых имеет два-три режущих лезвия и более.Шлифовальные станки относятся к третьей группе станков и подразделяются на ряд типов. В ходе посещения завода мы встретили шлифовальные станки нескольких типов - шлифовально-отрезные, круглый шлифовальный станок, бесцентрово-шлифовальный, суперфинишный шлифовальный станок. Плоскошлифовальные станки. Станки этого типа весьма распространены и предназначены для шлифования плоских поверхностей периферией шлифовального круга. В небольших пределах по высоте, допускаемых кожухом шпинделя, возможно шлифование вертикальных поверхностей. При плоском шлифовании периферией круга обеспечивается наиболее высокая точность обработки, лучшие показатели качества обработанной поверхности, возможна обработка малой жесткости. Заготовки, обрабатываемые этим методом, устанавливают на плоском столе и закрепляют либо механически, либо, что чаще всего, - на магнитной плите. Плоское шлифование периферией круга большой партии однотипных заготовок производится на плоскошлифовальных станках с круглым столом. Круглошлифовальные станки.  На круглошлифовальных станках обрабатывают наружные поверхности заготовок тел вращения с прямолинейными образующими. Для установки и зажима заготовок в станке используют центровые отверстия (у заготовок типа вала) и цилиндрические поверхности (для заготовок типа полого вала, втулки). На данных станках возможна также обработка конических поверхностей с различной длиной прямых и обратных конусных поверхностей. На круглошлифовальных станках обрабатывают наружные поверхности заготовок тел вращения с прямолинейными образующими. Для установки и зажима заготовок в станке используют центровые отверстия (у заготовок типа вала) и цилиндрические поверхности (для заготовок типа полого вала, втулки). На данных станках возможна также обработка конических поверхностей с различной длиной прямых и обратных конусных поверхностей.Внутришлифовальные станки Внутренним круглым шлифованием обрабатывают внутренние поверхности. Обработка производится следующими методами: Шлифование с продольным движением подачи, врезное шлифование с поперечным движением подачи. При шлифовании внутренних отверстий диаметр шлифовального круга всегда должен быть меньше диаметра обрабатываемого отверстия, чем затрудняется внутренние шлифование (малая жесткость шпинделя, большой линейный износ круга, т.к. велика дуга контакта инструмента и заготовки. Внутришлифовальные станки оборудованы для обработки наружного торца заготовки специальным приспособлением с дополнительным шпинделем. Внутришлифовальные станки обрабатывают отверстия диаметром 3-800мм. Бесцентрово-шлифовальные станки Сущность бесцентрового шлифования заключается в том, что заготовка в процессе обработки не закрепляется в центрах и других зажимных приспособлениях, а базируется на опорном ноже и ведущем круге. Таким образом, возможно шлифование большими партиями не только заготовок колец, гильз, но и заготовок, имеющих большую длину и малый диаметр. К конструктивным особенностям бесцентрово-шлифовальных станков относятся, прежде всего, различные компоновки двух основных узлов: шлифовальной бабки и бабки ведущего круга. 2.1.6 Обработка на станках протяжной группы. Протягивание - механическая обработка внутренних и наружных поверхностей с прямолинейной образующей с помощью многолезвийного режущего инструмента - протяжки. Протягивание производится на универсальных и специальных протяжных станках (вертикальной и горизонтальной компоновки). Главное движение при протягивании - поступательное движение протяжки. Заготовка при прямолинейном протягивании подвижна. Протягивание - высокопроизводительный метод обработки поверхностей различной степени сложности. Особенно эффективно протягивание сложных и фасонных профилей заготовок. Протягивание заготовок находит широкое применение при массовом и серийном производстве. В мелкосерийном и единичном производстве протягиванием обрабатывают поверхности, к точности и параметрам качества которых, предъявляют высокие требования. Принципиальное отличие протягивания от других видов механической обработки заключается в том, что при протягивании отсутствует движение подачи. Значение подачи при протягивании заложено в конструкции инструмента. Все протяжки работают на растяжение. Протяжные станки подразделяют на несколько основных типов: по степени универсальности - станки общего назначения и специальные; - по назначению - станки для внутреннего и наружного протягивания; по направлению главного движения и степени автоматизации - станки с вертикальным и горизонтальным главным движением и станки непрерывного действия. На заводе в инструментальном цехе мы видели работу горизонтально-протяжного станка. Горизонтально-протяжные станки Горизонтально-протяжные станки применяют в основном для обработки внутренних поверхностей, и их тяговая сила составляет 30-100 000Н, скорость рабочего хода 0,3-20м/мин. Длина хода каретки 1000-2000мм. Вертикально-протяжные станки Вертикально-протяжные станки более удобны в обслуживании, обработка на них легче поддается механизации и автоматизации. Эти станки используют для внутреннего и наружного протягивания легких и средних заготовок. Тяговая сила, развиваемая вертикально-протяжными станками, 50000-200000Н. Скорость рабочего хода 0,5-15м/мин, длина хода каретки 600-1600мм. 2.2 Способы получения резьбовых поверхностей. Резьбовые соединения широко применяют в машиностроении. Формообразование резьбовой поверхности осуществляется разнообразными инструментами на станках многих типов. На этих станках обрабатывают цилиндрические и конические, внутренние и наружные резьбовые поверхности. Основной метод образования резьбы - обработка резанием, но применяют также метод пластического деформирования. Для обработки резьб резанием применяют режущие инструменты из инструментальных, быстрорежущих сталей и твердых сплавов. К этим 24 инструментам относятся резьбовые резцы, гребенки, метчики, резьбонарезные плашки, резьбонарезные головки, резьбовые фрезы. Широко используется метод формообразования резьбовой поверхности шлифованием резьбошлифовальными кругами. Для образования различных резьбовых поверхностей методом пластического деформирования широко используют накатные ролики и плоские накатные плашки, а также головки с накатными роликами. В зависимости от назначения резьбы она имеет различные формы профиля треугольную, трапециидальную, прямоугольную, круглую и несимметричную - упорную. Резьбы могут быть однозаходные и многозаходные с несколькими параллельными витками, а также левые и правые. Крепежные резьбы основных видов подразделяют на метрические и дюймовые. 2.2.1 Нарезание внутренних резьб. Внутренние резьбы диаметром до 20мм нарезают метчиками. Метчик представляет собой винт того же диаметра, шага и угла профиля резьбы, что и нарезанная резьба. Режущие элементы у метчиков формируются нарезанием продольных канавок с образованием резьбовых гребешков на пересечении канавок с витками резьбы. Резание осуществляется заборной частью метчика, по которой происходит затылование. Метчики имеют широкую номенклатуру: ручные, гаечные, машинные, станочные, плашечные. Ручные метчики применяют для нарезания резьбы вручную с помощью воротка при ремонтных и слесарных работах. Ручные метчики изготовляют из легированной или инструментальной стали. Машинные метчики применяют для нарезания внутренней резьбы на сверлильных, агрегатных, револьверных станках. Машинные метчики нарезают резьбу с шагом до Змм за один рабочий ход, а за два-три рабочих хода - резьбу более крупного шага. За два-три рабочих хода обрабатывают также резьбы в труднообрабатываемых материалах, независимо от шага резьбы. Плашечные метчики служат для предварительного нарезания резьбы в круглых плашках. Заборная часть метчика выполняется конусной по всему профилю. Для нарезания резьб в листовых заготовках, а также отверстиях с неравномерным выходом используют бесканавочные метчики. На токарных станках нарезают одно- и многозаходные резьбы различных шагов, крепежные резьбы (метрические, дюймовые), крепежно-уплотняющие резьбы (трубные, конические), резьбы, передающие движение (прямоугольные, трапецеидальные, упорные, круглые). Для нарезания сквозных внутренних и наружных резьб часто применяют гребенки - режущий инструмент по профилю схеме резания напоминающий перо метчика. Гребенками нарезают резьбу на полную высоту профиля за один рабочий ход. 2.2.2 Нарезание наружных резьб. Для нарезания наружных резьб с шагом до 2мм используют плашки. Плашка по своим конструктивным особенностям похожа на гайку, изготовленную из конструкционной стали, и имеющую такую же резьбу, как нарезаемая. В плашке просверлено 3-8 стружечных отверстий, пересекающих резьбовое отверстие. При пересечении стружечных отверстий с поверхностью резьбы образуются режущие гребенки. Плашки по обеим сторонам имеют фаски, создающие на гребенках режущие части - заборные конуса. Внутренняя цилиндрическая часть плашки (5-6 витков) образует калибрующую часть. Стержень, на котором нарезаю резьбу плашкой, должен быть несколько меньшего диаметра, чем диаметр нарезаемой резьбы с учетом условий резания и пластического выдавливания. 2.2.3 Нарезание резьб резьбонарезными головками. Резьбонарезные головки применяют для нарезания наружных и внутренних резьб на токарных, сверлильных агрегатных, револьверных станках и автоматах. В корпусе резьбонарезной головки монтируют гребенки (призматические или круглые), которые после нарезания резьбы автоматически выходят из зоны резания. Таким образом, не требуется обратного хода, реверсирования, и цикл резьбонарезания сокращается. Гребенки можно регулировать по среднему диаметру резьбы, их легко также заменить, что делает резьбонарезные головки универсальным инструментом. 2.2.4 Нарезание резьб фрезерованием и шлифованием. Фрезерование резьб осуществляется на специальных резьбофрезерных станках дисковыми резьбовыми фрезами и многониточными фрезами. Движение резания совершает фреза, режущие зубья которой в нормальном сечении имеют профиль сечения канавки резьбы. Заготовка или фреза совершает движение круговой подачи и поступательной подачи. Фрезерование резьб применяют обычно как предварительный метод обработки; окончательная обработка производится резцом или шлифовальным кругом. Резьбофрезерованием нарезают наружные и внутренние резьбы. Нарезание особо точных резьб малого шага или отделка ранее нарезанных резьб осуществляется на резьбошлифовальных станках. Обработка резьб на этих станках производится однониточными или многониточными шлифовальными кругами. Резьбошлифованием обрабатывают как внутренние, так и наружные однозаходные и 26 многозаходные резьбы. Шлифование длинных и многозаходных резьб многониточным кругом характеризуется большой производительностью, т.к. резьба обрабатывается не одним, а несколькими выступами круга. В массовом производстве применяют бесцентровое шлифование резьб. Схема резания та же, что и для бесцентрового круглого шлифования, шлифовальный круг многониточный. 2.2.5 Накатывание резьб. Накатывание резьб - один из наиболее производительных и экономичных способов в условиях массового и серийного производства. Накатыванием, т.е. пластическим деформированием, получают как внутренние, так и наружные резьбы. Преимуществом накатывания являются экономичность, большая производительность, высокие эксплуатационные свойства накатанных резьб. Накатывание резьб производится плоскими накатными плашками и резьбовыми роликами. Плоскими плашками резьбы накатывают с тангенциальным движением подачи инструмента на накатываемую заготовку, роликами - с радиальным движением подачи на заготовку. Накатывание резьб плашками производят на специальных станках или на поперечно-строгальных станках. Заготовка прокатывается между подвижной и неподвижной плашками и за рабочий ход на нее наносится профиль требуемой резьбы в соответствии с профилем плашек. Наибольший диаметр накатываемых резьб 25мм, а наименьший 1мм. Длина накатываемых резьб - до 80мм. При накатывании резьб роликами используют различные варианты движений заготовки или роликов. Накатывание может производиться одним роликом (для резьб диаметром до 15мм) резьб из цветных металлов незакаленной стали. Накатывание производится на токарных, револьверных станках и автоматах свободно вращающимся роликом под действием радиальной силы. Накатывание может производится 2-3 роликами, оси которых параллельны оси вращающейся заготовки. Диаметр накатываемой резьбы в этом случае не превышает 120мм. Производится также накатывание внутренних резьб одним, двумя или тремя накатными роликами со свободным и принудительным осевым движением подачи. Обработку крупных резьб и резьб больших диаметров накатными роликами ведут по предварительно обработанным виткам резьбы. 2.3 Обрабатывание зубчатых колес. Наибольшее распространение в машиностроении получили зубчатые передачи. Для получения зубчатых колес используют два принципиально различных метода формообразование копирования и обката. При методе копирования применяют инструменты, профиль режущей кромки которых совпадают с профилем впадины и при обработке копируется на заготовке. При методе обката профиль режущей кромки отличается от профиля впадины, которая получается как огибающая нескольких последовательных положений инструмента. Таким образом, все зубообрабатывающие инструменты могут быть разделены на инструменты, работающие по методу копирования, и инструменты, работающие по методу обката. К инструментам, работающим по методу копирования, относятся дисковые и пальцевые модульные фрезы, используемые в единичном производстве, зуборезные головки и протяжки, применяемые в массовом производстве.  При нарезании зубчатых колес дисковыми и пальцевыми модульными фрезами главное движение резания сообщается При нарезании зубчатых колес дисковыми и пальцевыми модульными фрезами главное движение резания сообщаетсяинструменту, а движения подачи - заготовке, установлено в делительном приспособлении на столе станка. З  уборезные (зубодолбежные) головки представляют сложное устройство. Особенностью работы зуборезных головок заключается в том, что резцы головки, по своему числу и профилю режущей кромки, совпадающие с числом и профилем впадин колеса, обеспечивая одновременное нарезание всех зубьев. Использование головок требует применения специального оборудования и поэтому целесообразно лишь в массовом и крупносерийном производстве. уборезные (зубодолбежные) головки представляют сложное устройство. Особенностью работы зуборезных головок заключается в том, что резцы головки, по своему числу и профилю режущей кромки, совпадающие с числом и профилем впадин колеса, обеспечивая одновременное нарезание всех зубьев. Использование головок требует применения специального оборудования и поэтому целесообразно лишь в массовом и крупносерийном производстве.Наряду с нарезанием в массовом производстве все большее распространение получает накатывание зубчатых деталей (зубчатых колес, шлицевых валов, цепных звездочек) инструментом, работающим по методу копирования. Инструменты, работающие по методу обката, более универсальны, т.к. позволяют нарезать одним инструментом данного модуля колеса того же модуля с любым числом зубьев. При нарезании по методу обката цилиндрических колес с прямым и винтовым зубом в процессе обработки имитируется зацепление воображаемого зубчатого колеса или рейки с нарезаемым колесом-заготовкой. Роль воображаемого зубчатого колеса выполняет инструмент - зуборезный долбяк, а роль рейки - зуборезные гребенки или червячные модульные фрезы. Зуборезные долбяки представляют собой эвольвентные колеса, прямые или винтовые, зубья которых изготовлены в виде режущих инструментов. Главным движением резания при зубодолблении является поступательное перемещение долбяка, состоящее из рабочего хода, при котором срезается стружка, и вспомогательного хода, при котором заготовка для устранения отводится от долбяка. Зуборезная гребенка представляет собой прямозубую или косозубую рейку, зубья которой превращены путем заточки в резцы. Главное движение резания - возвратно-поступательное перемещение - получает гребенка. Которая при рабочем ходе снимает стружку, а при вспомогательном ходе для  уменьшения трения она отводится от заготовки. Движение обката (движение подачи) складывается из медленного вращения заготовки и связанного с ним поступательного перемещение гребенки вдоль начальной прямой. Профиль инструмента, работающего по методу обкатки, не зависит от числа зубьев нарезаемого колеса, поэтому одной и той же червячной фрезой или гребенкой можно Обработка зубчатого колесанарезать зубчатые колеса с любым числом зубьев. Точность колеса, получающаяся при обкатке, значительно выше точности зубчатых колес, получаемых по методу копирования, что объясняется, прежде всего, непрерывностью процесса обката. При этом процессе не требуется производить отдельного деления, что сокращает холостые движения, и поэтому он производительнее метода копирования. Зубообрабатывающие станки относятся к пятой группе классификации. Станки этой группы разделены на типы по методу обработки, назначению и виду обрабатываемого колеса. Типы станков: зубодолбежные станки для обработки по методу обката; зуборезные станки для обработки конических колес с прямыми и круговыми зубьями, работающие по методу обката и копирования; зубофрезерные для обработки цилиндрических и червячных колес, шлицевых валов червячными фрезами и шевронных колес пальцевыми фрезами; - зубофрезерные для обработки червячных колес и станки для обработки реек; станки для обработки торцов зубьев; резьбообрабатывающие станки; зубоотделочные; зубопритирочные; зубо- и резьбощлифовальные; разные зубо- и резьбохонинговальные. |