отчет. Оборудование для механической
 Скачать 93.42 Kb. Скачать 93.42 Kb.
|

|
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКОЙ РЕЗКИ МЕТАЛЛА. СПОСОБЫ РЕЗКИ МЕТАЛЛА Цель практической работы: изучить способы механической резки и оборудование для их осуществления. Научиться производить расчет мощности привода оборудования для резки металла. Резкой при изготовлении деталей аппаратов отделяют часть материала от исходного проката, поковки или отливки с целью получения заготовок, для удаления припуска или подготовки кромок под сварку. Разделительную резку металлов выполняют двумя способами: механическим и термическим. Механическая резка может быть двух видов: без снятия стружки (ножницы, резка на которых основана на упругопластической деформации и скалывании металла под давлением ножа) и со снятием стружки (отрезные станки). Ножницы, применяемые в нефтяном аппаратостроении подразделяются на листовые и сортовые, а при совмещении функций – комбинированные. Листовые ножницы, в свою очередь, подразделяются на ножницы с наклонными верхним ножом (гильотинные), которые осуществляют резку постепенно по мере опускания ножа; с параллельными ножами (пресс-ножницы), осуществляющие резку одновременно по всей длине реза, и дисковые, режущим инструментом которых являются стальные диски. Ножницы с плоскими ножами (с наклонным и параллельными верхними ножами) в зависимости от привода подразделяются на кривошипные и гидравлические. Для резки сортового и фасонного проката используют: пресс ножницы комбинированные и ножницы комбинированные, ножницы сортовые, ножницы для резки уголка, ножницы для резки швеллеров и двутавров. Максимальная толщина листа, для резки которого рассчитаны выпускаемые отечественной промышленностью ножницы – 40 мм, диаметр круга – 75 мм, сторона квадрата – 65 мм, уголок 250х250х28 мм, двутавр и швеллер до №40. Основными параметрами для выбора ножниц или станка являются: вид изделия и технические условия на его изготовление, технологические возможности и технико-экономические показатели оборудования. Например, на отрезных станках возможна резка больших сечений материала, чем на ножницах, и более высокое качество резки. Однако, трудоемкость резки на отрезных станках выше, чем при резке на ножницах. Поэтому отрезные станки применяют для резки профилей, которые не возможно резать на ножницах, например, для резки труб, профилей больших сечений, профилей под углом или в случаях, когда необходимо обеспечить высокую точность резки. Резка металла на гильотинных ножницах  5 5 1 – станина, 2 – нижний нож, 3 – рабочий стол, 4 – верхний нож, 5 – ножевая балка, 6 – прижим, 7 – маховик, 8 – разрезаемый металл. Рисунок 2.1 – Схема гильотинных ножниц Верхний нож 4 крепится к ножевой балке 5, которая перемещается по направлению стола под углом 1о30’ к вертикальной плоскости, благодаря чему улучшается качество реза. Прижимное устройство 6 предохраняет лист от опрокидывания, затягивания или изгиба во время резки. В некоторых конструкциях ножниц прижимное устройство движется вместе с ножевой балкой 5 от одного привода, опережая нож и прижимая лист 2 к столу 3 до начала реза. Прижим осуществляется пружиной.     Ножи, применяемые на гильотинных ножницах, могут иметь две (рисунок 2.2 а) или четыре режущих кромки (рисунок 2.2 б). а) б) Рисунок 2.2 – Конструкции ножей Ножи могут быть цельными или состоять из секций. Ножи, состоящие из секций, применяют для получения заготовок с грубым полем допуска. Ножи изготовляются из инструментальных сталей У7, У8А, Х12Ф1, Х12М, Х6ВФ. Твердость ножей после термообработки РКС=45-60. Расчет мощности привода гильотинных ножниц Положение ножей в ножницах характеризуется следующими углами (рисунок 2.3): углом установки ножей (2…3о); углом резания (75…80о); 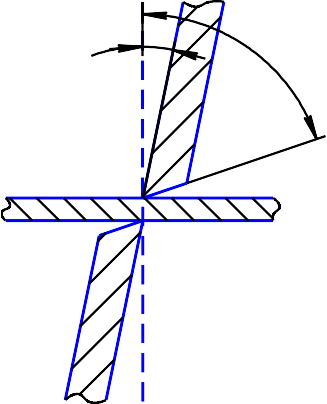  h•tgb    углом наклона верхнего ножа (до 11о). углом наклона верхнего ножа (до 11о). h a s c h  Рисунок 2.3 – Положение ножей в ножницах Рисунок 2.3 – Положение ножей в ножницах Угол наклона влияет на усилие реза и его качество. Чем он больше, тем меньше усилие, но хуже качество реза. Если качество не имеет значения, то принимают = 11о. Это предельный угол. Скорость резки определяется числом ходов ножа в минуту. Величина хода ножа: для ножниц с параллельными ножами H a h; для ножниц с наклонными ножами H a h b tg ; где а– перекрытие ножей устанавливаемое в зависимости от s: при s 6мм, а=3…8мм; s 16мм, а=10мм; s 30мм, а=15мм; s 60мм, а=20мм. Расстояние от плоскости стола до режущей кромки верхнего ножа: при В 3200 при h 0,014 1,08 s=0,014+1,08* В 3200 h 0,009 1,02 s Усилие реза Рне должно превышать усилие, допустимое по паспорту ножниц: для ножниц с параллельными ножами Ð Â s ñð K; для ножниц с наклонными ножами; 0,5 s2 Р tg срK, где s– толщина разрезаемого материала,  ср– предел прочности материала на срез, ср=В/ , ср– предел прочности материала на срез, ср=В/ ,К – коэффициент запаса, учитывающий притупление ножей, силы трения, зазор между ножами: К=1,2…1,8. В– временное сопротивление разрыву. Работа резания за один ход ножа А р Н, Нм. Мощность привода A n N 1000 60 , кВт, где n– число ходов ножа в минуту, - к.п.д. ножниц ( 0,75). Таблица 2.1 – Техническая характеристика гильотинных ножниц
|