6667.Обработка алмазов и полуфабрикатов на высокотехнологичном о. Обработка алмазов и полуфабрикатов на высокотехнологичном оборудовании
 Скачать 1.8 Mb. Скачать 1.8 Mb.
|

|
2.3 Обдирка заготовки После операции «предварительная огранка», алмазная заготовка направляется на операцию «обдирка». Заготовке был присвоен индекс ПО-Ов и задано удлинение A/B=6,85/4,70=1,46. При обдирке заготовок под бриллианты формы «овал», сначала производится обдирка дуг по ширине – дуги малого радиусаизводится д бриллианты формы " рис. 3.1. процессе обдирки не применялась. , затем по длине – дуги большого радиуса (см. п. 1.1). Обдирка производится «на клею». После обдирки заготовка приобрела массу 0,91 ct и заданные размеры, получено хорошее качество пояска, есть контрольная зона. Ввиду хорошей формы исходного кристалла, подшлифовка в процессе обдирки не применялась. Потери составили 0,13 ct. Норма потерь – 13% или 0,18 ct. Эскиз заготовки после обдирки представлен на рисунке 2. 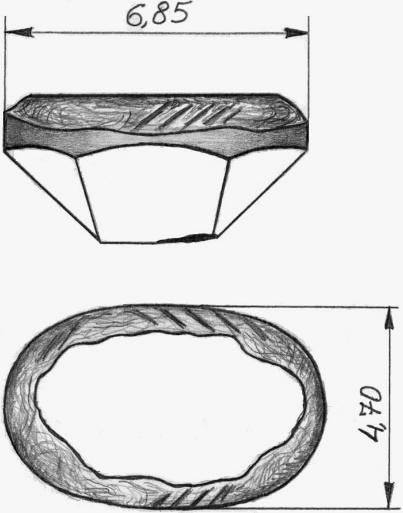 Рисунок 2- Эскиз ободранной заготовки Обдирка проводилась на станке АИЦ 34-006 алмазным кругом. Станок для получения неполированной поверхности рундиста АИЦ 34-006.00.00.000 предназначен для обточки поверхности рундиста алмаза с последующим шлифованием алмазным кругом. Шлифование алмазным кругом позволяет получить поверхность рундиста без блеска с параметром шероховатости поверхности Ка не более 2,0 мкм по ГОСТ 2789-73. Технические характеристики 1. Диаметр обточенных алмазов, обрабатываемых на станке – от 2,00 мм и более. 2. Параметр шероховатости поверхности рундиста, обработанного на станке– не более 2,0 мкм. 3. Некруглость поверхности рундиста обработанного на станке – не более 0,06мм. 4. Величина хода осцилляции – 5-11 мм. 5. Величина хода продольного суппорта – 20 мм. 6. Величина хода поперечного суппорта – 40мм. 7. Усилие прижима алмаза в оправках со стороны задней бабки – не более 15кг. 8. На станке необходимо использовать алмазные круги по ГОСТ 16167-70: диаметр 200 мм; толщина от 6 до 10 мм; посадочный диаметр 32 мм; профиль формы АЛЛ (1А1); толщина алмазного слоя 3 и 5 м;. порошок марок по ГОСТ 9206-70 АСМ, АСН; зернистость от 40/28 до 160/125, концентраций 100 % и 150 %; связка М1, МО. 9. Величина тока травления инструмента при напряжении питания от 6 до 20 В – от 0,5 до 8,0 А. 10. Состав электролита: 10% глицерина, 75% воды, 4% калия азотнокислого, 11% натрия азотнокислого. 11. Число оборотов алмазного круга – 150 об/мин. 12. Число оборотов шпинделей передней и задней бабок регулируется от 300 до 6000 об/мин. 13. Максимальное допускаемое давление на алмаз при шлифовании – не более 20 Н. 14. Освещенность алмаза – не менее 3000 ЛК. 15. Максимальный уровень звукового давления работающего станка – 80 дБ. 16. Номинальное напряжение сети – 220/380 + 5-10% В. 17. Номинальная частота сети – 50 ± 3 Гц. 18. Потребляемая мощность 1470 Вт. 19. Температура воздуха в помещении – 20 + 5°С. 20. Влажность воздуха в помещении не – более 90%. Состав изделия и комплект поставки Станок для получения неполированной поверхности рундиста алмаза разработан на базе станка ШП-6, состоит из следующих узлов и деталей : станок ШП-6; суппорт АИЦ 34-006.01.00.000; кожух АИЦ 34-006.02.00.000; пылеприемник АИЦ 34-006.03.00.000; привод поперечных перемещений АИЦ 34-006.04.00.000; привод продольных перемещений АИЦ 34-006.05.00.000; электрошкаф АИЦ 34-006.06.00.000; бак с насосом АИЦ 34-006.07.00.000; привод полуфабриката при шлифовании АИЦ 2П-П2.03.00.000; центр плавающий АИЦ 2П-112.00.00.007; светильник АИЦ ЗП-222.00.00.000; кожух АИЦ 2П-112.08.00.000; кожух АИЦ 2П-112.09.00.000; столик АИЦ 2П-112. И.00.000; стойка АИЦ 2П-112.00.00.009; устройство для контроля высоты пояска АИЦ 5М-70.00.000; оправка АИЦ 34-006.00.00.005; оправка АИЦ 34-006.00.00.006; Комплект поставки изделия представлен в таблице 4. Таблица 4-Комплект поставки
Станок для получения неполированной поверхности рундиста АИЦ 34-006.00.00.000 разработан на базе обточного станка ШП-6. На столе станка ШП-6 устанавливается суппорт, имеющий механизмы привода алмазного круга и осцилляции. Суппорт имеет продольное и поперечное перемещение. Вращение алмаза при шлифовании осуществляется через механизм привода алмаза, заимствованного у станка АИЦ 2П-112.00.00.000. При обточке алмаз вращается от двигателя постоянного тока по обычной для станка ШП-6 схеме. Алмазный круг вращается в кожухе с электролитической ванной. Шестеренчатый насос обеспечивает постоянство уровня электролита в ванне. При работе на станке алмаз устанавливается в оправки плавающего патрона, центрируется путем смещения патрона. Включается привод обточки алмаза и производится обточка резцом по установленной технологии. После окончания обточки. Станок переключается на процесс шлифования рундиста алмаза. Для этого необходимо включить: привод алмаза при шлифовании; привод алмазного круга; привод осцилляции алмазного круга. Алмазный круг с помощью механизма поперечных перемещений приводится в соприкосновение с поверхностью рундиста алмаза и начинает процесс шлифования. При включении привода вращения алмазного круга автоматически включается в работу электролитическое травление алмазного круга. Травление инструмента способствует устранению "засаленности" круга, что позволяет сохранить режущие свойства инструмента в процессе обработки и получать поверхность рундиста без блеска с параметром шероховатости поверхности Rа не более 2,0 мкм. Травление (правка) инструмента осуществляется при наличии в ванне электролита. Запрещается работа на станке в случае подтекания и разбрызгивания электролита. Требования безопасности 1.При работе на станке должны, соблюдаться правила технической экс плуатации и требования техники безопасности, предусмотренные технической документацией станка ШП-6. 2.При вращении шлифовального круга с него не должны срываться капли электролита. В процессе обработки допускается образование "водяного" валика на алмазе и срыв отдельных капель электролита. 3. Подтекание электролита из кожуха не допускается. 4. Допускается использовать шлифовальные круга, рабочая скорость которого по паспорту не менее 15 м/сек. 5. Работа на станке шлифовальным кругом без кожуха не допускается. 6. Станок должен быть надежно заземлен. 7. Заполнять электролитическую ванну электролитом не соответствующим установленному рецепту категорически запрещается. 8. Не допускается работа на станке, в пылеотводящей системе которого отсутствует влагоотделитель. 9. Не допускается работа на станке с неисправным или отключенным пылесосом. 2.4 Огранка алмаза После операции «обдирка» заготовка была направлена на операцию «огранка» по индексу ОБ-Ов-57Ф (Ф – фацетированный рундист). Огранка производилась на станке ГРАН-1. Для огранки низа использовалось приспособление ПР-325 (АИЦ 36-325.00.00.000) с цангой АИЦ-36-255.001-29 (d=4,6 мм). Полировка площадки производилась аналогично подшлифовке площадки. Для огранки верха использовалось универсальное приспособление Ф-331 (ДЖЩ 36-021.00.00.000), аналогичное приспособлению для огранки верха круглых бриллиантов ПР-326. Отличие заключается в том, что прижим приспособления Ф-331 укреплён на шпинделе головки, а не на её корпусе. Это обеспечивает более надёжную фиксацию заготовки во время обработки. Использовалась вставка ДЖЩ 36-021.000. Для фацетирования рундиста использовалось приспособление ПФ-347 (АИЦ 36-347.00.00.000). Бриллиант формы огранки изображён на рисунке 3. 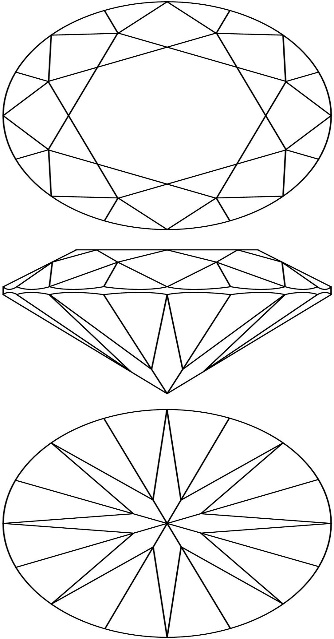 Рисунок 3- Бриллиант 2.5 Оборудование и приборы , необходимые для оценки бриллиантов 1 Лампа  Для экспертной оценки бриллиантов используется лампа стандартного белого света без преобладания голубого и желтого оттенка. Применяются специализированные лампы фирм Dazor, Eickhorst ("Dialite UV", Colorscopе) и другие со стандартной цветовой температурой 5500-6500К (D55-D65). Некоторые лампы выпускаются со встроенными источниками ультрафиолетового освещения. Бриллиант располагают под лампой таким образом, чтобы он находился непосредственно под источником, вблизи границы света и тени . 2. Пинцет  Выпускаются пинцеты различных видов. Рекомендуется использовать пинцеты серого или черного цвета во избежание бликов внутри камня. Пинцет должен быть достаточно мягким, но не пластичным. Пинцеты различаются по длине, толщине кончиков (губок) и насечке на них, также используются пинцеты с зажимами. Камень, находящийся в пинцете, должен удерживаться как можно ближе к краю кончиков, иначе в камне будут блики (отражения) от пинцета. Пинцет удерживается с минимальным усилием, достаточным для удержания камня. Слишком сильное усилие приводит к "выстреливанию" камня из пинцета. Рука, держащая пинцет, не должна быть напряжена. Камень можно покачивать или поворачивать вместе с пинцетом для того, чтобы иметь возможность рассмотреть его со всех сторон, последовательно просматривая все зоны камня. Некоторые виды захвата камня пинцетом показаны на рисунке. 3. Лупа  В геммологии используются лупа типа триплет, с 10-кратным увеличением, ахромат-апланат (без искажения цветопередачи и видимой картины по всему полю). Выпускаются лупы диаметром 18мм и 20,5мм. Желательно использовать лупы с корпусом серого или черного цвета. При необходимости определения линейных размеров под увеличением применяются 10-кратные лупы с измерительной шкалой. При исследовании бриллианта под лупой важно выбрать правильное взаимное положение источника света, камня в пинцете, лупы и глаза наблюдателя. Источник света располагают перед наблюдателем над столом приблизительно на уровне глаз или чуть ниже, ориентируя таким образом, чтобы прямой свет от источника попадал на камень, но не попадал в глаз. Лупа удерживается в правой руке у правого глаза и фиксируется неподвижно, ободок лупы касается брови. Камень в пинцете расположен перед лупой на расстоянии около 5 сантиметров, в центре поля зрения, камень находится в фокусе. Руки соприкасаются кистями во избежание дрожания лупы или камня. Локти могут опираться на стол. 4. Измеритель леверинджа  Прибор для определения размеров камней, в том числе оправленных в ювелирном изделии, часто называют "Левериджем", по имени изобретателя. Другие его названия - измеритель или эстиматор. Имеет предел измерений 23,5 мм, считывание производится с точностью до десятых или сотых долей миллиметра. Выпускают электронные и механические Левериджи При использовании Левериджа не допускаются резкие щелчки по камню, которые могут привести к образованию сколов. Особенно осторожно рекомендуется использовать измеритель при определении высоты бриллианта - возможно повреждение шипа, а для камней фантазийной огранки, также и при измерении длины и ширины во избежание повреждения носиков, углов (в зависимости от формы и вида огранки). 5.Весы  Для работы с драгоценными камнями используются специальные весы (необходим 1 или 2 класс точности). Масса бриллиантов определяется в каратах (ct) с точностью до сотых долей, третий знак после запятой отбрасывается; если третий знак 9, то производится округление вверх. Обычно применяются весы фирм Mettler или Sartorius. Для примерной прикидки веса допускается использование портативных электронных весов с каратной шкалой или даже обычных аптечных весов. В случае оценки массы бриллианта, оправленного в изделие, если нет возможности его выкрепить, то производится расчет его массы по формулам. Для определения плотности образцов применяются геммологические весы с приставкой для гидростатического взвешивания. Для вычисления плотности служит следующая формула: Плотность камня = вес камня в воздухе/(вес камня в воздухе - вес камня в воде) 6.Ультрафиолетовая лампа  Ультрафиолетовая лампа позволяет наблюдать явление флюоресценции (люминесценции) бриллиантов в УФ-лучах при длине волны источника 365 нм; иногда такие лампы называют длинноволновыми (LW). Бриллиант просматривается под такой лампой в затемненном помещении, цвет и интенсивность люминесценции определяются визуально. Иногда применяются эталоны интенсивности люминесценции. Наряду с длинноволновыми лампами, для решения некоторых задач идентификации, используют и коротковолновые (SW) ультрафиолетовые лампы. 7.Микроскп  Микроскопы используются для исследования внутренних и поверхностных характеристик камней при увеличении. Наибольшее распространение получили геммологические бинокулярные микроскопы, позволяющие видеть объемное изображение, с меняющимся увеличением, оснащенные тремя вариантами освещения. -методом темного поля - для выявления внутренних характеристик камня; -метод прямого рассеянного освещения (отраженный свет) - для исследования поверхности образца; -методом прямого освещения гибким световодом - для более детального изучения поверхностных или внутренних характеристик. Камень при наблюдении в микроскоп можно удерживать в пинцете либо в специальном держателе. Держатели бывают пружинные и вакуумные. Увеличение в зависимости от конструкции микроскопа можно изменять либо плавно (система ZOOM), либо ступенчато (барабан). Обычно максимальное увеличение, которое используется в таких микроскопах, это 40-70 крат. В модели геммологического микроскопа HRD используется специальная измерительная сетка на окуляре, позволяющая определять размеры включений. Исследования образца следует начинать при относительно небольшом увеличении - 10х. При дальнейшем изучении можно применять большее увеличение для более детального исследования обнаруженных диагностических характеристик. 7.Набор эталонов цветов  Для определения цвета бриллиантов рекомендуется использовать набор эталонов (Master-stones), цвета которых были предварительно откалиброваны по исходным эталонам и измерены фотометром. Лучше использовать бриллиантовые эталоны, но допускается и использование фианитовых. Эталоны в наборе имеют приблизительно одинаковый размер, и наиболее распространены эталоны диаметром 6,5 мм (как бриллиант весом 1 ct) или 5,2 мм (как бриллиант весом 0,5 ct). Для определения цвета цветных бриллиантов существуют особые эталоны, а при их отсутствии пользуются цветовыми атласами (таблицами Манселла). 8.Компьютер SARINE для измерения геометрических параметров Advisor- это наиболее широко используемое в мире программное обеспечение для грубого планирования. Он интегрирует внутреннюю информацию сканирования включения и геометрические 3D-анализы и предоставляет множество планировочных решений. При использовании советника вы можете быть уверены, что получите оптимальный план полировки и максимальное значение, основанное на весе карата, огранке и симметрии, а также ясности. На протяжении почти двух десятилетий Advisor возглавляет алмазную промышленность как самую передовую, точную, экономически выгодную и простую в использовании компьютеризированную систему планирования необработанных алмазов, используемую подавляющим большинством производителей алмазов по всему миру.  9.Огранка Бриллиа́нтовая огра́нка — разновидность огранки, применяемая для алмазов и других минералов с целью придать им форму брилианта. При такой огранке камень покрывается многочисленными ограненными поверхностями. Лицевая сторона бриллианта при такой огранке называется короной, а самая широкая грань на ней — площадкой. Тыльная сторона называется павильоном. «Поясок» по периметру окружности (и наибольшего сечения) называется рундистом, он разделяет корону и павильон. Максимальное сверкание округлого бриллианта достигается при соблюдении точно рассчитанных пропорций граней павильона, обеспечивающих полное внутреннее отражение света. Входящий луч света должен полностью дважды отразиться от тыловых граней на противоположных сторонах камня и выйти из коронки, создавая максимальное сверкание.  |