2.10 Выбор средств контроля
В зависимости от типа производства, точности контролируемых размеров, конструкции детали выбираем средства контроля и заносим их в таблицу 2.11.
Таблица 2.11 – Средства контроля
Номер и наименование операции
|
Наименование средств контроля и контролируемый размер
|
Обозначения
|
ГОСТ
|
005 Токарная с ЧПУ
|
Прибор цифровой измерительный
Кольцо Ø97
Высотомер ”Mahr”
Глубиномер”Mahr”
Присп. Контр.
Штангенциркуль”Mahr”
КИМ «Klingelnberg»
|
844AS 50-100-0,001
8012-5574
СХ2-1000-0,01
16EX-150-0,01
8531-5432
16EX-150-0,01
3939040
|
DIN 855-2016
ГОСТ 8012-59
EN 22345
EN 21234
EN 22339
EN 28676
ISO 2010
|
010 Токарная с ЧПУ
|
Штангенциркуль”Mahr”
Прибор “Hommel”
Глубиномер”Mahr”
|
16EX-300-0,01
Etamic F500
30EX-150-0,01
|
EN 28676
DIN 7415-2008
EN 21234
|
015 Вертикально-протяжная
|
Щуп «Mahr»
Пробка Ø
Штангенциркуль”Mahr”
КИМ «Klingelnberg»
Присп. Контр.
Кольцо Ø97
|
Multimar-25-110-0,001
8141-5803
16EX-150-0,01
3939040
ДП.573.18.06СБ
8012-5574
|
EN 24354
ГОСТ 14826-69
EN 28676
ISO 2010
ГОСТ 31.0151.01-90
ГОСТ 8012-59
|
2.11 Расчёт режимов резания
В пояснительной записке приведен расчет режимов резания на две разнохарактерные операции. Результаты расчет на все операции приведены в таблице 2.12.
Расчёт режимов резания производим по методике изложенной в литературе [14]
Операция 005 Токарная с ЧПУ
Станок PUMA GT2100MB
2.Точить торец с припуском 0,6, выдерживая размер 1
Исходные данные:
Заготовка: Сталь 15ХГН2ТА ГОСТ4543-2003 170-241 НВ
Инструмент: резец расточной DCLNR2525M12KC04, DIN 3016-2000
СОЖ – ML6068
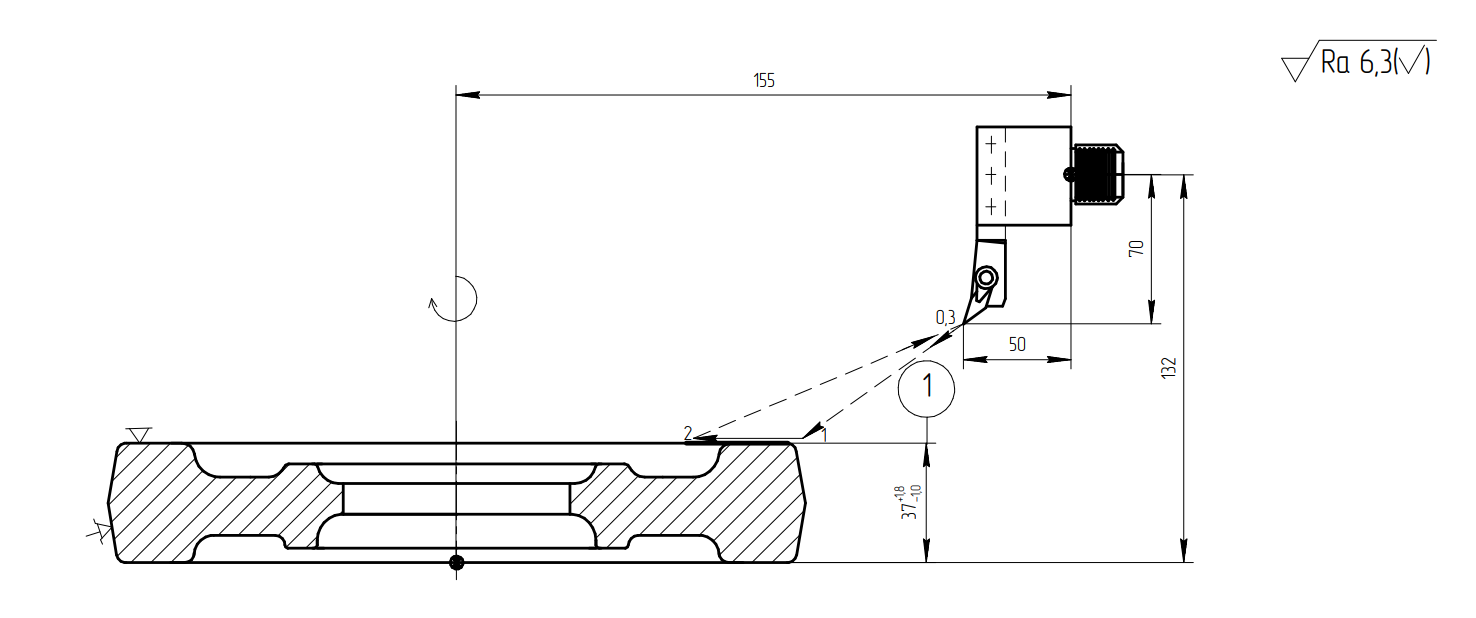
Рисунок 2.2 – Эскиз обработки поверхности
Расчет производим по каталогу режущего инструмента Sandvik Coromant.
Определяем глубину резания t, мм:
t = 1,05 мм
Рассчитываем длину рабочего хода суппорта Lр.х., мм:
 (2.20) (2.20)
где l0 – длина резания;
l1– длина подвода;
l2; l3 – длина врезания и перебега.

Назначаем подачу суппорта на оборот шпинделя Sо, мм/об:

Определяем стойкость инструмента  , мин: , мин:

Определяем расчётную скорость резания  , м/мин: , м/мин:

Определяем частоту вращения шпинделя n, мин-1:
Уточняем частоту вращения шпинделя по паспорту n=300 мин-1
Определяем действительную скорость резания v, м/мин:

Определяем минутную подачу  , мм/мин: , мм/мин:


Определяем основное время То, мин:

Выбираем мощности резания  , ,  : :

Проверяем выбранные режимы резания по мощности привода главного движения  кВт: кВт:
где vc – скорость резания;
ap – глубина резания;
fn – подача на оборот;
kc – удельная сила резания.

Производим проверочный расчет по мощности резания:

где – КПД станка; = 0,85.


Условие выполняется.
Расчёт режимов резания производим по методике изложенной в литературе [11]
Операция 015 Вертикально-протяжная
Станок RISH-M25
Протянуть шлицы
Исходные данные:
Заготовка: сталь 15ХГН2ТА ГОСТ4543-2003 170-241 НВ
Инструмент: Протяжка, REVZ145155-00 DM05H
СОЖ – ML6068
Рисунок 2.3 – Эскиз обработки поверхности
Определяем силу резания PZ , кН:
PZ=150 кН
Определяем скорость резания v, м/мин:
v=4,5 м/мин
Рассчитываем необходимую мощность электродвигателя:
 , (2.27) , (2.27)
где коэффициент учитывающий допускаемую перегрузку двигателя и КПД станка - К1 = 1,35;
коэффициент зависящий от типа станка - К2 = 0,9.
 кН кН
Nд.н.< Nд. (2.28)
13,7 < 18
Определяем длину рабочей части протяжки l2, мм:
l2=l-l1, (2.28)
где длина протяжки l=1010 мм
длина протяжки до первого зуба l1=95 мм
l2=1010-95=915 мм
Определяем длину рабочего хода lр.х, мм:
lр.х.=lp+l2+lдоп., (2.29)
где длина резания lp=12 мм
дополнительная длина lдоп.=30 мм
lр.х.=12+915+30=957 мм
Определяем основное временя  , мин: , мин:
 (2.30) (2.30)
 мин мин
Режимы резания на все операции сведены в следующую таблицу.
Таблица 2.12 – Режимы резания
Номер, наименование и содержание операции
|
t,
мм
|
Lрх,
мм
|
i
|
Подача,
мм/об
|
Скорость,
м/мин
|
Частота,
мин-1
|
N,
кВт
|
To,
мин
|
|
|
|
|
Sp
|
Sст
|
Vp
|
Vд
|
nр
|
nст
|
|
|
005 Токарная с ЧПУ
Токарный станок с ЧПУ PUMA GT2100MB
2.Точить торец с припуском 0,6, выдерживая размер 1.
3.Расточить отверстие с припуском 0,6, выдерживая размер 8.
4.Расточить отверстие и фаску, выдерживая размеры 2,5,6,8 и допуск радиального биения 9.
5.Точить торцы, выдерживая размеры 1,3,7,15 и допуск торцевого биения 16.
6.Рассточить канавку в отверстии, выдерживая размеры 7,11,12,13,14.
|
1,05
1,2
0,6
0,6
0,5
|
30
23
25
22,5
5
|
1
3
2
1
1
|
0,2
0,35
0,65
0,6
0,1
|
0,2
0,3
0,6
0,65
0,1
|
191
197
230
191
184
|
190
195
230
190
185
|
298
309
331
335
151
|
300
310
330
335
150
|
1,78
5,1
2,8
2,7
1,9
|
0,5
0,67
0,89
0,96
0,23
|
010 Токарная с ЧПУ
Токарный станок с ЧПУ PUMA GT2100MB
2.Точить торец с припуском 0,6 выдерживая размер 1.
3.Точить наружную поверхность с припуском 0,6, выдерживая размер 2.
4.Точить наружную поверхность, выдерживая размер 2 и допуск торцевого биения 3.
5.Точить торцы и фаску, выдерживая размеры 1,4,9 и допуск торцевого биения 8.
6.Расточить выточку и фаску в отверстии, выдерживая размеры 5,6,7.
|
1,2
1,5
0,6
0,6
0,6
|
30
35
35
22,5
5
|
1
1
1
1
1
|
0,4
0,4
0,6
0,6
0,39
|
0,4
0,5
0,6
0,6
0,39
|
191
197
235
191
184
|
190
195
230
190
185
|
295
294
328
334
151
|
290
290
330
330
150
|
4,9
4,5
2,8
2,9
1,9
|
0,5
0,21
0,26
0,96
0,23
|
015 Вертикально-протяжная
1 Протянуть шлицы,
|
-
|
957
|
1
|
-
|
-
|
4,5
|
4,5
|
-
|
-
|
13,7
|
0,21
|
2.12 Расчет технически обоснованных норм времени
Приводим расчет норм времени на 2 операции.
Операция 005 Токарная с ЧПУ
Станок модели PUMA GT2100MB
Приспособление – Зажимной патрон.
Переходы обработки:
Точить торец с припуском 0,6 выдерживая размер 1,  0,5 мин. 0,5 мин.
Норма времени на обработку заготовки на станке PUMA GT2100MB рассчитывается по формуле:
 (2.31) (2.31)
где  – штучно-калькуляционное время на операцию, мин; – штучно-калькуляционное время на операцию, мин;
 – время автоматического цикла работы станка, мин. – время автоматического цикла работы станка, мин.
Таблица 2.13 – Время автоматической работы станка по программе
Участок траектории
|
Приращения по оси x, мм
|
Приращения по оси z, мм
|
Длина i-го
участка траектории, мин
|
Минутная подача на i-том участке, мм/мин
|
Основное время, мин
|
Машинно-вспомогательное время, мин
|
Инструмент №1
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
|
60
|
78
|
93
|
20000
|
-
|
0,0048
|
1-2
2-3
|
0
0
|
50
78
|
50
50
|
480
480
|
0,0525
0,0525
|
-
-
|
Инструмент №2
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
5-6
6-7
7-8
8-9
9-10
10-11
11-12
12-13
|
90
65
0
155
63
73
83
0
0
90
0
63
73
|
183
0
10
173
78
50
50
10
173
78
50
50
50
|
203
65
10
232
93
98
50
65
10
232
93
98
50
|
20000
64
18000
20000
20000
20000
480
18000
20000
20000
20000
480
64
|
0,0938
-
-
0,525
0,635
-
0,049
|
0,01
-
0,00055
0,011
0,048
0,050
-
0,01
-
0,00055
0,011
0,048
-
|
Инструмент №3
|
-
|
-
|
-
|
-
|
-
|
0,08
|
|
|
|
|
|
|
|
0-1
1-2
2-3
3-4
4-5
5-6
6-7
7-8
8-9
9-10
|
50
0
0
50
60
0
0
50
0
0
|
78
25
25
78
78
25
25
35
25
78
|
93
25
25
93
98
25
25
25
93
98
|
20000
281
281
20000
20000
281
281
281
281
20000
|
0,045
0,045
-
-
0,045
0,045
-
-
0,045
|
0,00465
-
-
0,00465
0,0049
-
-
-
-
0,00465
|
Инструмент №4
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
5-6
|
105
0
0
105
0
0
|
0
35
35
0
0
35
|
105
35
5035
105
35
5035
|
20000
796
796
20000
796
20000
|
0,02
0,02
0,03
|
0,0052
-
-
0,0052
-
-
|
Инструмент №5
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
5-6
6-7
7-8
|
130
0
0
130
130
0
0
0
|
78
300
300
78
78
300
300
78
|
152
300
300
152
152
300
300
152
|
20000
130
130
20000
20000
130
130
20000
|
-
0,15
0,15
-
-
0,15
0,15
-
|
0,0076
-
-
0,0076
0,0076
-
-
0,0076
|
Инструмент №6
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
5-6
|
50
0
0
50
60
0
|
78
25
25
78
78
25
|
93
25
25
93
98
25
|
20000
281
281
20000
20000
281
|
0,045
0,045
-
-
0,045
|
0,00465
-
-
0,00465
0,0049
-
|
Инструмент №7
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
5-6
6-7
7-8
8-9
9-10
10-11
11-12
|
90
65
0
155
63
73
83
0
0
90
0
63
|
183
0
10
173
78
50
50
10
173
78
50
50
|
203
65
10
232
93
98
50
65
10
232
93
98
|
20000
64
18000
20000
20000
20000
480
18000
20000
20000
20000
480
|
0,0938
-
-
0,0525
0,0635
-
|
0,01
-
0,00055
0,011
0,048
0,050
-
0,01
-
0,00055
0,011
0,048
|
|
|
|
|
|
|
|
Инструмент №8
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
|
105
0
0
105
0
|
0
35
35
0
0
|
105
35
5035
105
35
|
20000
796
796
20000
796
|
0,02
0,02
0,03
|
0,0052
-
-
0,0052
-
|
Инструмент №9
|
-
|
-
|
-
|
-
|
-
|
0,08
|
0-1
1-2
2-3
3-4
4-5
5-6
6-7
7-8
8-9
9-10
|
50
0
0
50
60
0
0
50
0
0
|
78
25
25
78
78
25
25
35
25
78
|
93
25
25
93
98
25
25
25
93
98
|
20000
281
281
20000
20000
281
281
281
281
20000
|
0,045
0,045
-
-
0,045
0,045
-
-
0,045
|
0,00465
-
-
0,00465
0,0049
-
-
-
-
0,00465
|
Инструмент №10
|
-
|
-
|
-
|
-
|
-
|
0,8
|
0-1
1-2
2-3
3-4
4-5
5-6
6-7
7-8
|
130
0
0
130
130
0
0
0
|
78
300
300
78
78
300
300
78
|
152
300
300
152
152
300
300
152
|
20000
130
130
20000
20000
130
130
20000
|
-
0,15
0,15
-
-
0,15
0,15
-
|
0,0076
-
-
0,0076
0,0076
-
-
0,0076
|
Инструмент №11
|
-
|
-
|
-
|
-
|
-
|
0,8
|
0-1
1-2
|
155
63
|
173
78
|
232
93
|
20000
20000
|
-
0,025
|
0,048
0,050
|
-
|
-
|
-
|
-
|
-
|
∑2,52
|
∑0,88
|
|
 Скачать 0.61 Mb.
Скачать 0.61 Mb.