 мкм мкм
Определяем минимальные значения припуска:
 мкм мкм
 1416 мкм 1416 мкм
Определяем расчётный размер:
 (2.13) (2.13)
 мм мм
 мм мм
Определяем наибольшие предельные размеры:
 (2.14) (2.14)
 мм мм
 мм мм
Определяем предельные значения припусков
 ,мкм (2.15) ,мкм (2.15)
 97,035-95,684=1351 мкм 97,035-95,684=1351 мкм
 95,684-90,998=4686 мкм 95,684-90,998=4686 мкм
 ,мкм (2.16) ,мкм (2.16)
 97-95,584=1416 мкм 97-95,584=1416 мкм
 95,584- 95,584- =7786 мкм =7786 мкм
Определяем номинальный припуск на заготовку, рассчитываются по формуле:
 ; (2.17) ; (2.17)
 мкм мкм
Номинальный размер заготовки, рассчитывается по формуле
 ; (2.18) ; (2.18)
 мм. мм.
Проводим проверку правильности произведённых расчётов:
  (2.19) (2.19)
1416-1351=100-35
65=65
7786-4686=3200-100
3100=3100
Расчёт проведён правильно.
Схема графического расположения припусков, допусков, операционных размеров изображена на рисунке 2.1.
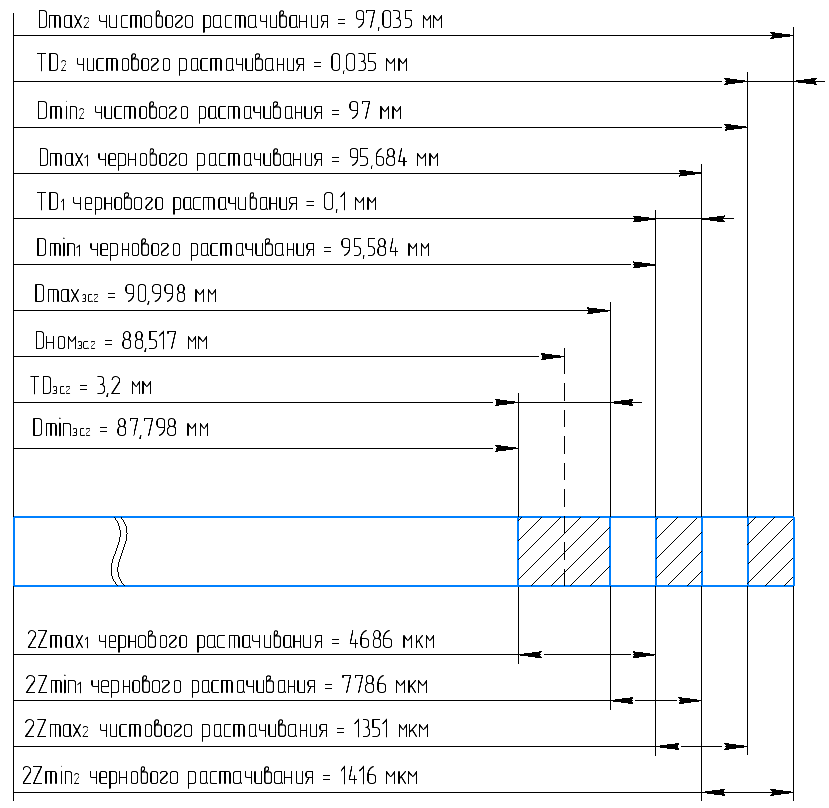
Рисунок 2.1 – Схема расположения припусков, допусков и операционных размеров на обработку отверстия Ø97H7
На остальные поверхности припуски назначаем статистическим (табличным) методом.
Таблица 2.6 – Табличный расчёт припусков
Наименование, размер поверхности, переходы обработки
|
Квалитет точности
|
Исходный размер
|
Припуск 2Z
|
Отклонение
|
Операционный размер с отклонениями
|
+
|
-
|
Левый торец 24h14
|
h14
|
24
|
|
0,35
|
|

|
Точение однократное
|
h14
|
29
|
2
|
0,35
|
|
|
Заготовка
|
|
|
|
1,8
|
1,0
|

|
Отверстие Ø91H11
Точение чистовое
|
H11
H12
|
91
90,5
|
0,5
|
0,35
0,35
|
|

|
Точение черновое
|
H14
|
86
|
4,5
|
0,52
|
|

|
Заготовка
|
|
|
|
1,1
|
2,1
|

|
Правый, левый торец 33h14
Точение однократное
|
h14
h14
|
33
37
|
2 2,0 2,0
|
|
0,039
0,039
|

|
Заготовка
|
|
|
|
1,8
|
1,0
|

|
Наружная цилиндрическая
поверхность Ø203,51h11
|
h11
|
203,51
|
|
|
0,29
|

|
Точение чистовое
|
h12
|
204
|
0,49
|
|
0,29
|
|
Точение черновое
|
h14
|
209
|
5,0
|
|
0,36
|

|
Заготовка
|
|
|
|
2,4
|
1,2
|

|
2.7 Выбор оборудования
На основании годовой программы выпуска деталей, типа производства, размеров детали и её конструкции, требований точности, шероховатости поверхностей и экономичности обработки, требований наиболее полного использования станков по мощности, простое обслуживание станка в проектируемом производстве, стоимости станка и применения станков отечественного производства осуществляется выбор оборудования для каждой технологической операции.
Данные выбранного оборудования сводятся в таблицу 2.7.
Таблица 2.7 – Оборудование
Наименование и номер операции
|
Наименование оборудования
|
Краткая характеристика
|
Основные размеры l b, м b, м
|
Стоимость, тыс. р.
|
Мощность, кВт
|
005,010 Токарная с ЧПУ
|
PUMA GT2100MB
|
Макс. скорость вращения шпинделя 3500 мин-1;
Максимальный диаметр обработки 300 мм
Номинальная длина обработки 501 мм.
Ускоренная подача X/Y/Z 24/-/30 мм/мин;
Система ЧПУ
SINUMERIK 840D sl
|
2,6 1,6
|
206,120 руб
|
5,5
|
015 Вертикально-протяжная
|
RISH-M25
|
Макс. длина хода рабочих салазок 1250 мм
Максимальный наружный диаметр обрабатываемой детали 600 мм
Скорость рабочего хода 11,5 м/мин
|
2 0,5
|
209,042 руб
|
5,2
|
2.8 Выбор станочных приспособлений
Выбор типа приспособления зависит от типа производства. В серийном производстве на ряду с универсальными приспособлениями применяются и специальные. Для удобства пользования, повышения производительности, обеспечения надёжности закрепления и точности установки применяются приспособления с пневматическими приводами. Применение специальных приспособлений исключает разметку, выверку детали, что снижает себестоимость сборки и повышает производительность.
Выбранные станочные приспособления сведены в таблицу 2.8.
Таблица 2.8 – Станочные приспособления
Наименование операции
|
Наименование и модель оборудования
|
Наименования
приспособления
|
Обозначения,
ГОСТ
|
Краткая
характеристика
|
005 Токарная с ЧПУ
|
PUMA GT2100MB
|
Зажимной патрон,
Основной кулачок
Насадной кулачок
|
ДП.573.18.04
|
Зажимной патрон двухкулачковый
|
010 Токарная с ЧПУ
|
PUMA GT2100MB
|
Зажимной патрон,
Основной кулачок
Насадной кулачок
|
DIN 4342-2012
|
Зажимной патрон
|
015 Вертикально-протяжная
|
RISH-M25
|
Направляющая,
Прижимная планка,
Опора заготовки
|
DIN 332-2016
|
Патрон
|
2.9 Выбор режущего и вспомогательного инструмента
Выбор режущего и вспомогательного инструмента производится в зависимости от типа производства, материала заготовки, его физико-механических свойств, квалитета точности и методов обработки, конструкции и размеров заготовки, шероховатости поверхности детали, себестоимости обработки, повышения производительности за счёт режимов резания. Выбираем следующий инструмент.
Таблица 2.9 – Режущий инструмент
Номер и наименование операции
|
Наименование инструмента
|
Материал режущей части, покрытия
|
Обозначения
|
ГОСТ
|
005 Токарная с ЧПУ
|
Резец сборочный
|
-
|
DCLNR2525M12KC04
|
DIN 3016-2000
|
Пластина
|
4335HC
|
CNMG120412-RP
|
DIN 3016-1-2000
|
Резец сборочный
|
GC34НС
|
A32SDWLNR08KC04
|
DIN 3016-2-2000
|
Пластина
|
4335HC
|
CNMG120412-MN
|
DIN 3016-4-2000
|
Резец сборочный
|
GC34НС
|
A32SDWLNR08KC04
|
DIN 34803-2001
|
Пластина
|
GC34НС
|
WNMG08408-FW
|
DIN 24339-1993
|
Резец сборочный
|
GC34НС
|
DWLNR2525M08KC04
|
DIN 34803-2001
|
Пластина
|
GC34НС
|
WNMG080408-FW
|
DIN 24339-1993
|
Резец
|
-
|
A25TSVQBR16
|
DIN 3016-2000
|
Резец
|
-
|
A25TSVQBR16
|
DIN 3016-2000
|
Пластина
|
4335HC
|
VBMT160404-LF
|
DIN 3016-1-2000
|
010 Токарная с ЧПУ
|
Резец сборочный
|
-
|
DCLNR2525M12KC04
|
DIN 3016-2000
|
Пластина
|
4335HC
|
CNMG120412-RP
|
DIN 3016-1-2000
|
Резец сборочный
|
GC34НС
|
DWLNR2525M08KC04
|
DIN 34803-2001
|
Пластина
|
4335HC
|
WNMG080408-FW
|
DIN 3016-4-2000
|
Резец сборочный
|
-
|
A32SDWLNR08KC04
|
DIN 3016-2-2000
|
Пластина
|
4335HC
|
WNMG080408-FW
|
DIN 315-1998
|
|
015 Вертикально-протяжная
|
Протяжка
|
Р6М5
|
ДП.573.18.05
|
ДП.573.18.05
|
Вспомогательный инструмент выбирается исходя из обеспечения точности установки режущего инструмента, быстроты его смены, удобства и быстроты наладки.
Выбранный вспомогательный инструмент сведен в таблицу 2.10.
Таблица 2.10 – Вспомогательный инструмент
Номер и наименование операции
|
Режущий инструмент
|
Вспомогательный инструмент
|
Обозначения
|
ГОСТ
|
005 Токарная с ЧПУ
|
Резец сборочный
|
Державка Ø40x25
|
VDIB2M402544
|
DIN 553-2006
|
Резец сборочный
|
Державка Ø40x32
|
VDIE2M4032
|
DIN 7981-2007
|
Резец сборочный
|
Державка Ø40x32
|
VDIE2M4032
|
DIN 7981-2007
|
Резец сборочный
|
Державка Ø40x25
|
VDIB2M402544
|
DIN 553-2006
|
Резец
|
Державка Ø40x25
|
VDIE2M4025
|
DIN 553-2006
|
010 Токарная с ЧПУ
|
Резец сборочный
|
Державка Ø40x25
|
VDIB2M402544
|
DIN 553-2006
|
Резец сборочный
|
Державка Ø40x25
|
VDIB2M402544
|
DIN 553-2006
|
Резец сборочный
|
Державка Ø40x32
|
VDIE2M4032
|
DIN 7981-2007
|
015 Вертикально-протяжная
|
Протяжка
|
Патрон
|
3-200.07.14
|
ГОСТ 16160-70
| |
 Скачать 0.61 Mb.
Скачать 0.61 Mb.