дипломная. диплом. Общий раздел 1 Описание конструкции детали
 Скачать 0.61 Mb. Скачать 0.61 Mb.
|

 91+0,22, калибр проходной, калибр непроходной, а к специальному: контрольно-измерительная машина «Klingelnberg» для наиболее точного измерения размеров, пистолет измерительный 844AS 25-50-0,001 для измерения размеров в труднодоступных местах, прибор Etamic F500 для измерения торцевого и радиального биения. 91+0,22, калибр проходной, калибр непроходной, а к специальному: контрольно-измерительная машина «Klingelnberg» для наиболее точного измерения размеров, пистолет измерительный 844AS 25-50-0,001 для измерения размеров в труднодоступных местах, прибор Etamic F500 для измерения торцевого и радиального биения.Для контроля шероховатости поверхности применяют прибор Tester T500 «Hommel». При помощи данного прибора обнаруживают отклонения формы деталей и изделий, изъяны материала и обработки поверхности, а также другие дефекты: остаточную деформацию, поверхностную пористость, крупные трещины, подрезы, риски, задиры, эрозионные и коррозионные поражения, следы наклепа. Для перемещения заготовок из заготовительного литейного цеха в механический, применяют трактора-погрузчики, использующие металлическую тару размером 1600×570×600 мм, в которую заготовки загружаются навалом. На участке с трактора-погрузчика заготовки с помощью кран-балки грузоподъёмностью до 3,5 тонн выгружаются в ручные тележки возле рабочего места. По всему технологическому маршруту детали перемещаются с помощью ручных тележек грузоподъёмностью до 150 кг, что не соответствует современному производству. Уборка стружки производится автоматически во время механической обработки под обильным напором СОЖ. В дальнейшем контейнеры перемещают к месту сбора стружки из которого производится её доставка в место переработки грузовым автомобильным транспортом, что не способствует улучшению автоматизации производства. 2.3 Перечень организационно-технических мероприятий по совершенствованию существующего технологического процесса 1. На операциях 005 Токарная с ЧПУ, 010 Токарная с ЧПУ заменить станок с ЧПУ NV250 на станок с ЧПУ PUMA GT2100MB. 2. Заменить инструмент протяжку REVZ145155-00 DMo5H на протяжку шлицевую ГЗСИИТО (г. Гомель). 3. Пересмотреть режимы резания в сторону их увеличения, нормы времени – в сторону их снижения. 4. По всему маршруту технологического процесса установить подвесной конвейер для транспортирования деталей. 5. Организовать автоматическую уборку стружки от станков к месту сбора стружки путём внедрения ленточных конвейеров. 2.4 Выбор и описание метода получения заготовки Заготовка – поковка, материал сталь 15ХГН2ТА ГОСТ 4543-2013. Получается методом горячей объемной штамповки, классом точности Т5, группой стали М2, степенью сложности С1, исходным индексом 15 ГОСТ 7505-89 получается методом горячей штамповки на кривошипных горячештамповочных прессах . Прутки проката круг  . Расшифровка условного обозначения точности проката: B1 – обычной точности, область применения - применяется во всех отраслях промышленности, длина 6 м. Транспортируют мостовым краном Q=10 т на отрезку на заготовки и укладывают на стеллаж. Затем проверяют марку стали по ярлыку и окраске на торце – визуально. Штангенциркулем 16-EX-150-0,01 «Mahr» проверяют диаметр 3-5 прутков из пачки. После проверяют температуру подогрева штанг термоэлектрическим термометром ТМК-3-600-1 3-5 замеров через час. Предъявляют годную продукцию БТК и линейкой-500 проверяем размер 35 мм 3-5 штук через час. Производят нагрев в печи камерной нагревательной, укладываем заготовки в камеру печи клещами, нагреваем заготовки до температуры штамповки Т=1150-1250 цел и подаём заготовки на рабочее место штамповщика. Берём заготовку клещами и устанавливаем на осадочную площадку и осаживаем заготовку, затем перекладываем заготовку в окончательный ручей штампа и штампуем в окончательном ручье на КГШП 25000 кН. Для обрезки на обрезном прессе 2500-4000 кН заготовку клещами укладывают на штамп, обрезают облой в горячем состоянии и одновременно пробиваем отверстие по одной штуке, клещами удаляем кочергой в другую тару. Производим контроль поковки: визуально проверяем качество обрезки и заполнение, проверяем соосность штангенциркулем 16-EX-150-0,01 «Mahr», проверяем допуск плоскостности щупами на поверочной плите, проверяем остальные размеры штангенциркулем 16-EX-150-0,01 «Mahr». Зачистку производим на наждачном станке НС-2, укладываем заготовку на вспомогательный столик, зачищаем заусенец не соответствующий техническим требованиям чертежа поковки, удаляем поковку в тару. Транспортируем поковки на участок сдачи мостовым краном Q= 10 т. . Расшифровка условного обозначения точности проката: B1 – обычной точности, область применения - применяется во всех отраслях промышленности, длина 6 м. Транспортируют мостовым краном Q=10 т на отрезку на заготовки и укладывают на стеллаж. Затем проверяют марку стали по ярлыку и окраске на торце – визуально. Штангенциркулем 16-EX-150-0,01 «Mahr» проверяют диаметр 3-5 прутков из пачки. После проверяют температуру подогрева штанг термоэлектрическим термометром ТМК-3-600-1 3-5 замеров через час. Предъявляют годную продукцию БТК и линейкой-500 проверяем размер 35 мм 3-5 штук через час. Производят нагрев в печи камерной нагревательной, укладываем заготовки в камеру печи клещами, нагреваем заготовки до температуры штамповки Т=1150-1250 цел и подаём заготовки на рабочее место штамповщика. Берём заготовку клещами и устанавливаем на осадочную площадку и осаживаем заготовку, затем перекладываем заготовку в окончательный ручей штампа и штампуем в окончательном ручье на КГШП 25000 кН. Для обрезки на обрезном прессе 2500-4000 кН заготовку клещами укладывают на штамп, обрезают облой в горячем состоянии и одновременно пробиваем отверстие по одной штуке, клещами удаляем кочергой в другую тару. Производим контроль поковки: визуально проверяем качество обрезки и заполнение, проверяем соосность штангенциркулем 16-EX-150-0,01 «Mahr», проверяем допуск плоскостности щупами на поверочной плите, проверяем остальные размеры штангенциркулем 16-EX-150-0,01 «Mahr». Зачистку производим на наждачном станке НС-2, укладываем заготовку на вспомогательный столик, зачищаем заусенец не соответствующий техническим требованиям чертежа поковки, удаляем поковку в тару. Транспортируем поковки на участок сдачи мостовым краном Q= 10 т.2.5 Разработка выбранного варианта технологического процесса На основании перечня мероприятий по совершенствованию технологического процесса предлагаем следующий вариант. Заготовка – поковка, группа поковки II ГОСТ 8479-70, класс точности Т5, степень сложности С1, исходный индекс 15 ГОСТ 7505-89, масса заготовки Gз=6,56 кг, норма расхода материала на заготовку Gм=3,98 кг. Поковка получена на горячей объемной штамповке(ГОШ). Маршрут механической обработки приводим ниже в таблице 2.4. Таблица 2.4 – Маршрут технологического процесса обработки
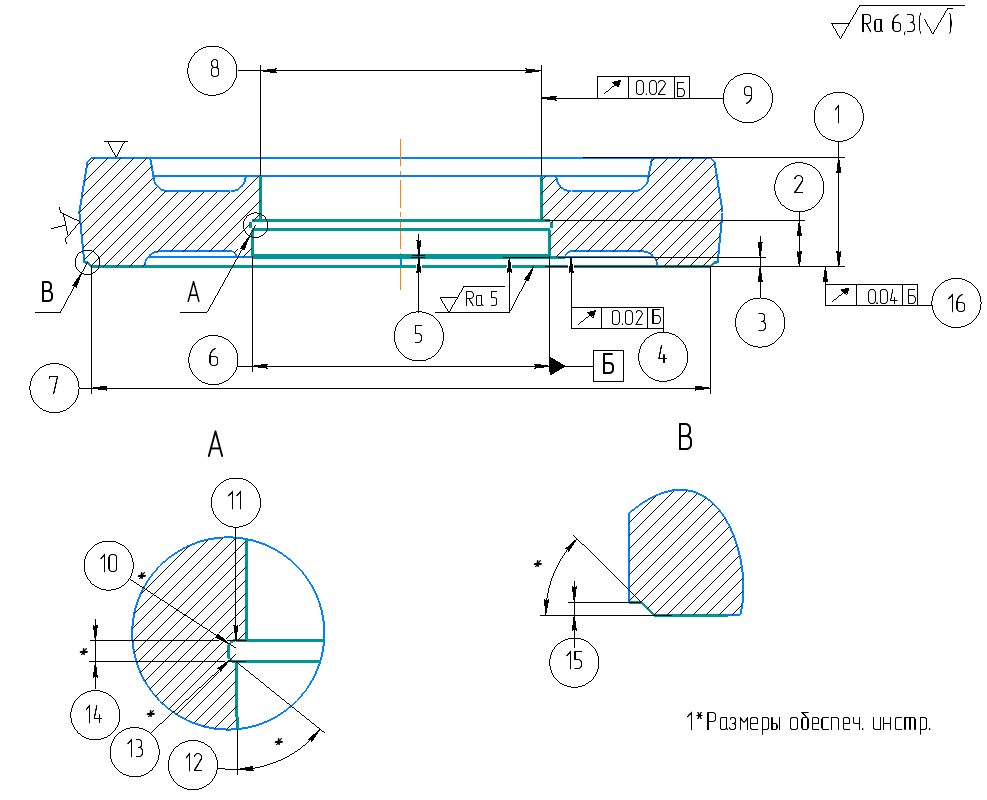
2.6 Определение межоперационных припусков, допусков и размеров заготовки Оптимальные припуски определяем расчётно-аналитическим и статистическим (табличным) методами по методике, изложенной в [10] Аналитический расчёт припусков, операционных размеров с допусками на обработку внутреннего отверстия Ø97H7  «Шестерня» «Шестерня»Материал детали: Сталь 15ХГН2ТА ГОСТ4543-2013; заготовка – поковка на КГШП по классу точности Т5, степенью сложности С1, исходным индексом 15 ГОСТ 7505-89, масса заготовки – 6,56 кг; масса детали – 3,98 кг. Переходы обработки: 1. Точение черновое. 2. Точение чистовое. Токарный станок с ЧПУ PUMA GT2100MB, обработка за одну установку, установка заготовки на трёхкулачковый патрон с пневмозажимом по наружнему диаметру, рассчитываем припуск на обработку диаметра  Результаты расчетов сводим в таблицу 2.5. Таблица 2.5 – Расчёт припусков и предельных размеров по технологическим переходам на обработку отверстия 
Для тела вращения расчёт ведётся по формуле для обработки внутреннего отверстия.  , (2.8) , (2.8)где Rzi-1 – высота микронеровностей, полученная на предшествующем технологическом переходе, мкм; Тi-1 – глубина дефектного слоя, полученная на предшествующем переходе, мкм; ρi-1 – пространственные отклонения, полученные на предшествующем переходе, мкм; εi – погрешность установки, полученная на выполняемом переходе, мкм. Высота микронеровностей и глубина дефектного слоя по переходам обработки: Заготовка: RZ1 = 500 мкм; Т1 = 1200 мкм. Точение: Черновое:RZ2 = 40 мкм; Т2= 40 мкм. Чистовое: RZ3= 20 мкм; Т3 = 20 мкм. Определяем допуск на размер d3 max = 97,035 мм; d3 min = 97 мм;  (2.9) (2.9) мм ммОпределяем суммарное значение пространственных отклонений для заготовки и механической обработки по методике изложенной в литературе[4.c,68 т.31]:  (2.10) (2.10)где ρсм – величина смещения по поверхности разъёма штампа, мм. ρэкс – величина эксцентричности отверстия ρсм=900 мкм ρэкс=2000 мкм  Для токарной обработки величина пространственных отклонений составит:  (2.11) (2.11)где КУ- коэффициент уточнения. КУ2 = 0,06; КУ3=0,05.  ; ; ; ;Определяем погрешность базирования заготовки:  мкм (2.12) мкм (2.12)Где εос– смещение заготовки в осевом направлении; εрад – смещение заготовки в радиальном направлении. Для растачивания отверстия: εос = 130 мкм. εрад = 600мкм. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 3893
3893