Бжд. бжд. Охрана труда и окружающей среды
 Скачать 1.87 Mb. Скачать 1.87 Mb.
|

|
Введение В разделе «Охрана труда и окружающей среды» рассматривается обеспечение безопасности труда при проведении аргонодуговой сварки изделия «Бак сферический». Приводится краткая характеристика и анализ условий труда при выполнении аргонодуговой сварки; Выявление потенциально опасных и вредных производственных факторов, характерных для аргонодуговой сварки; Описание эргономики рабочего места Характеристика воздействия вредных факторов на организм человека; Сравнение фактических значений вредных выбросов, с допустимыми; вывод о необходимости защитных мер, обеспечивающих безопасные условия труда; Описание и расчет местной вытяжки; Выводы по данному разделу Анализ условий труда и основные характеристики помещения при проведении аргонодуговой сварки Аргоновая или аргонодуговая сварка ГОСТ 14771 – это методика температурного воздействия на металлические соединения, которая позволяет не использовать металлическую проволоку в качестве наполнителя места соединения. Сборочно-сварочный цех представляет собой прямоугольное помещение площадью 140 м2 (14х10), в рабочей зоне которого установлена автоматическая сварочная двухопорная установка для сварки топливных баков с панелью управления, рабочим столом, табуретом и стеллажом. Для ввоза и вывоза деталей и готовых изделий предусмотрены ворота грузового транспорта. Цех оборудован подъемным краном для разгрузки (погрузки) тяжелых деталей, сборочных единиц и для осуществления установки детали на сварочную установку. Вентиляция осуществляется местной вентиляцией, установленной над сварочной головкой, общей вентиляцией, размещенной в рабочей зоне, и приточной вентиляцией. Вытяжка в шахте местной и общей вентиляции осуществляются с помощью вентиляторов. Приточный воздух забирается с улицы посредством приточной воздухозаборной шахты, проходит через калорифер, затем попадает в цех. Стены цеха покрыты оцинкованными металлическими листами и окрашены в серый тон с рассеянным отражением света. Полы помещения покрыты рифленым металлическим листом, ворота и двери также изготовлены из металлического листа. Отопление - воздушное, совмещенное с вентиляцией. Для освещения сварочного цеха используются лампы дневного света и светильники направленного действия, а также 5 окон 3,2 м на 1,5 м. Оценка условий труда сварщика Пламя электрической дуги являются источниками, излучающими энергию в окружающее пространство. Наибольшей интенсивностью излучения отличается электрическая дуга. Спектр лучей дуги далеко простирается в ультрафиолетовую и инфракрасную области. Ультрафиолетовые лучи вызывают воспалительные процессы в слизистых и роговых оболочках глаза. Лучи видимой части спектра излучения дуги оказывают ослепляющее действие и могут вызвать повреждение сетчатки глаза. Инфракрасные лучи оказывают тепловое действие, которое может привести к неизлечимому помутнению хрусталика глаза. Помимо этих факторов выделяют следующие опасные и вредные факторы, описанные в приказе Министерства Труда от 24 января 2014 года №33Н: • Микроклимат • Освещение • Виброакустические факторы • Аэрозоли Рассмотрим и проанализируем основные вредные производственные факторы. Аэрозоли фиброгенного действия – Сварочный аэрозоль представляет собой совокупность мельчайших частиц, образовавшихся в результате конденсации паров расплавленного металла, шлака и покрытия электродов. Состав сварочного аэрозоля зависит от состава сварочных и свариваемых материалов. В силу своих мельчайших размеров сварочный аэрозоль проникает в глубинные отделы легких и частично остается в их стенках, вызывая профессиональное заболевание, называемое «пневмокониоз сварщика», частично всасывается в кровь. Если сварочный аэрозоль содержит значительное количество марганца, а так бывает при сварке легированных и нержавеющих сталей качественными электродами, то, распространяясь с кровью по организму, этот чрезвычайно токсичный элемент вызывает тяжелое заболевание: марганцевую интоксикацию. При этом страдает, главным образом, центральная нервная система. Изменения в организме при марганцевой интоксикации необратимы. Другие элементы сварочного аэрозоля, а также так называемые сварочные газы, обладая сильным раздражающим действием, способны вызвать хронический бронхит. При использовании сварочной проволоки СвАМг6 выделяются следующие элементы:
Элементы, выделяющиеся при сварке металла По ГОСТ 12.1.005–88 установлены предельно допустимые концентрации вредных веществ q мг/м3 в воздухе рабочей зоны производственных помещений. Приведенные в ГОСТ 12.1.005–88 требования к содержанию вредных веществ рассматриваются с точки зрения воздействия их на организм человека. Содержание вредных веществ в воздухе рабочей зоны (согласно ГОСТ 12.1.005–88) не должно превышать следующих предельно–допустимых (ПДЗ) значений [мг/м³]: – окислы азота – 2; – окислы алюминия – 2; – окислы магния – 0,3; Произведем сравнительный анализ и определим класс условий труда:
Анализ фактических и нормативных показателей По данным из приложения №10 приказа Министерства Труда от 24 января 2014 года №33Н «Классификация условий труда по классу воздействии аэрозолей фиброгенного действия» сравним концентрацию выделяемых вредных веществ. Видим, что окислы алюминия превышают ПДК в 25 раз, следовательно, класс условий труда относится к классу №3.4 – вредный. Для понижения концентрации вредных веществ и обеспечения защиты работника от загазованности помещения, а также от отрицательного влияния на организм сварочного аэрозоля, применяется правильно спроектированная вентиляция, как общая, так и местная, которая будет обеспечивать достаточный воздухообмен для достижения нормальной концентрации веществ в воздухе, а также допустимый микроклимат. Ультрафиолетовое излучение – Спектр излучения сварочной дуги включает в себя участок инфракрасных волн, видимый участок и ультрафиолетовый участок. При этом доля инфракрасных лучей составляет от 30–70% всей энергии излучения дуги. Эти лучи вызывают профессиональную катаракту. Большое влияние ультрафиолетовая часть спектра оказывает на тело человека, увеличивая риск появления онкологических заболеваний. Также ультрафиолетовые лучи при небольшом воздействии на незащищенный глаз могут вызвать сильный ожог роговой оболочки. А при воздействии на открытые участки кожи вызывают ожог. Ожоги такого рода намного опаснее и сильнее, чем от солнца. Чем выше сила тока при сварке, тем сильнее излучение сварочной дуги. Опасность возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхности, а также при использовании загрязненного флюса. При использовании аргонно-дуговой сварки интенсивность ультрафиолетового излучения следующая, таблица 5.3
Интенсивность ультрафиолетового излучения при использовании аргонно-дуговой сварки Интенсивность ультрафиолетового излучения на постоянных рабочих местах согласно СанПиН 2.2.1/2.1.1.1278-03 не должна превышать следующих ПДК.
Предельно-допустимая концентрация излучения Произведем сравнительный анализ и определим класс условий труда:
Анализ фактических и нормативных показателей Из таблицы 5.5 видно, что фактические показатели превышают нормативные, следовательно, класс условий труда относится к классу №3.1 – вредный. Для предотвращения повреждения органов зрения, ожогов кожи, рабочий, при работе со сварочным аппаратом, должен использовать: сварочный щиток, маску или шлем с защитным затемненным светофильтром; специальную одежду (комбинезоны, куртки, брюки, фартуки, жилеты, нарукавники); средства защиты рук (рукавицы, перчатки); специальная обувь (сапоги, ботинки); Освещение Недостаток или избыток освещенности ведет к осложнениям процесса сварки. Согласно требованиям, СанПиН 2.2.1/2.1.1.1278-03 освещенность сварочного цеха должна соответствовать следующим нормативным параметрам: Разряд зрительной работы – IV/б/, система освещения общая с газоразрядными лампами, что обеспечивает освещенность 200 лк, показатель ослепленности 60 ед., коэффициент пульсации 20%; контраст объекта с фоном – малый, фон – средний, КЕО – 2.4%. Д 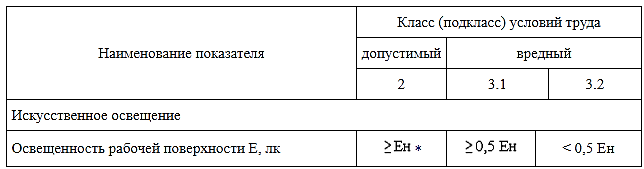 алее представим таблицу из приложения №16 приказа Министерства труда и социальной защиты РФ от 24 января 2014 г №33Н о классе условий труда. алее представим таблицу из приложения №16 приказа Министерства труда и социальной защиты РФ от 24 января 2014 г №33Н о классе условий труда.Класс условий труда при воздействии световой среды Исходя из таблицы 5.6 и фактического значения освещенности делаем вывод, что помещение относится к классу условий труда №3 – вредный, поэтому необходимо принять меры по повышении уровня освещенности рабочего места. Виброакустические факторы К виброакустическим факторам относятся: Шум Инфразвук Ультразвук Вибрация (общая, локальная) В данном подразделе определим класс труда в сварочном цеху по виброакустическим факторам. Согласно приложению №11 приказа Министерства Труда от 24 января 2014 года №33Н предоставим информацию по отнесению условий труда по классу условий труда при воздействии виброакустических факторов в таблицу 5.7 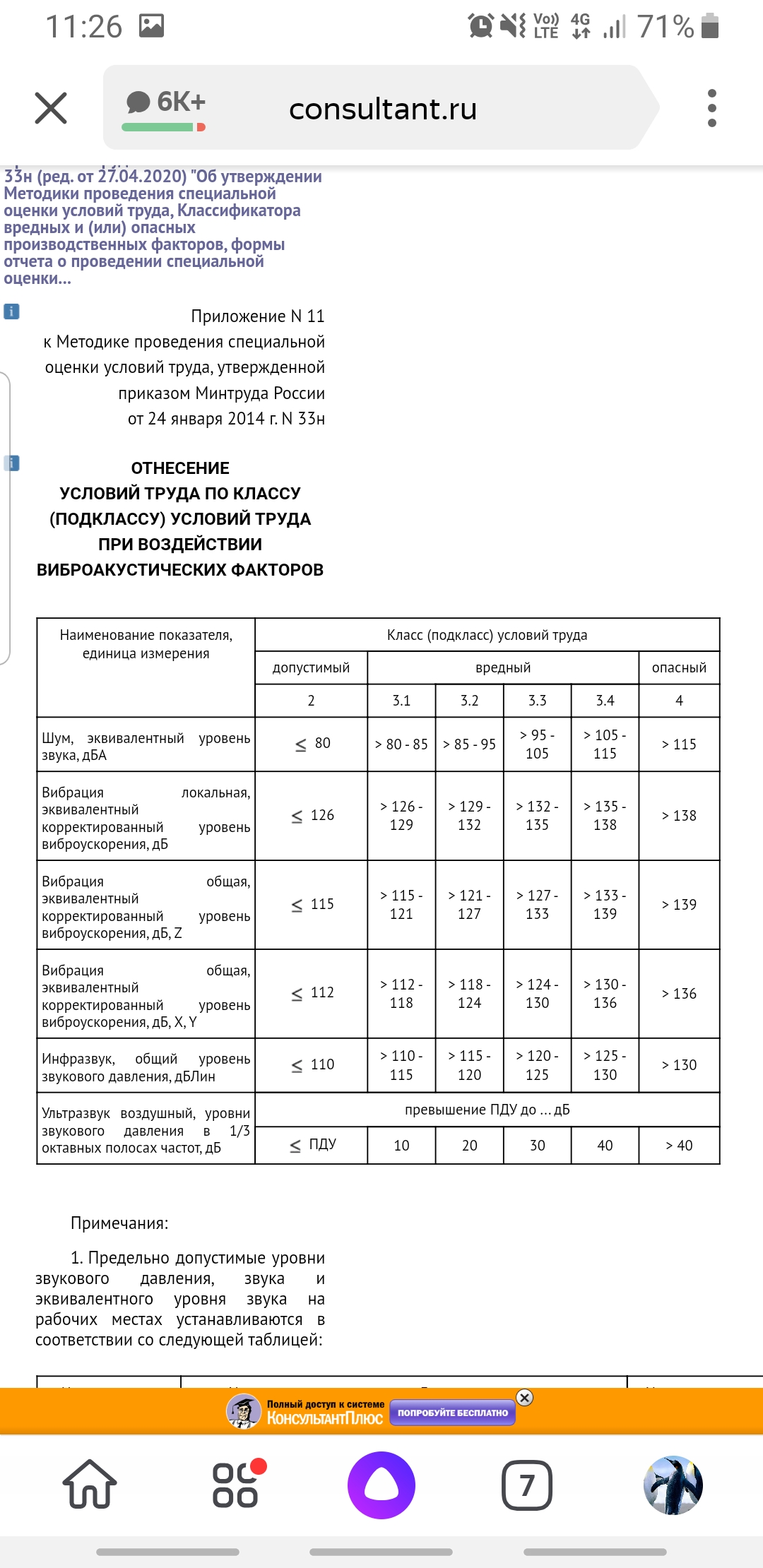 Класс условий труда при воздействии виброакустических факторов Проведенные измерения уровня шума во время сварочных работ–93дБ, что свидетельствуют, о превышении нормированные показателей. В данном случае относит помещение к вредному классу условий труда №3 (подпункт 3.2). Поэтому важно, чтобы на производстве сварщик использовал средства индивидуальной защиты, например, многоразовые вкладыши или активные противошумные вкладыши. Микроклимат Определим класс условия труда при воздействии параметров микроклимата. Согласно приложению №11 приказа Министерства Труда от 24 января 2014 года №33Н предоставим информацию по отнесению условий труда по классу условий труда при воздействии параметров микроклимата в таблицу 5.8 У 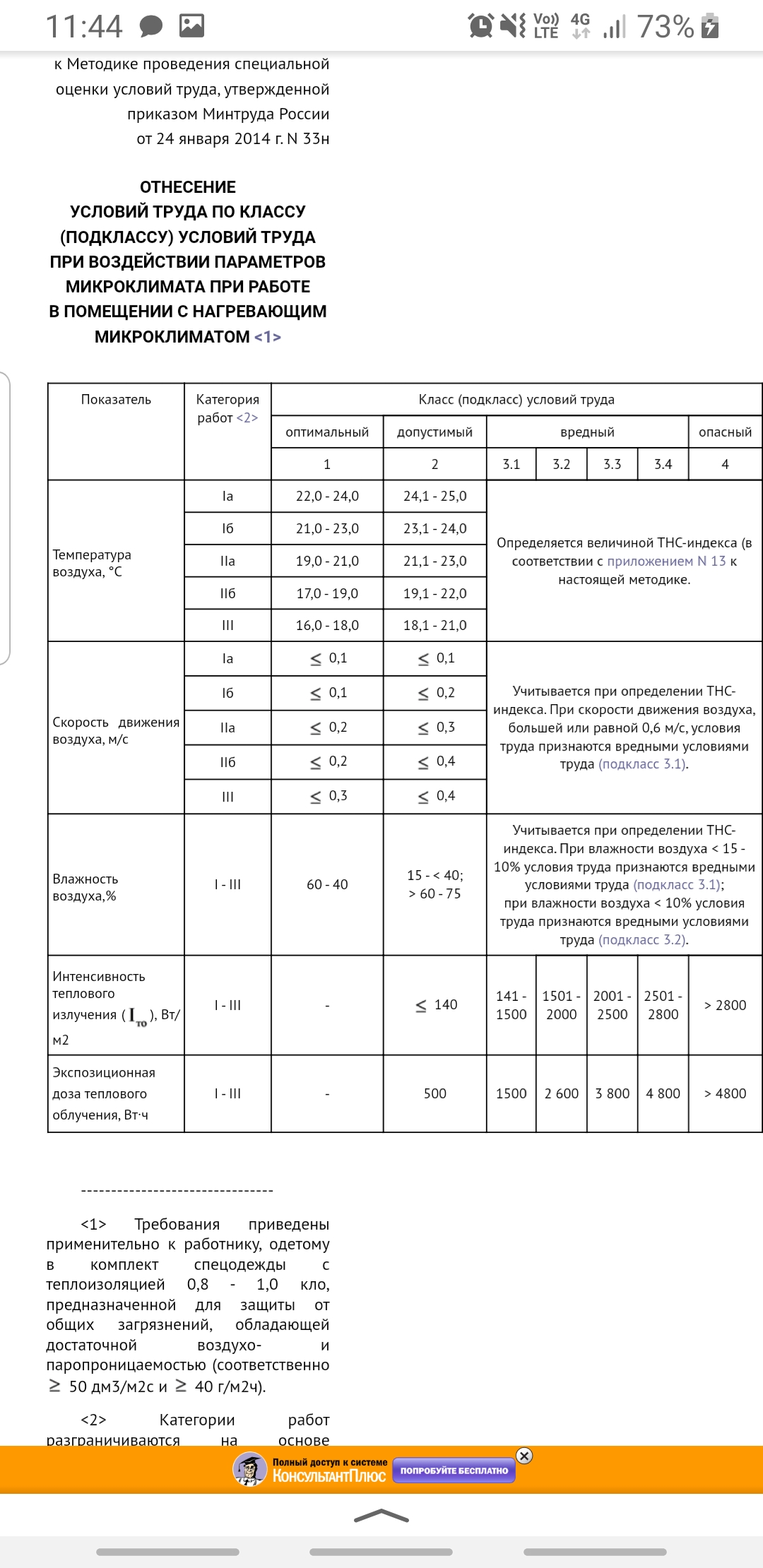 словия труда при воздействии параметров нагревающего микроклимата словия труда при воздействии параметров нагревающего микроклимата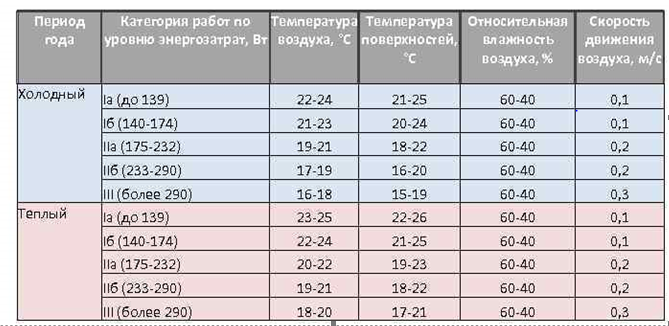 Оптимальные величины показателей микроклимата на рабочих местах производственных помещений Тепло сварочной дуги нагревает свариваемый металл, предается воздуху и в инфракрасном диапазоне излучается в окружающее пространство. В пространстве между сварщиком и сварочной дугой температура воздуха всегда выше окружающей температуры до 8°С в холодное время года и до 7°С в теплое (при этом не имеет значения местонахождение сварщика: в закрытом блоке или на открытой площадке), а относительная влажность снижается до 40–20 %. Тепловое излучение на уровне руки в обычных условиях дуговой сварки может достигать 1000 Вт/м2 в мин., а на уровне груди – 348 Вт/м2 в мин. при гигиенической норме 140 Вт/м2 в мин. В экстремальных условиях, при сварке с подогревом свариваемых конструкций, плотность теплового потока может достигать до 3500 Вт/м2 мин. Из таблицы приведенных данных видно, что при категории труда IIб фактическая температура рабочей зоны является превышенной и относится к классу труда №3 – вредный (подпункт 3.3). Методы борьбы с повышенной температурой и влажностью: Экранирование источников тепловыделений Специальные средства индивидуальной защиты Питьевой режим с предупреждением вымывания водорастворимых витаминов и микроэлементов, Режимы труда и отдыха, Комнаты тепловой разгрузки Тяжесть и напряженность трудового процесса В системе аттестации рабочих мест важным элементом является оценка тяжести и напряженности труда. Тяжесть труда отражает нагрузку на опорно-двигательный аппарат и функциональные системы организма (сердечно–сосудистую, дыхательную и др.) и характеризуется массой поднимаемого (перемещаемого) груза, величиной статической нагрузки, формой рабочей позы, степенью наклона корпуса, перемещением в пространстве. Напряжённость труда – характеристика трудового процесса, отражающая нагрузку на центральную нервную систему, органы чувств и эмоциональную сферу работника. К факторам, характеризующим напряжённость труда, относятся: • интеллектуальные, сенсорные и эмоциональные нагрузки; • степень монотонности нагрузок; • режимы работы. С 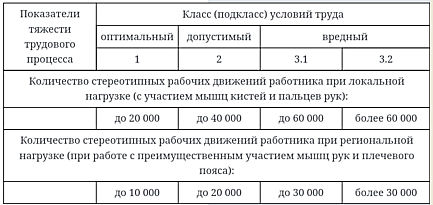 огласно приложению №20 приказа Министерства Труда от 24 января 2014 года №33Н предоставим информацию об отнесении условий труда по классу условий труда по тяжести трудового процесса на рисунках 5.2–5.4 Движения рабочего за смену 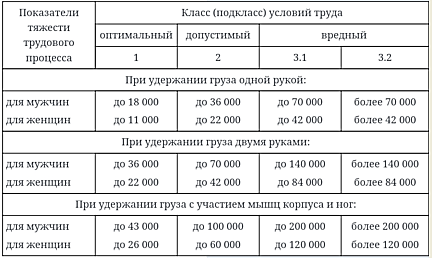 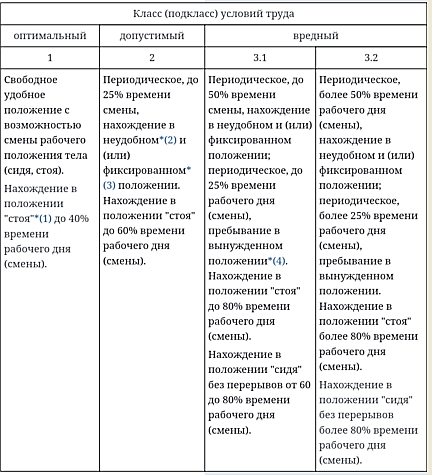 Физическая и динамическая нагрузка Положение рабочего в процессе работы Фактические значения тяжести трудового процесса: Движения рабочего за смену до 40 000 – класс условий труда №2; Положение тела работника: Нахождение до 60% времени рабочей смены в стоячем положении – класс условий труда №2; Перемещения работника в пространстве: по вертикали – 2, по горизонтали – 6 – класс условий труда №2; Итак, тяжесть трудового процесса при выполнении сварочных работ относится к классу труда №2 – допустимый. Согласно приложению №21 приказа Министерства Труда от 24 января 2014 года №33Н предоставим информацию об отнесении условий труда по классу условий труда по напряженности трудового процесса на рисунках 5.5–5.6 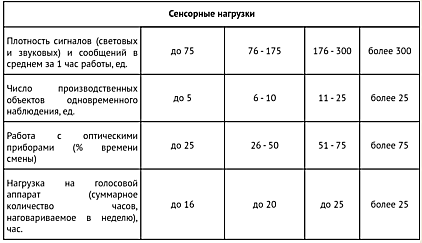 Сенсорные нагрузки 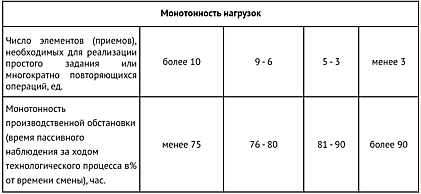 Монотонность нагрузок Фактические значения напряженности трудового процесса при проведение аргонно-дуговой сварки: Сенсорные нагрузки Плотность сигналов и сообщений – 80% Число производственных объектов одновременного наблюдения – 8ед. Работа с оптическими приборами – 32% Нагрузка на голосовой аппарат – 18ч. Монотонность нагрузки Число элементов необходимых для реализации простого задания или повторяющихся операций – 7ед. Монотонность производственной обстановки – 76% Сравнивая фактические значения и значения из приложения №21, делаем вывод, что напряженность трудового процесса относится к классу №2 (допустимый). Выводы по оценке условий труда Выводы по оценке условий труда
Как видно из таблицы, итоговый класс (подкласс) условий труда в соответствии с пунктом 93 Методики проведения специальной оценки условий труда, утвержденной Приказом № 33, устанавливают по наиболее высокому классу (подклассу) вредности одного из имеющихся на рабочем месте вредных факторов. По приказ Министерства труда и социальной защиты РФ от 5 декабря 2014 г. N 976н на рабочем месте сварщика при наличии эффективных СИЗ класс (подкласс) вредных условий труда снижается. Эргономика рабочего места Эргономика рабочего места является основополагающей мерой, способствующей безопасному выполнению электросварочных работ. Рабочее место – место постоянного или временного пребывания работника в процессе трудовой деятельности. На рабочем месте взаимодействуют три основных компонента: человек, средство труда и место труда. Для снижения статических и динамических нагрузок, и для сохранения высокой и устойчивой работоспособности необходимо, чтобы параметры рабочего места соответствовали антропометрическим данным человека. В соответствие с ГОСТ 12.2.033-78 при выполнении сварных работ стоя следует обеспечить следующие условия для безопасного и корректного выполнения сварочных работ: Рабочее место необходимо проектировать рационально. В зоне оптимального визуального контроля и оптимальной досягаемости располагают наиболее важные органы управления. В зоне лёгкой досягаемости используют часто используемые органы управления (ОУ) Аварийные органы управления должны конструктивно отличаться от обычных и размещаться отдельно. В 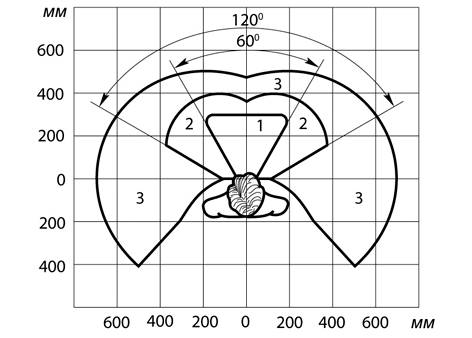 торостепенные ОУ можно располагать у дальних границ зоны досягаемости, а органы, периодически используемые для управляющих воздействий, - в наименее удобных местах этой зоны или даже за ее пределами. Зоны для выполнения ручных операций и размещения органов управления: 1 – зона оптимального визуального контроля и оптимальной досягаемости; 2 – зона легкой досягаемости; 3 – зона досягаемости моторного поля пульта З 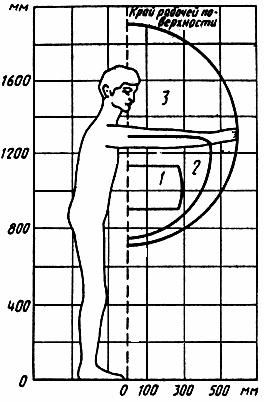 оны размещения органов управления в вертикальной плоскости. 1 – оптимальная зона моторного поля, 2 – зона легкой досягаемости моторного поля, 3 – зона досягаемости моторного поля. Классификация помещения по электроопасности и пожароопасности С 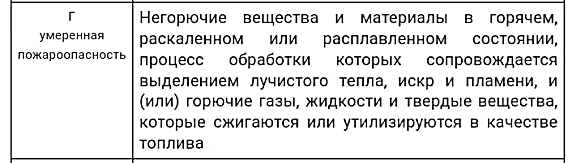 сылаясь на СП 12.13130.2009 «Определение категорий помещений зданий и наружных установок по взрывопожарной и пожарной опасности», определим к какой категории относится сварочный цех. Категория помещения по взрывопожарной и пожарной безопасности Сварочный цех относится к Категории помещения Г (умеренная пожароопасность). Требования безопасности в аварийных ситуациях – При неисправности сварочного аппарата, сварочных проводов, а также нарушении защитного заземления корпуса сварочного аппарата, прекратить работу и выключить сварочный аппарат. Работу продолжал только после устранения неисправности. – При коротком замыкании и загорании сварочного аппарата, немедленно отключить электропитание, приступить к тушению очага возгорания углекислотным, порошковым огнетушителем или песком. – При поражении электрическим током немедленно отключить сварочный аппарат, оказать пострадавшему первую помощь, при отсутствии у пострадавшего дыхания и пульса сделать ему искусственное дыхание или непрямой массаж сердца до восстановления дыхания и пульса и отправить пострадавшего в ближайшее лечебное учреждение, сообщить об этом администрации учреждения. – При получении травмы оказать первую помощь пострадавшему, при необходимости отправить его в ближайшее лечебное учреждение и сообщить об этом администрации учреждения. Расчёт вентиляции помещения при проведении сварочных работ Воздухообмен – процесс замены отработанного и загрязненного воздуха в производственном помещении посредством естественной и (или) механической вентиляции. Величина обмена воздуха м3/ ч – один из главных показателей, необходимых для проектирования любой из систем вентиляции производственных помещениях. Вентиляционные системы общеобменной механической вентиляции бывают вытяжными, приточными и приточно-вытяжными Воздухообмен должен рассчитываться так, чтобы концентрация вредностей (пары, газ, влага, пыль или аэрозоли и др.) в помещении во время работы вентиляции не превышала допустимых уровней или предельно допустимых концентраций (ПДК). ПДК некоторых вредных веществ устанавливаются по ГОСТ 12.0.004-2015 " Общие санитарно-гигиенические требования к воздуху рабочей зоны". При одновременном содержании в воздухе рабочей зоны нескольких вредных веществ однонаправленного действия (по заключению органов государственного санитарного надзора) сумма отношений фактических концентраций каждого из них (К1, К2... Кn) в воздухе к их ПДК (ПДК1, ПДК2... ПДКn) не должна превышать единицы. Количество воздуха, подаваемого в помещения для обеспечения необходимых условий и качества воздуха рабочей зоны, определяют в соответствии с существующими санитарными нормами. Расчет осуществляют по факторам: вредные вещества, излишки теплоты, излишки влаги, по количеству работающих людей. Если в помещении имеют место одновременно несколько вредных факторов, расчет ведут по каждому из них и более из полученных значений принимают за расчетный случай. При одновременном поступлении в воздух помещения нескольких вредных веществ однонаправленного действия, объемы воздуха, необходимые для разбавления каждого вещества в отдельности, суммируют, а при веществах разнонаправленного действия – допускается принимать крупнейший из рассчитанных объемов. При одновременном выделении нескольких газов и паров, кроме растворителей и раздражающих газов, количество воздуха при расчете вентиляции принимается по той вредности, которая требует наибольшего разбавления. 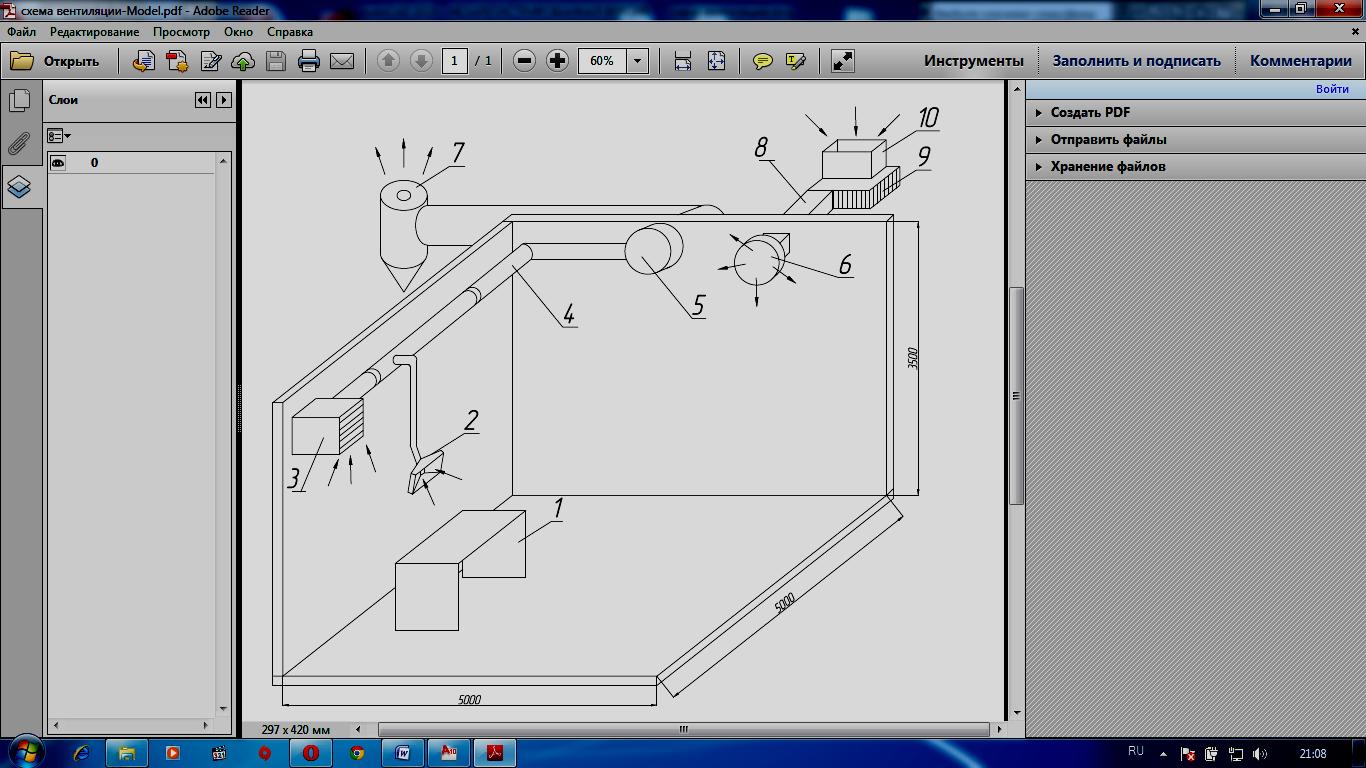 План рабочего помещения со схемой размещения 1 – рабочее место; 2 – местная воздухозаборная шахта; 3 – общая воздухозаборная шахта; 4 – воздуховоды вытяжной вентиляционной установки; 5 – вытяжной вентилятор; 6 – приточный вентилятор; 7 – устройство (циклон); 8 – приточный воздуховод; 9 – калорифер; 10 – приточная воздухозаборная шахта. Количество воздуха, необходимое для разбавления вредных выделяемых веществ, удаляемого местной вытяжной вентиляцией, до предельно допустимой концентрации при сварке в среде защитных газов, определяется по формуле:  , ,где L – удельное количество приточного воздуха, м3/ч. Для аргонно–дуговой сварки:  ; ;G – количество расходуемого материала, G=4,5 кг/ч. n – количество сварочных рабочих мест, n=1  Определим площадь местного вытяжного зонта. Встроенными в сварочное оборудование местными воздухоприемниками следует удалять воздух: при полуавтоматической сварке в СО2 на токах 250 – 500 А – не менее 50 м3/ч (ГОСТ 12.3.003–86).  где S – площадь вытяжного зонта, м2; V – скорость отсасываемого воздуха в плоскости сечения по кромке зонта (приемное отверстие зонта), обычно V принимается от 0,5 до 1,5 м/с в зависимости от формы зонта, примем V=0,5.  – количество удаляемого воздуха. Примем 250 м3/ч. – количество удаляемого воздуха. Примем 250 м3/ч. Примем, что отверстие зонта в форме прямоугольника. Тогда стороны отверстия будут равны 3,1 м и 2 м. Суммарное количество воздухообмена: Расчет сети воздуховодов сводится к определению потерь давления в них при данном расходе воздуха. Суммарные потери давления в общем воздуховоде определяются по формуле:  где  – потери давления на трение на 1 пог. м. воздуховода, – потери давления на трение на 1 пог. м. воздуховода,  ; ; – длина участка воздуховода, – длина участка воздуховода, ; ; – потери давления на местные сопротивления, . – потери давления на местные сопротивления, .Потери на трение на 1 погонный метр:    где  – коэффициент сопротивления трению; – коэффициент сопротивления трению; – диаметр воздуховода, – диаметр воздуховода,  ; ; – объемный вес воздуха, – объемный вес воздуха,  ; ; – скорость воздуха, – скорость воздуха,  ; ; – число Рейнольдса, – число Рейнольдса,  ; ; – коэффициент кинематической вязкости, – коэффициент кинематической вязкости,  . .   Потери на местное сопротивление:  где  – плотность воздуха, – плотность воздуха,   – коэффициент трения участка – коэффициент трения участка  Суммарные потери:  Потребная мощность вентилятора определяется следующим образом:  По полученным данным из каталога [10], выбираем вентилятор. Наиболее подходящими характеристиками обладает вентилятор  Выводы по разделу В данном разделе проведен анализ условий труда рабочего при проведении сварочных работ сферического бака с помощью аргонно-дуговой сварки. Выявлены вредные факторы, действующие на рабочего, которые снижают его трудовую способность. Для того, чтобы вредные факторы не стали причиной падения трудовой производительности, разработаны методы борьбы с вредными факторами при работе с аргонно-дуговой сваркой. Для предотвращения ожогов глазной роговицы и кожных покровов необходимо пользоваться средствами индивидуальной защиты. Для уменьшения загрязнений воздуха, принято решение установить систему вентиляции, схема и расчёт которой подробно рассмотрены в разделе. При проведении расчетов местной вентиляции получены характеристики вентилятора (мощность, количество об/мин), обеспечивающих предельно–допустимую загазованность рабочего места сварщика. Список используемой литературыЮ.А. Матвеев, В.А. Ламзин, В.В. Ламзин. Разработка конструктивно-компоновочной схемы космического аппарата мониторинга окружающей среды. Методические указания по выполнению курсовой работы по курсу «Преддипломный курс по проектированию и конструированию КА» - М.: МАИ, 2006. https://fakel-russia.com/produkciya Лекции и практические занятия по курсу «Преддипломное проектирование» – Ламзин В.А. http://ofo.ikiweb.ru/bokz.php «Механика космического полета» – М.С. Константинов, Е.Ф. Каменков, Б.П. Перелыгин, В.К. Безвербый; Лекции по дисциплине «УИРС» – Ельников Р.В.; Нормализация воздуха в помещениях предприятий аэрокосмической отрасли – Голованова Т.В., А.Е. Сорокин, Н.С. Чудакова, А.С.Кабанов. https://studfile.net/preview/8074241 https://vunivere.ru/work14005 https://www.svural.ru/prod/vent1_2_niz_vr_80_70.html Приказ Министерства труда и социальной защиты РФ от 24 января 2014 г. N 33н "Об утверждении Методики проведения специальной оценки условий труда, Классификатора вредных и (или) опасных производственных факторов, формы отчета о проведении специальной оценки условий труда и инструкции по ее заполнению". ГОСТ 12.0.004-2015 Система стандартов безопасности труда (ССБТ). Работы электросварочные. СП 12.13130.2009 «Определение категорий помещений зданий и наружных установок по взрывопожарной и пожарной опасности. ПЭУ «Правила устройства энергоустановок». Санитарные правила и нормы СанПиН 2.2.4.548-96 "Гигиенические требования к микроклимату производственных помещений" (утв. постановлением Госкомсанэпиднадзора РФ от 1 октября 1996 г. N 21). ГОСТ Р 55710-2013 Освещение рабочих мест внутри зданий. Нормы и методы измерений. СанПиН 2.2.1/2.1.1.1278-03 Гигиенические требования к естественному, искусственному и совмещенному освещению жилых и общественных зданий. ГОСТ Р 54578-2011 Воздух рабочей зоны. Аэрозоли преимущественно фиброгенного действия. Общие принципы гигиенического контроля и оценки воздействия. Шум на рабочих местах, в помещениях жилых, общественных зданий и на территории жилой застройки Санитарные нормы СН 2.2.4/2.1.8.562-96. |
