ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
СВАРНЫХ СОЕДИНЕНИЙ СТРОИТЕЛЬНЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ
|
ШИФР КАРТЫ
|
ТК-О-УЗК-06-2022
|
Наименование ЛНК
|
|
Наименование объекта
|
«Реконструкция существующих складов ОГМ, ОГЭ для образования нежилого здания склада с гаражом на земельном участке»
|
Цель контроля
|
Выявление внутренних дефектов, оценка качества сварных соединений
|
Нормативные документы
|
ГОСТ Р 55724-2013, СДОС-11-2015, РД.34.15.132-96, ГОСТ 5264-80
|
Объект контроля
|
Стыковые, тавровые, нахлесточные сварные соединения металлоконструкций и узлов несущих колонн
|
Тип сварки
|
РД по ГОСТ 5264-80
|
Марка стали
|
Ст3Сп5, 09Г2с
|
ОБОРУДОВАНИЕ ДЛЯ ПРОВЕДЕНИЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
|
А1214 Expert или аналог
|
Исходные данные
|
Толщина стенки (S), мм
|
Тип ПЭП
|
Рабочая частота, МГц
|
Угол ввода, (), град
|
Стрела преобразователя, мм
|
Размер ПЭ, мм
|
Предельная чувствительность по угловому отражателю, размеры зарубки, мм
|
Условная протяженность дефекта, мм
|
Скорость
перемещения ПЭП,
не более
|
5÷9,9
|
П121
|
5,0
|
70
|
7
|
5х5
|
2,0×1,0
|
10
|
100
|
10÷14,9
|
П121
|
2,5
|
65
|
9
|
5х5
|
2,5×2,0
|
10
|
100
|
15÷19,9
|
П121
|
2,5
|
65
|
9
|
5х5
|
3,5×2,0
|
20
|
100
|
20÷39,9
|
П121
|
2,5
|
50
|
10
|
8х12
|
3,5×2,0
|
30
|
100
|
Шифр карты
|
ТК-О-УЗК-06-2022
|
Лист
|
1
|
Листов
|
3
|
Подготовка контролю
|
Наименование операции:
|
Подготовка околошовной зоны и разметка
|
Проверка точки выхода и угла ввода ПЭП
|
Настройка глубиномера
|
Настройка скорости (длительности) развертки и зоны АСД
|
Настройка чувствительности дефектоскопа
|
Содержание операции:
|
Очистить околошовную зону с обеих сторон усиления от грязи,
брызг металла, ржавчины. Шероховатость поверхности не более Rz = 40 мкм, ширина зоны зачистки не менее 60 мм с каждой стороны усиления. Отметить точку начала и направление сканирования. Произвести разметку сварного соединения. Нанести контактную смазку в соответствии с температурой окружающего воздуха.
|
1. Проверить точку выхода луча (стрелу) ПЭП по СО-3. Отклонение точки выхода луча от положения соответствующей метки на преобразователе не более ±1 мм.
2. Проверить угол ввода по
СО-2.
Отклонение угла ввода от номинального значения не менее ±2○.
|
Настроить глубиномер по СО-3 согласно инструкции по эксплуатации дефектоскопа
|
1. Настроить скорость развертки согласно инструкции по эксплуатации дефектоскопа.
2. Начало строба АСД установить на 2-3 мм правее зондирующего импульса.
3. Конец строба АСД должен соответствовать 2S.
|
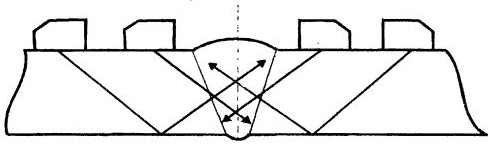
1. Построить DAC по НО с зарубками согласно инструкции по эксплуатации дефектоскопа (смотри рис.1).
2. Контрольный уровень установить на 6 дБ меньше браковочного.
3.Поисковый уровень установить на 12 дБ меньше браковочного.
|
Рис. 1
|
Шифр карты
|
ТК-О-УЗК-06-2022
|
Лист
|
2
|
Листов
|
3
|
Проведение контроля
|
Наименование операции:
|
Сканирование
|
Локализация дефекта
|
Измерение характеристик дефектов и оценка их допустимости
|
Содержание операции:
|
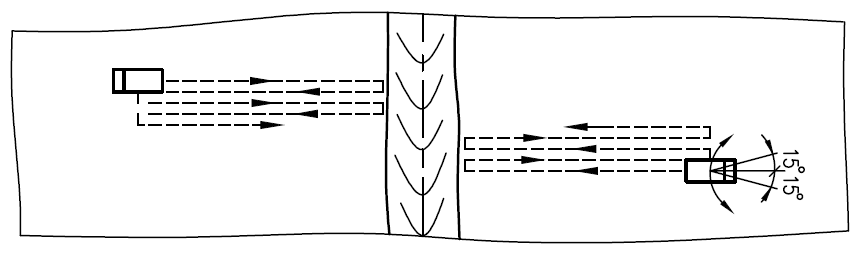
Способ сканирования: поперечно-продольный с шагом сканирования равному половине диаметра (ширины) пьезоэлемента и максимальной дальностью перемещения преобразователя в поперечном направлении Lmax = 60 мм
Провести сканирование прямым и однократно отражённым лучами с обеих сторон от усиления шва.
В процессе сканирования необходимо обеспечивать постоянный акустический контакт, шаг сканирования и не превышать скорость сканирования (100мм/с). ПЭП необходимо придавать непрерывное вращательное движение на угол ±150.
|
Признаком обнаружения дефекта служит срабатывание АСД и появление эхо-сигнала в пределах строб-импульса.
При появлении признаков обнаружения дефекта:
Зафиксировать преобразователь в положении соответствующему максимальному эхо-сигналу.
Отметить положение преобразователя в котором было зафиксировано появление признаков обнаружения дефекта.
|
При обнаружении дефекта следует:
Оценить уровень отраженного сигнала от дефекта.
Измерить по индикатору дефектоскопа координаты X и Y дефекта.
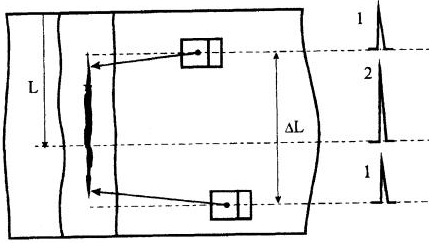
Измерить условную протяженность дефекта.
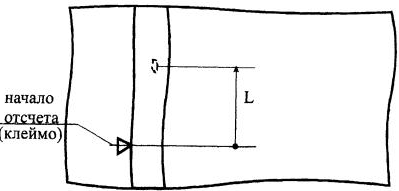
Определить местоположение дефекта от точки начала сканирования.
Произвести запись дефекта в условной форме.
Сварное соединение является не годным если в нем по результатам ультразвукового контроля обнаружены недопустимые дефекты:
Дефекты, амплитуда эхо-сигнала от которых превышает браковочный уровень.
Дефекты, амплитуда эхо-сигнала превышает контрольный, но не превышает браковочный уровень, однако число которых на оценочном участке шва более 7.
Дефекты, условная протяженность которых превышает указанную в п.1 настоящей ТК.
|
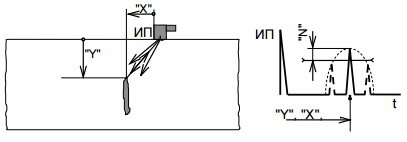
Схема контроля:
|
Измерение характеристик дефектов
|
Амплитуда эхо-сигнала (Разность «N»), дБ
|
Глубина залегания «Y» и расстояние «Х», мм
|
Условная протяженность, мм
|
Кол- во дефектов и суммарная условная протяженность, мм
|
Расстояние от точки начала сканирования, мм
|
Измеряется на браковочном уровне чувствительности, как разность между максимальной амплитудой эхо-сигнала и уровнем порога.
|
Измеряется на браковочном уровне чувствительности при максимальной амплитуде эхо-сигнала.
|
Условную протяженность дефектов в мм измеряют как расстояние между крайними положениями ПЭП, перемещаемого вдоль шва. При этом крайними считаются те положения, при которых амплитуда эхо-сигнала уменьшается до контрольного уровня чувствительности.
|
Кол-во дефектов определяется на контрольном уровне. Суммарная условная протяженность определяется как сумма условных протяженностей дефектов на оценочном участке.
|
Измеряется с помощью линейки от точки начала сканирования до крайнего положения ПЭП, в котором он находился при начале измерения условной протяженности.
|
|
Разработал
|
Специалист II-го уровня
|
|
|
Лист
|
3
|
Листов
|
3
|
Согласовано
|
Начальник ЛНК
|
|
|
«___» _____________ 20___г.
| |
 Скачать 3.26 Mb.
Скачать 3.26 Mb.