|
|
Определить тип производства, режим работы цеха и фонды времени
Определить тип производства, режим работы цеха и фонды времени. Определить общий объем выпуска деталей по цеху.
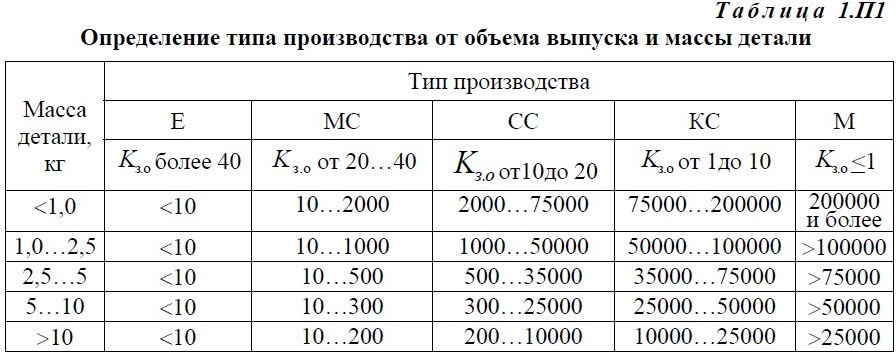
Тип производства
Так как коэффициент закрепления операций Кзо = 37 (по заданию), то про- изводство мелкосерийное см. таблица1 П1.
Мелкосерийное производство - характеризуются изготовлением деталей большой номенклатуры на рабочих местах, не имеющих определенной специа- лизации. Это производство должно быть достаточно гибким и приспособленным к выполнению различных производственных заказов. Однако при всех экономи- ческих преимуществ мелкосерийное производство не будет играть в будущем такой роли в организации производства, как в современных условиях, поскольку наблюдаются тенденции к индивидуализации спроса, то есть потребительского производства или мелких партий. Поэтому масштабы мелкосерийного производ- ства в перспективе будут иметь тенденции к расширению.
Межоперационные перемещения изделий производится на механизирован- ной тележке.
Оборудование участка обслуживается операторами-наладчиками средней квалификации.
Оборудование на участке располагается по группам однородных станков. Технологические процессы в условиях единичного производства разрабаты-
ваются укрупненно в виде маршрутных карт на обработку деталей.
Одним из признаков мелкосерийности является форма организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск).
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
5
|
Изм
|
Лист
|
№ докум.
|
Подпись
|
Дата
|
Режим работы
Режима работы - прерывистый
Число рабочих дней в неделю Nр.д.г. = 5 дней Число рабочих дней в году Nр.д.г. = 247 дней Количество рабочих смен в сутки Ксм. = 1 смена
Продолжительность рабочей смены, часы f= 8 часов
Номинальный годовой фонд
Номинальный годовой фонд времени работы рабочего:
Фн.р.= Nр.д.г. f = 247 . 8 = 1976 ч.
где: Nр.д.г–число рабочих дней в году, равное Nр.д.г = 247 дней; f – продолжительность рабочей смены, равная m = 8 часов; Номинальный годовой фонд времени оборудования:
Фн.обор.=Nр.д.г.f.Ксм= 247 . 8 . 1= 1976 ч.
где: Ксм. –количество смен в сутки, равное Ксм. = 1 смена.
Эффективный годовой фонд
Эффективный годовой фонд работы рабочего: Фэф.рабочего = Фн.р. – П = 1976 – 296 = 1680 час. где: П = 15% Фн.обор. = 296 час.
(потери от 1017 принимаем 15%)
Эффективный годовой фонд работы оборудования: Фэф.оборудования = Фн.обор. – П = 1976 – 79= 1897 час. где: П = 4% Фн.г.р.о. = 79 час.
(потери от 210 принимаем 4%)
Общий объем выпуска деталей
Добщ. Соб. Фэф.об. / Тср.ц. ,шт.,
где Соб. - общее количество оборудования по цеху, шт., Соб. = 94 шт.;
Фэф.об. - эффективный годовой фонд времени работы оборудования, ч.
Фэф.об. = 1897 ч;
Тср.ц. - средняя станкоёмкость деталей по цеху, ч., Тср.ц. = 0,26 ч.
Добщ. 94 1897 / 0,26 685838шт.
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
6
|
Изм
|
Лист
|
№ докум.
|
Подпись
|
Дата
|
Основные положения по организации производства
Технологическая форма организации производственного процесса харак- теризуется цеховой структурой с последовательной передачей предметов труда. Такая форма организации широко распространена на машиностроительных заводах, поскольку обеспечивает максимальную загрузку оборудования в условиях мелкосерийного производства и приспособлена к частым изменениям в технологическом процессе.
Предметная форма организации производства имеет ячеистую структуру с параллельно-последовательной (последовательной) передачей предметов труда в производстве. На предметном участке устанавливается, как правило, все оборудование, необходимое для обработки группы деталей с начала и до конца технологического процесса. В сравнении с технологической формой предмет- ная позволяет снизить общие расходы на транспортировку деталей, потреб- ность в производственных площадях на единицу продукции.
Вывод: выбираем предметную форму организации участков в цеху.
Распределение оборудования по группам
Всего оборудования по цеху - 94 станка.
Таблица 2. Распределение оборудования по группам станков.
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
7
|
Изм
|
Лист
|
№ докум.
|
Подпись
|
Дата
|
Основные группы станков
|
Кол- во, шт.
|
Из общего количества
|
универсальные, широкоунивер- сальные не ав- томатизиро-
ванные
|
полуавтоматы и автоматы
|
Станки с ЧПУ
|
Токарные
|
42
|
4
|
15
|
23
|
Координатно-расточные
|
5
|
5
|
-
|
-
|
Фрезерные
|
16
|
4
|
-
|
12
|
Сверлильные
|
17
|
5
|
-
|
12
|
Шлифовальные
|
14
|
3
|
-
|
11
|
ИТОГО:
|
94
|
21
|
15
|
58
|
5. Станкоемкость и трудоемкость
Станкоемкость – это сумма затрат станочных работ, необходимых для изго- товления изделий. Представляет собой для отдельных станочных операций в крупносерийном и массовом производстве – норму штучного времени, а в единичном и мелкосерийном – норму штучно – калькуляционного времени.
Трудоемкость представляет собой затраты труда основных производствен- ных рабочих, непосредственно осуществляющих технологический процесс по выпуску продукции.
В среднем по машиностроению коэффициент многостаночного обслужива- ния составляет Км.о.:
для мелкосерийного производства 1,1…1,3
для среднесерийного производства 1,3…1,5
для крупносерийного производства 1,6…1,8
Т.к. тип производства мелкосерийный, то принимаем Км.о = 1,2
Определяем среднее значение трудоемкости цеха для среднесерийного производства:
Тчел.час. = Тст.час. / Км.о = 0,26 / 1,2 = 0,22 чел.час.
6. Определение состава и количества работающих цеха
Основные производственные рабочие для цеха:
Росн. Фэф.об. Соб. / Фэф. р. Км.о.
где Фэф.об. - эффективный годовой фонд времени работы оборудования, ч.
Фэф.об. = 1897 ч;
Соб. - общее количество оборудования по цеху, шт., Соб. = 94 шт.;
Фэф. р. - эффективный годовой фонд времени работы рабочего, ч.
Фэф. р. = 1680ч;
Км.о. - коэффициент многостаночного обслуживания, Км.о = 1,2
Росн. 1897 94 /1680 1,2 88,4чел.
Принимаем количество: Росн.=89 чел.
Количество вспомогательных рабочих принимаем в количестве 25% (для мелкосерийного производства 12% - 40%) от числа основных рабочих:
|
|
|
|
|
|
|
Лист
|
|
|
|
|
|
8
|
Изм
|
Лист
|
№ докум.
|
Подпись
|
Дата
| |
|
|
 Скачать 192.49 Kb.
Скачать 192.49 Kb.