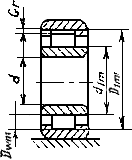
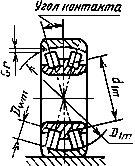
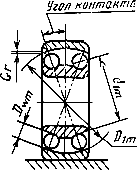
ффф. ОТЧЕТ ПП. Организационная характеристика предприятия 6
 Скачать 70.7 Kb. Скачать 70.7 Kb.
|

ОглавлениеВведение 5 Организационная характеристика предприятия 6 Состав персонала, обеспечивающий выпуск продукции, его должностные инструкции и должностные подготовки 8 ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ, РЕАЛИЗАЦИИ И ИСПОЛЬЗОВАНИЯ ПО НАЗНАЧЕНИЮ ПРОИЗВОДИМОЙ ПРОДУКЦИИ 11 АО «ЕПК» специализируется в производстве подшипников по ГОСТ 520, ГОСТ3635, ГОСТ4060, ТУ4649-020-05808824, ГОСТ26290, ГОСТ24310, ГОСТ 20821, ГОСТ20531 и специальным техническим условиям ТУ ВНИПП.048-1, ТУ ВНИПП.049,ТУ ВНИПП.144, ЕТУ100, ЕТУ500, ТУ3706, ТУ3739,ТУ4300, ТУ ВНИПП.068, ТУ4477, ТУ4479 и другим конструктивных групп. 11 Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров. 11 Технологический цикл изготовления подшипников зависит от материала сырья, а соответственно и наоборот оборудования меняется и варьируется. 11 В общем можно выделить основные направление электрического оборудования. В первую очередь это отрезной станок, для отрезания необходимой длины подшипниковых колец, как внутренних, так и внешних. Также отрезной станок необходим для отрезания стальной проволочки, из которой изготавливаются шарики. 11 Второй этап это шлифовка и полировка, которую должны обеспечивать группа шлифовальных станков. Для изготовления шаров качения необходим пресс, который бы прессовал стручковую проволочку в шарики. После напрессовки шарики необходимо обработать на токарном станке и отшлифовать, для этого цикла также необходимы токарный и шлифовальный станки. В дальнейшем набирается набор электрического оборудования для подсчета, упаковки и фасовки готовых подшипников. 12 ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО РЕГУЛИРОВАНИЯ И МЕТРОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА ПРОДУКЦИИ 13 НОРМАТИВНАЯ И ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПРОИЗВОДСТВА ПРОДУКЦИИ 15 Программное и информационное обеспечение процессов управления качестом 16 Диаметр дорожки качения внутреннего кольца для радиальных подшипников (за исключением двухрядных радиальных сферических) - среднее арифметическое наибольшего и наименьшего диаметров дорожки качения внутреннего кольца, диаметр дорожки качения внутреннего кольца для двухрядных сферических радиальных подшипников - среднее арифметическое наибольшего и наименьшего диагональных размеров обеих дорожек качения 17 17 Диаметр дорожки качения наружного кольца: 18 для радиальных подшипников (за исключением двухрядных радиальных сферических) - среднее арифметическое наибольшего и наименьшего диаметров дорожки качения наружного кольца 18 для двухрядных радиальных сферических подшипников - среднее арифметическое наибольшего и наименьшего диаметров сферической дорожки качения наружного кольца. 18 Диаметр тел качения - среднее арифметическое диаметров тел качения в подшипнике, каждый из которых представляет собой среднее арифметическое наибольшего и наименьшего диаметров каждого отдельного тела качения. 18 Подшипники роликовые с взаимозаменяемыми деталями - разъемные радиальные подшипники данной группы зазора, которые можно комплектовать любыми схемными кольцами одинакового обозначения (одинаковой конструкции), изготовленными тем же предприятием-изготовителем. 18 Роликовые подшипники с невзаимозаменяемыми деталями - разъемные радиальные подшипники данной группы зазора, которые должны быть скомплектованы съемными кольцами, предназначенными только для данного подшипника. 18 Система управления охраной и техникой безопасности на предприятии 19 Заключение 20 Список источников 21 ВведениеЦель производственной практики – приобретение первичного профессионального опыта; проведения оценки и анализа качества сырья, материалов и комплектующих; определение технического состояния оборудования; оценивание соответствия готовой продукции, условий ее хранения и транспортировки; проведение мониторинга соблюдения основных параметров технологических процессов. Реализация этой цели предусматривает: общее знакомство с деятельностью предприятия, его структурой, системой управления и организационно-правовой формой; - изучение функций подразделений предприятия; изучение нормативно-правовых документов, касающихся вопросов управления, и законодательных актов, которые регулируют деятельность предприятия; практическое знакомство с вашей специальностью и её особенностями; - сбор материалов для написания курсовых работ Производственная практика была пройдена на предприятии АО «ЕПК Саратов», находящееся по адресу: проспект Энтузиастов, 64А. Организационная характеристика предприятияСтроительство предприятия началось только в 1938 году, однако, запущен Саратовский ГПЗ-3 был уже зимой 1941 года. После начала Великой Отечественной войны из-за угрозы оккупации возникла необходимость эвакуировать Московский ГПЗ-1. Эвакуирован он был в Саратов. После этого Саратовский ГПЗ-3 стал единственным в стране производителем подшипников для военной техники. В послевоенные годы предприятие активно развивается, увеличиваются как мощности завода, так и расширяется номенклатура выпускаемой продукции: налаживается производство железнодорожных, шарнирных и игольчатых подшипников. В 1994 году предприятие было приватизировано и акционировано. 24 мая 2007 года завод вошёл в «Европейскую подшипниковую корпорацию»под названием АО «ЕПК Саратов». АО «ЕПК Саратов» — один из крупнейших производителей подшипников в России. Предприятие располагает производством полного цикла: инструментальное, литейное, кузнечное, шариковое, роликовое. Предприятия корпорации выпускают подшипники качения всех конструктивных групп с наружным диаметром от 20 до 2200 мм. Собственная конструкторская служба позволяет разрабатывать и запускать в производство новые типы подшипников, включая аналоги подшипников иностранного производства. Преимущества ЕПК: качество, широта ассортимента, гибкость в работе с клиентами. Поставки продукции на крупные предприятия проводятся Торговым домом ЕПК напрямую, что позволяет оставаться постоянно на связи с потребителями и оперативно реагировать на все запросы и пожелания каждого клиента. Торговый дом ЕПК оказывает сервисные услуги, позволяющие значительно увеличить ресурс эксплуатации подшипников в высоко ответственных узлах. Специалисты Группы технического сервиса проводят диагностику состояния подшипников квалифицированный монтаж/демонтаж, обучение механиков предприятий-потребителей. Полное фирменное наименование: Акционерное общество «Европейская подшипниковая корпорация»; сокращенное наименование: АО"Епк". Место нахождения общества: Российская Федерация, г.Саратов, проспект Энтузиастов, д. 64 "А" Состав персонала, обеспечивающий выпуск продукции, его должностные инструкции и должностные подготовкиОрганизационная структура АО «Европейская подшипниковая корпорация Саратов» является линейной, это простейшая форма организации управления иерархического типа, характеризующаяся тем, что во главе каждого звена или подразделения (филиала, отдела, цеха) стоит единоличный руководитель, наделенный всем объемом полномочий и власти(рис. 1) В штат отдела технического контроля входят: руководитель ОТК; заместитель руководителя ОТК; инженер по входному контролю; инспектор; инженер по качеству; мастер (по 1 на цех); контролеры. ДОЛЖНОСТНАЯ ИНСТРУКЦИЯ 1 ОБЩИЕ ПОЛОЖЕНИЯ 1.1. Настоящая должностная инструкция определяет функциональные обязанности, права и ответственность контролера ОТК. 1.2. Контролер ОТК назначается на должность и освобождается от должности в установленном действующим трудовым законодательством порядке приказом директора предприятия. 1.3. Контролер ОТК подчиняется непосредственно начальнику ОТК. 1.4. На должность контролера ОТК назначается лицо, имеющее среднетехническое образование. 1.5. Контролер ОТК должен знать: постановления, распоряжения, приказы, другие руководящие и нормативные материалы по организации работы службы качества; структуру предприятия и его подразделений; порядок и сроки составления отчетности; средства вычислительной и организационной техники; законодательство о труде; правила внутреннего трудового распорядка; правила и нормы охраны труда, пожарной безопасности и промышленной санитарии. 2 ФУНКЦИОНАЛЬНЫЕ ОБЯЗАННОСТИ Контролер ОТК: 2.1.Осуществляет проверку качества комплектующих деталей игровых автоматов, а также готовой продукции, их регистрацию и оформление. 2.2.Осуществляет возврат на доработку игровых автоматов с несоответствиями требованиям нормативов. 2.3.Принимает решения по проблемам, возникшим при проверке качества игровых автоматов. 2.4.Совместно с начальником ОТК и инженером по качеству участвует в анализе причин брака, и следит за их устранением. 2.5.Участвует в оформлении и ведении учета, в составлении отчетности. 3 ПРАВА Контролер ОТК имеет право: 3.1. Контролировать качество комплектующих деталей и материалов при входном контроле, качество выполнения отдельных работ и готовой продукции. 3.2. Прекращать приемку и отгрузку готовой продукции, не соответствующей требованиям ГОСТ, ТУ, эталонам, чертежам, установленной комплектности и технической документации, немедленно известив об этом менеджера по качеству. 3.3. Вносить предложения менеджеру по качеству и начальнику ОТК о приостановке процесса изготовления продукции в отдельных подразделениях и цехах в том случае, если она не соответствует стандартам, техническим условиям, чертежам и т.д. 3.3. Запрашивать и получать необходимые материалы и документы, относящиеся к вопросам деятельности контролера ОТК. 3.4. Вступать по заданию начальника ОТК во взаимоотношения с подразделениями сторонних учреждений и организаций для решения оперативных вопросов производственной деятельности. ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ, РЕАЛИЗАЦИИ И ИСПОЛЬЗОВАНИЯ ПО НАЗНАЧЕНИЮ ПРОИЗВОДИМОЙ ПРОДУКЦИИАО «ЕПК» специализируется в производстве подшипников по ГОСТ 520, ГОСТ3635, ГОСТ4060, ТУ4649-020-05808824, ГОСТ26290, ГОСТ24310, ГОСТ 20821, ГОСТ20531 и специальным техническим условиям ТУ ВНИПП.048-1, ТУ ВНИПП.049,ТУ ВНИПП.144, ЕТУ100, ЕТУ500, ТУ3706, ТУ3739,ТУ4300, ТУ ВНИПП.068, ТУ4477, ТУ4479 и другим конструктивных групп.В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как: Сбор, обработка и изучение исходных данных. Определение основных технологических решений. Подготовка технико-экономического обоснования (или обоснования целесообразности). Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный. Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.Технологический цикл изготовления подшипников зависит от материала сырья, а соответственно и наоборот оборудования меняется и варьируется.В общем можно выделить основные направление электрического оборудования. В первую очередь это отрезной станок, для отрезания необходимой длины подшипниковых колец, как внутренних, так и внешних. Также отрезной станок необходим для отрезания стальной проволочки, из которой изготавливаются шарики.Второй этап это шлифовка и полировка, которую должны обеспечивать группа шлифовальных станков. Для изготовления шаров качения необходим пресс, который бы прессовал стручковую проволочку в шарики. После напрессовки шарики необходимо обработать на токарном станке и отшлифовать, для этого цикла также необходимы токарный и шлифовальный станки. В дальнейшем набирается набор электрического оборудования для подсчета, упаковки и фасовки готовых подшипников.Используемые измерительные установки должны быть проверены на работоспособность, настроенность и сходимость результатов многократных измерений (не менее 10) предприятием - изготовителем подшипников. Программное обеспечение используемых СИ должно быть защищено от несанкционированных настройки и вмешательства, которые могут привести к искажению результатов измерений и их обработки. Допускается применение аналогичных СИ, обеспечивающих заданную точность измерения контролируемого параметра. Различные промышленные отрасли подразумевают свои специализированные области применения подшипников. Если рассматривать основные направления, где используется подшипник, а именно, машиностроение, авиастроение, вагоностроение и станкостроение, то можно заметить, что по больше части подшипники используются в составе разных устройств на валах с небольшими диаметрами. При этом, для эксплуатации при малых или же средних нагрузках обычно задействуют шариковые подшипники. В случае, когда необходима работа с большими нагрузками, то тогда устанавливают роликовые подшипники. А если требуется не только устойчивость к высоким нагрузкам, но и малые габариты, то на помощь приходят уже цилиндрические роликовые подшипники. ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО РЕГУЛИРОВАНИЯ И МЕТРОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПРОИЗВОДСТВА ПРОДУКЦИИРегулирование подшипников осевым перемещением наружных (а) и внутренних (б)колец Регулирование подшипников осевым перемещением наружных колец осуществляется набором тонких металлических прокладок, устанавливаемых под фланец крышки подшипника (рис.9, б), либо с помощью воздействия винта 1 на шайбу 2 (рис.10, а ). Регулирование подшипников осевым перемещением внутренних колец производится с помощью шлицевой гайки (рис.9, г ), либо поджимом набора тонких металлических прокладок 2 торцевой шайбой 1 (рис.10, б). 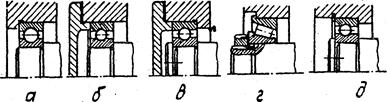 Рисунок 9 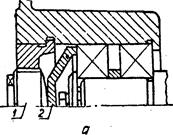 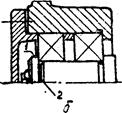 Рисунок 10 Метрологическое обеспечение качества технологических процессов — комплекс организационно-технических мероприятий, обеспечивающих получение результатов измерений с требуемой для изготовления продукции точностью. Основными задачами метрологического обеспечения производства продукции в соответствии с законодательством РФ являются: обеспечение единства и требуемой точности измерений; обеспечение воспроизводимости результатов измерений и испытаний на всех стадиях производства и испытаний продукции; обеспечение высокой эффективности применения средств измерений и контроля, обеспечение их надежности; поддержание средств измерений, испытательного оборудования, средств контроля в метрологически исправном состоянии; внедрение современных методов и средств измерений; осуществление метрологического контроля путем калибровки средств измерения и контроля; хранение и своевременное представление на поверку эталонов и образцовых средств измерения; проверка средств технологического оснащения, обеспечивающих требования к расположению, инструментальным, габаритным и присоединительным размерам, а также взаимному положению поверхностей; осуществление надзора за состоянием и применением средств измерений, эталонами, контрольными и стандартными образцами; контроль соблюдения обязательных требований нормативных документов по обеспечению единства измерений, соблюдению метрологических правил и норм; проверка своевременности представления средств измерений на поверку и калибровку. НОРМАТИВНАЯ И ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ ПРОИЗВОДСТВА ПРОДУКЦИИДля подшипников радиальных гибких: Допускается изготовление подшипников без отверстий для смазки или с отверстиями для смазки на внутреннем кольце. На наружной цилиндрической поверхности наружного кольца допускается кольцевая проточка, ось симметрии которой должна находиться на равных расстояниях от торцев кольца. Требования к посадочным местам вала и корпуса под кольца подшипников – по ГОСТ 3325-85. Поле допуска на диаметр дорожки качения вала под подшипники конструктивной разновидности 24000, 254000, 354000 - h5. Радиальные зазоры – по ГОСТ 24810-81. Твердость поверхности дорожек качения по валу под подшипники конструктивных разновидностей 24000, 254000 и 354000 должна быть не менее 62 HRC Параметр шероховатости дорожки качения вала под подшипники конструктивных разновидностей 24000, 254000, 354000 должен быть 0,32 мкм. Съемные детали комплектных и некомплектных подшипников могут быть невзаимозаменяемыми. Подшипники конструктивной разновидности 24000 допускается транспортировать с невзаимозаменяемыми деталями в разобранном виде. На коробки с роликами и на наружную цилиндрическую поверхность колец следует наносить номер комплекта. Кольца и комплект упакованных роликов вкладывают в одну коробку. Остальные технические требования – по ГОСТ 520-89. Программное и информационное обеспечение процессов управления качестомНа заводе-изготовителе в паспорте технического изделия указывают гарантии качества в течение расчетного срока службы. За входной контроль качества на предприятиях отвечает отдел технического контроля совместно со специалистами по закупкам. Входной контроль регламентируется действующей инструкцией о порядке приемки продукции производственно-технического назначения по качеству. При закупке оптовой серии подшипников, крупные предприятия, производящие специальную технику, авто-, мото-, авиа- и железнодорожный транспорт, согласовывают вопросы качества в контрактах и договорах поставки. В таких соглашениях устанавливаются способы и порядок проверки качества, следовательно, диагностика подшипников носит обязательный двусторонний характер. Под руководством межгосударственного технического комитета по стандартизации подшипников (МТК), при участии крупнейших постсоветских заводов, была разработана методика измерений МИ ИЦ ЕПК.001-11. В методике регламентируются технические требования и принципы проверки качества подшипников.Соответствие габаритных размеров проверяется при помощи ручных измерительных инструментов — штангенциркуля, нутромера, микрометра. При этом фиксируются реальные значения диаметров и ширин в нескольких точках по окружности наружного и внутреннего кольца. Среднеарифметическое значение, полученное в результате проведенных замеров, должно соответствовать номинальным. Для измерения статических радиальных зазоров используется индикатор перемещения, закрепленный на специальном штативе. Подвижный наконечник индикатора под разным углом наклона приставляется к наружному кольцу подшипника во время его вращения. Замеры выполняются в трех точках через 120 градусов. Среднее значение зазора, полученное в результате замеров, не должно превышать максимальный предел зазора, установленный стандартом. Чтобы получить показатели динамического биения, используют специальные установки — стенды вибрационного контроля, проходящие аккредитацию в Российском научно-исследовательском институте подшипниковой промышленности. В процессе замера радиального биения, внутреннее кольцо вращается, а наружное жестко закрепляется на стенде. Чтобы измерить осевое биение, закрепляется внутренне, а вращается наружное кольцо. Вибрация, возникающая при вращении с одинаковой скоростью, фиксируется высокочувствительными датчиками в диапазонах от 2Гц до 25кГц. Полученные данные поступают в виброанализатор, представляющий их на экране в виде графиков. Проведя сопоставление этих графиков, специалисты делают вывод о неровностях контактных поверхностей, зазорах, разноразмерности тел качения и даже о составе материалов. Диаметр дорожки качения внутреннего кольца для радиальных подшипников (за исключением двухрядных радиальных сферических) - среднее арифметическое наибольшего и наименьшего диаметров дорожки качения внутреннего кольца, диаметр дорожки качения внутреннего кольца для двухрядных сферических радиальных подшипников - среднее арифметическое наибольшего и наименьшего диагональных размеров обеих дорожек качения |