Литье. Основы технологии литейного производства
 Скачать 2.8 Mb. Скачать 2.8 Mb.
|

|
ЗАДАНИЕ К ПРАКТИЧЕСКОЙ РАБОТЕ ПО ТЕМЕ «Основы технологии литейного производства» ВАРИАНТ 10 Задача 1 По предложенному Вам эскизу будущей отливки продумайте и прокомментируйте подробными эскизами последовательность технологических операций её изготовления в песчаной форме. Используйте способ формовки в двух опоках по разъёмной модели, если он специально не оговорен в задании. 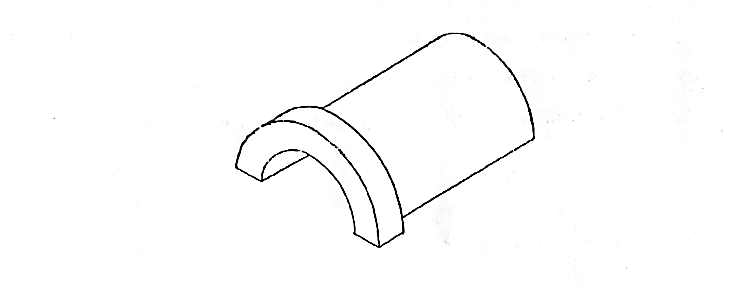 Решение: Изображение отливки в прямоугольных проекциях: 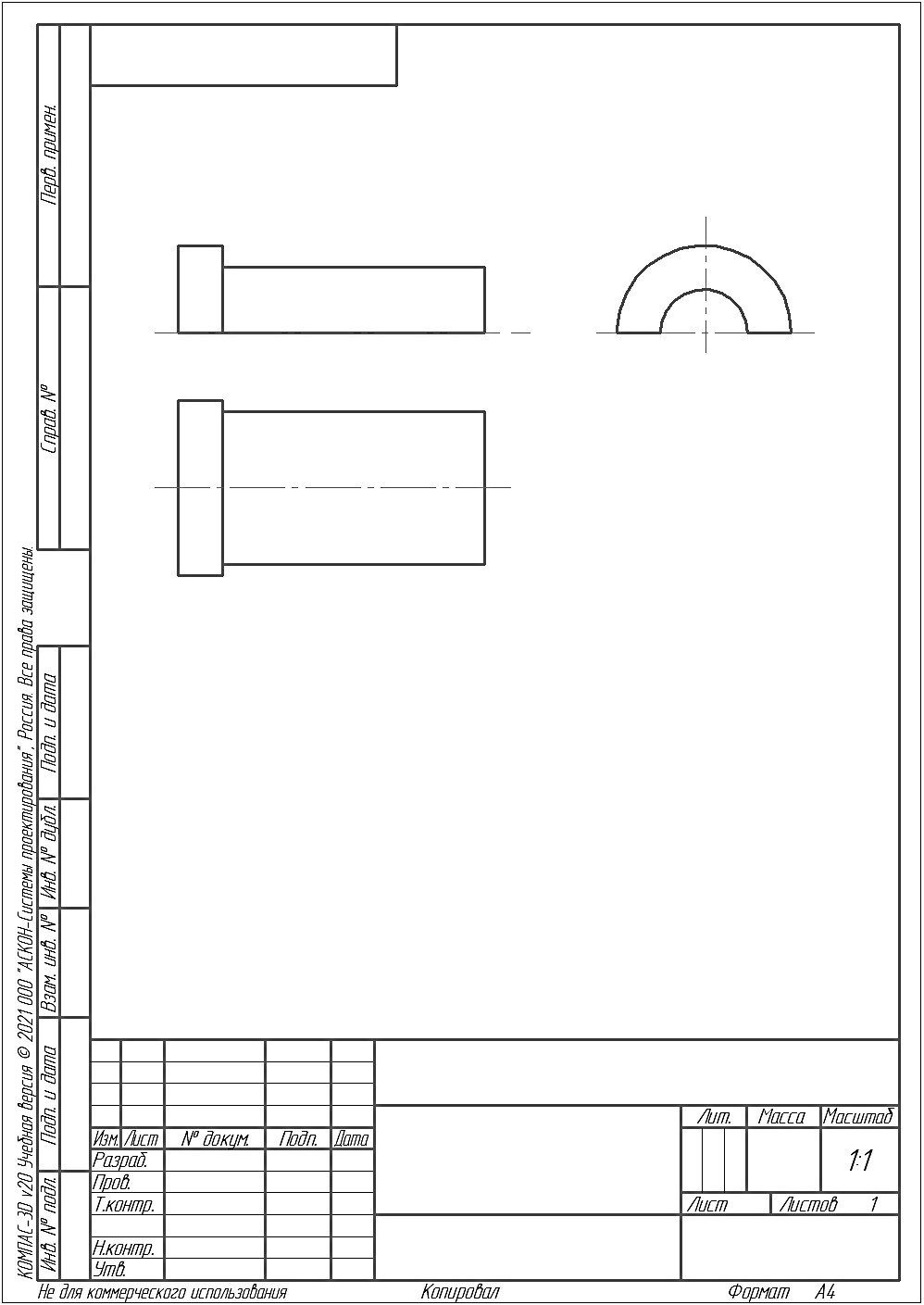 Рисунок 1 – Изображение отливки в прямоугольных проекциях Этап 1. Установка нижней половины модели на подмодельной плите 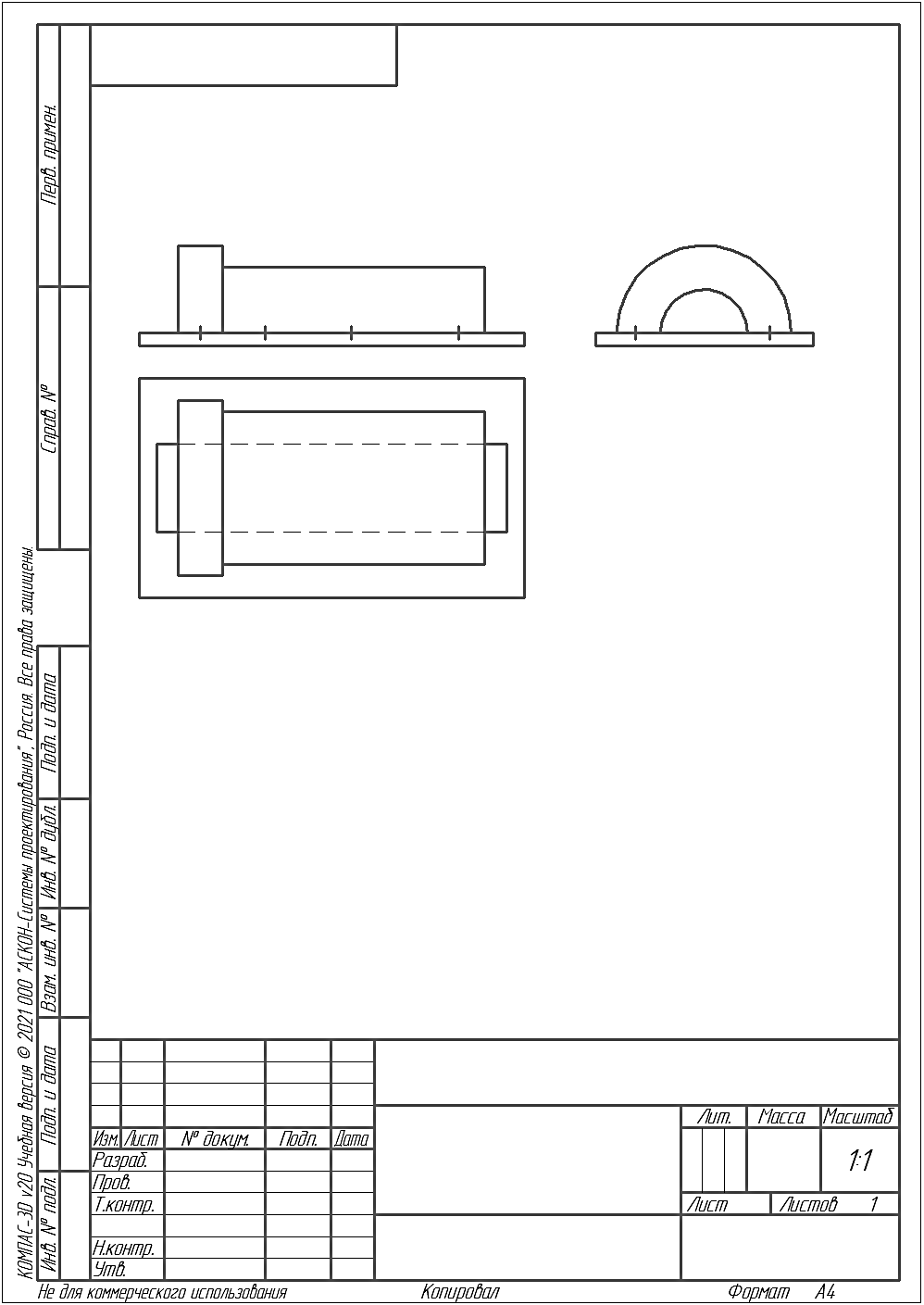 Рисунок 2 – Установка нижней половины модели на подмодельной плите Обозначения: 1 – подмодельная плита, 2 – нижняя половина модели, 3 – штифты для фиксации положения полумодели на подмодельной плите. Этап 2. Установка опоки на подмодельной плите  Рисунок 3 – Установка опоки на подмодельной плите Этап 3. Нанесение припыла на поверхности полумодели и моделей питателей Этап 4. Заполнение опоки формовочной смесью, уплотнение (утрамбовывание) формовочной смеси, Этап 5. Снятие излишков формовочной смеси над верхним краем опоки Этап 6. Нанесение наколов душником для повышения газопроницаемости формовочной смеси Этап 7. Снятие опоки с нижней полуформой с подмодельной плиты, транспортировка на участок сборки формы, переворот на 180О для извлечения нижней половины модели и моделей питателей, извлечение нижней половины модели и моделей питателей из полуформы 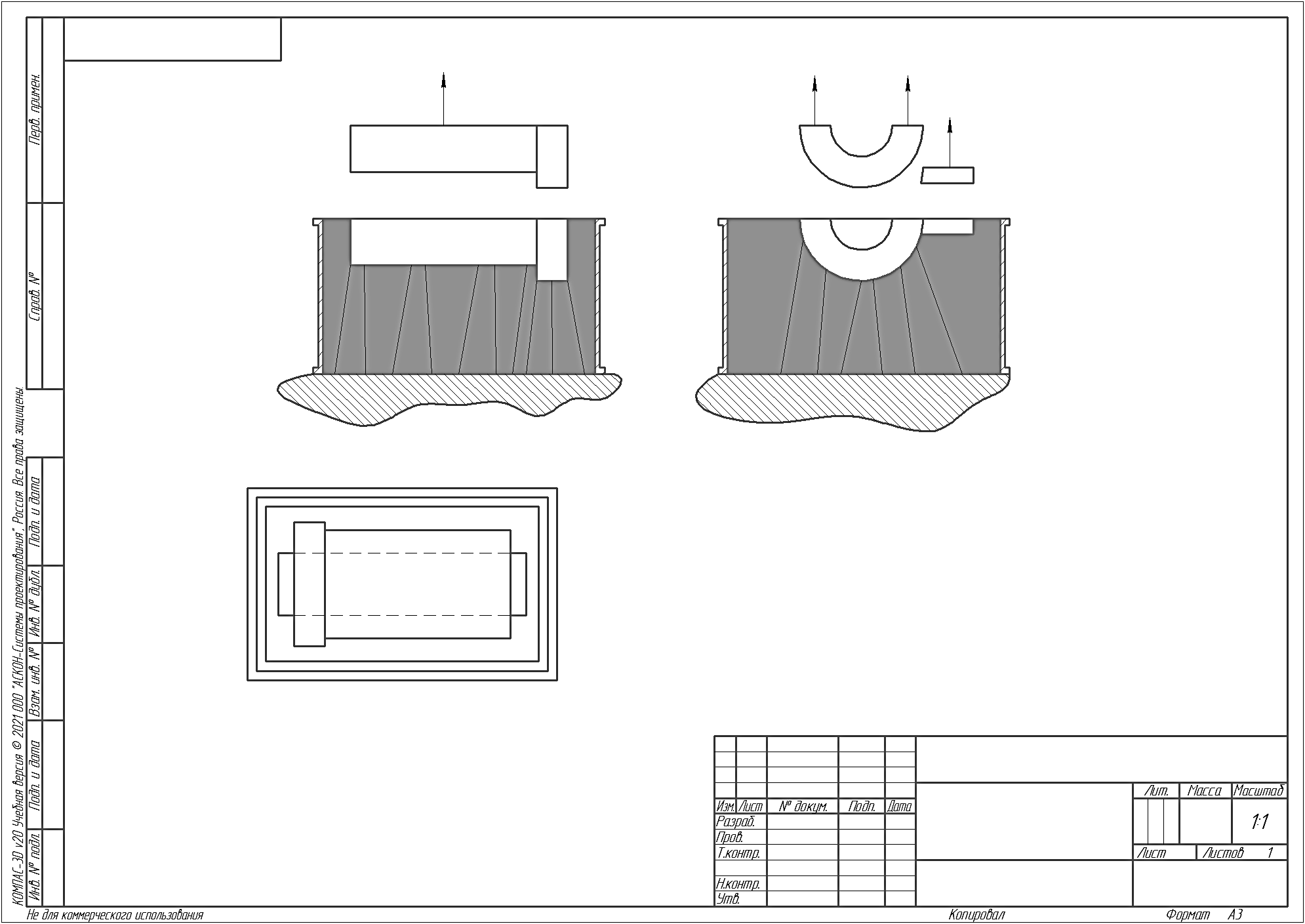 Рисунок 4 - Извлечение нижней половины модели и моделей питателей из нижней полуформы после переворота её на 180О Этап 8. Установка стержня в нижнюю полуформу 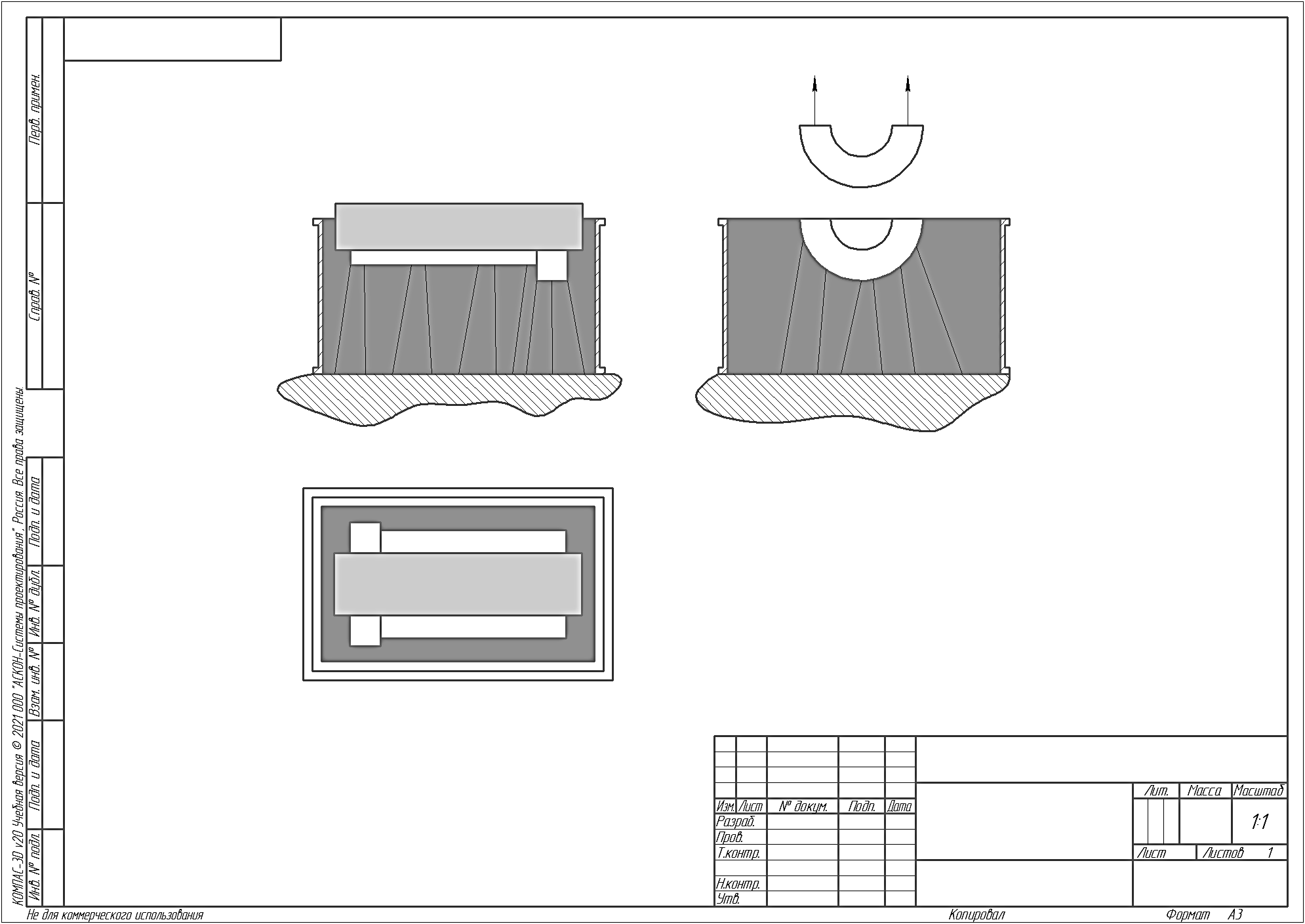 Рисунок 5 – Установка стержня в нижнюю полуформу Этап 9. Установка верхней половины модели на подмодельной плите Этап 10. Установка модели шлакоуловителя на подмодельной плите Этап 11. Установка опоки верхней полуформы на подмодельной плите Этап 12. Установка моделей выпоров на самых высоких точках верхней половины модели Этап 13. Установка модели стояка с литниковой чашей на модели шлакоуловителя Этап 14. Нанесение припыла на поверхности верхней полумодели и модели шлакоуловителя Этап 15. Заполнение опоки формовочной смесью, уплотнение (утрамбовыва-ние) формовочной смеси, Этап 16. Снятие излишков формовочной смеси над верхним краем опоки Этап 17. Нанесение наколов душником для повышения газопроницаемости формовочной смеси  Рисунок 6 – Опока верхней полуформы после установки верхней половины модели, моделей шлакоуловителя и стояка с литниковой чашей после набивки формовочной смесью перед извлечением элементов модельного комплекта Обозначения: 6 – модели выпоров, 7 – модель стояка с литниковой чашей Этап 18. Извлечение моделей выпоров и модели стояка с литниковой чашей из верхней полуформы 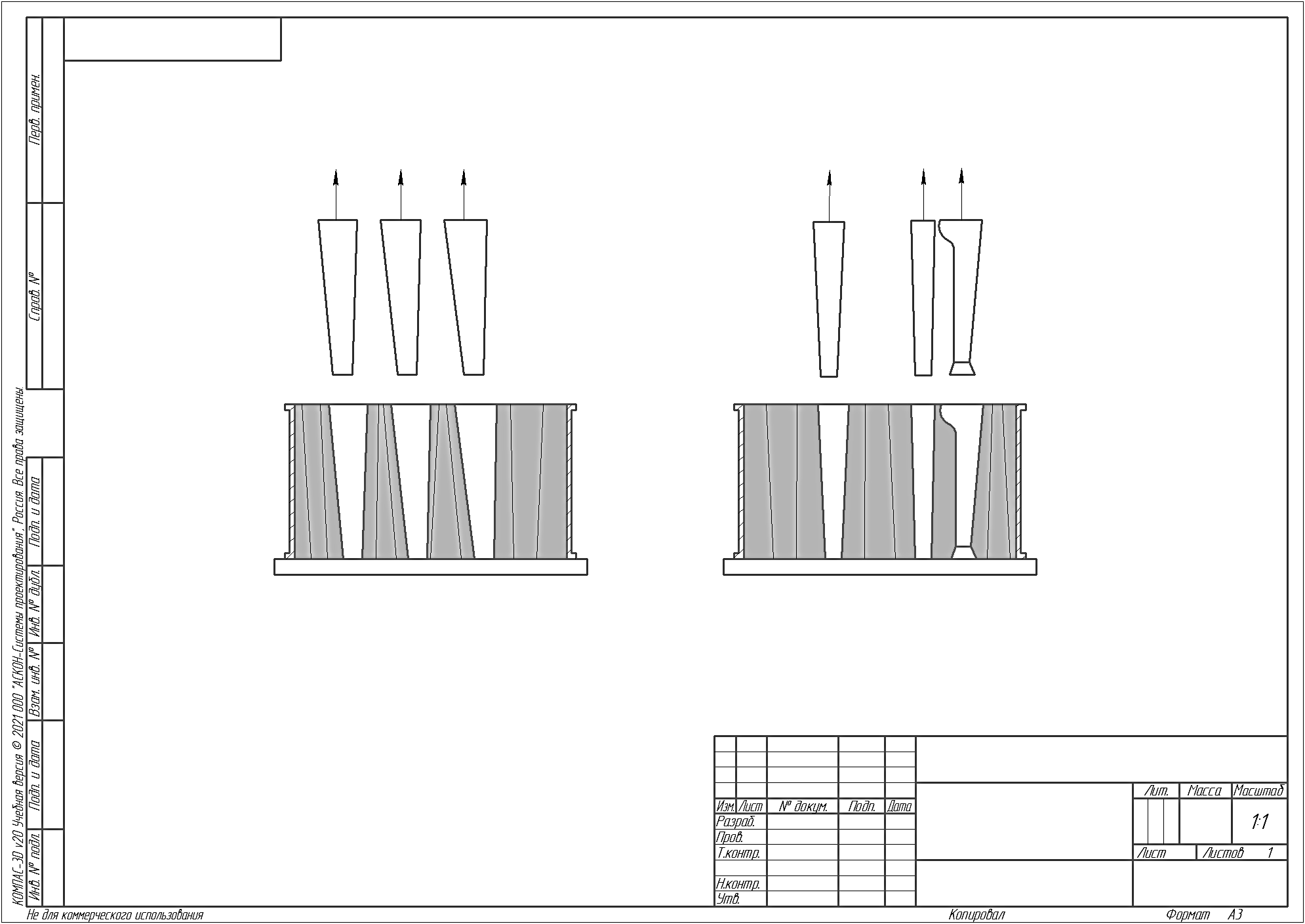 Рисунок 7 – Извлечение моделей выпоров и модели стояка с литниковой чашей из верхней полуформы Этап 19. Ещё один переворот верхней полуформы на 180О после извлечения верхней половины модели и модели шлакоуловителя. Транспортировка верхней полуформы на участок сборки формы Этап 20. Установка опоки с верхней полуформой на опоку с нижней полуформой, в которую уже уложен стержень. Скрепление опок. 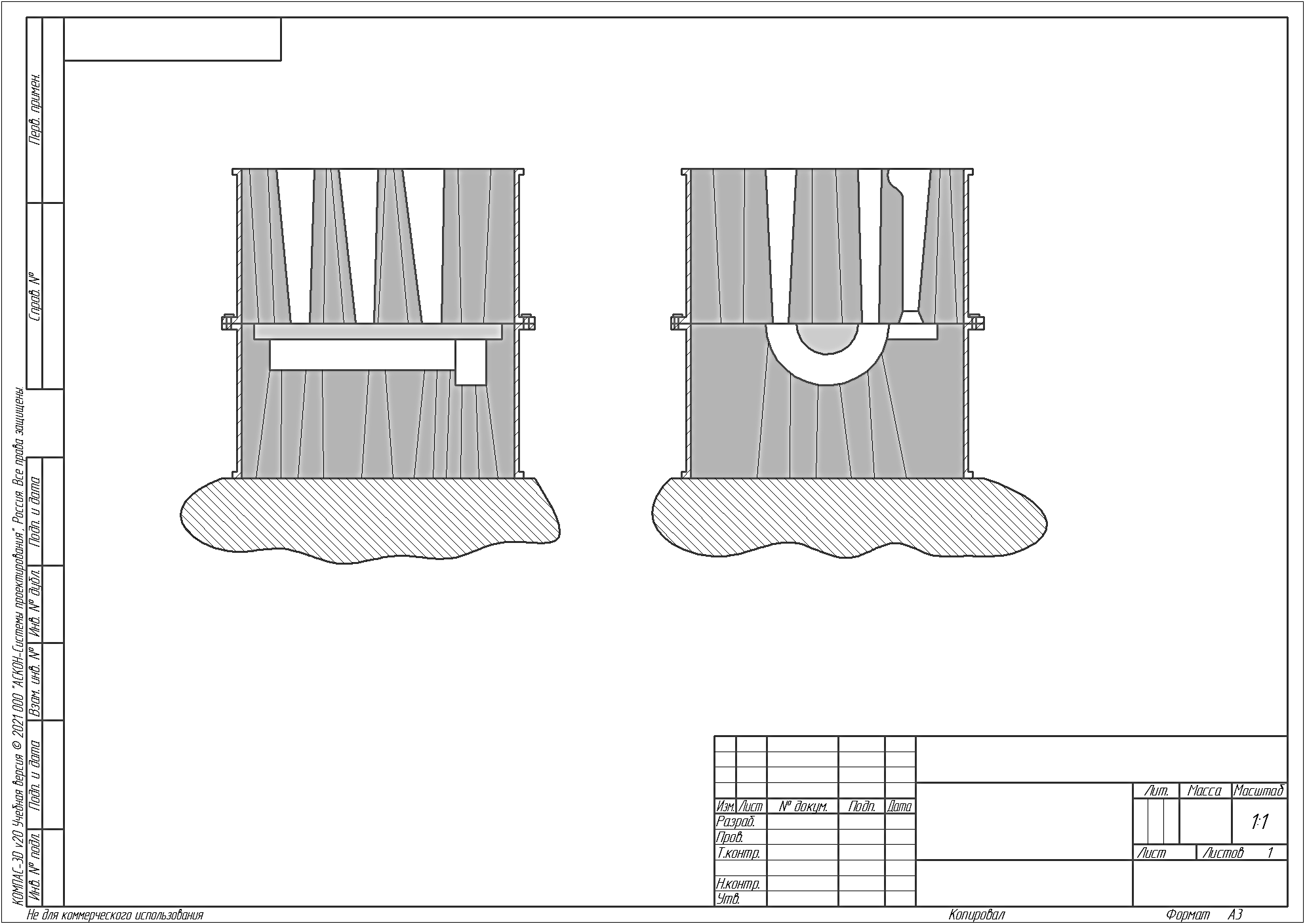 Рисунок 8 – Готовая песчано-глинистая литейная форма, полученная способом формовки в двух опоках по разъёмной модели |