Теория сварочных процессов ответы. Билеты МГТУ. Основная классификация газовых разрядов по внешнему виду. Основные отличия тлеющего разряда от дугового
 Скачать 0.5 Mb. Скачать 0.5 Mb.
|

|
Теория сварочных процессов Основная классификация газовых разрядов по внешнему виду. Основные отличия тлеющего разряда от дугового. Газовый разряд – совокупность процессов, возникающих при прохождении тока через ионизированный газ. Различают 4 типа газовых разрядов: Коронный разряд - самостоятельный электрический разряд в газе. В качестве острия, подходящей для данного явления формы, может выступать: острие, провод, угол, зубец и т. д. Главное условие для начала разряда — вблизи острого края электрода должна присутствовать сравнительно более высокая напряженность электрического поля, чем на остальном пути между электродами, создающими разность потенциалов.(30 кВ при атм. Давлении) Искровой разряд – возникает при атмосферном давлении и достаточно высоком напряжении, превышающем напряжение зажигания короны, если поле сильно неоднородное. Искровой пробой газа происходит в результате возникновения и быстрого развития тонкого плазменного канала от одного электрода к другому; затем получается, как бы короткое замыкание цепи высокопроводящим искровым каналом. Одна из форм искрового разряда-молния. В коронном и искровом разрядах катодная эмиссия особой роли не играет. Тлеющий разряд - это самоподдерживающийся разряд с холодным катодом, испускающим электроны в результате вторичной эмиссии, главным образом под действием положительных ионов. Характеризуется неравномерностью и квазинейтральностью возникающей плазмы Дуговой разряд - Самостоятельный газовый разряд, который характеризуется большой силой тока (десятки и сотни ампер) и малым напряжением между электродами (несколько десятков вольт). Дуговой разряд поддерживается за счет термоэлектронной эмиссии с поверхности катода. Вылетевшие из катода электроны ускоряются электрическим полем и, сталкиваясь с молекулами газа, ионизуют их. При этом резко увеличивается проводимость газа, происходит его сильное разогревание и между электродами возникает столб ярко светящегося газа. Основные области дугового разряда и их основные особенности. Способы возбуждения дугового разряда. Анодное пятно – место входа электродов в сварочную цепь с дуги. Температура 3000-4000°К, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером Катодное пятно - является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-3000°К при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию Столб дуги - является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц. Столб дуги выделяет приблизительно 20% об общего количества тепла. Падение напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги 6000-8000°C.  ВАХ дугового разряда, ее особенности. ВАХ – зависимость между установившимися значениями тока и напряжения дуги при ее постоянной длине  Uз – напряжение зажигания, Uг – напряжение гашения кривые характеризуют дуговой промежуток как проводник, показывают какое напряжение нужно приложить, чтобы создать в промежутке дугу. Дуга переменного тока - особенностью дуги переменного тока является её поведение во времени. Если посмотреть на график ниже, то видно, что дуга каждый полупериод проходит через ноль. Особенностью переменной дуги, кроме её зажигания и гашения на протяжении полупериода, является то, как ток пересекает ноль. Это происходит не по форме синусоиды, а более резко. Образуется бестоковая пауза, во время которой происходят знакомые нам процессы деионизации. То есть возрастает сопротивление дугового промежутка. И чем больше возрастет сопротивление, тем сложнее будет дуге обратно зажечься. 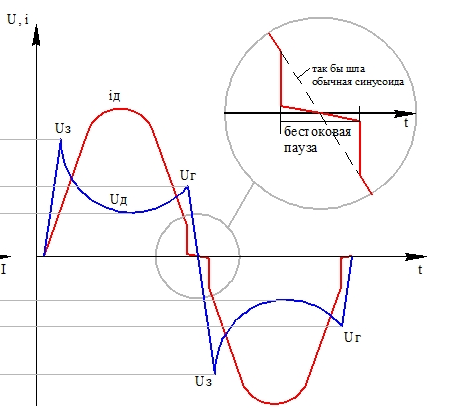 Как определяется эффективный потенциал ионизации газовой смеси? Под эффективным потенциалом ионизации газовой смеси подразумевается потенциал ионизации такого газа, который имел бы при данной температуре ту же степень ионизации, что и смесь заданного состава Под эффективным потенциалом ионизации Uэф смеси газов, обладающей степенью ионизации χэф следует понимать потенциал ионизации некоторого однородного газа, в котором (при температуре и общем давлении смеси) число заряженных частиц такое же, как и в газовой смеси:  Где ni – концентрация i-го газа в смеси; Ui - потенциал ионизации i-го газа в смеси k газов; T- температура, К Физический смысл уравнения САХА: Чем меньше потенциал ионизации элемента, тем при меньших температурах достигается степень ионизации Пример. Рассчитать Uэф в зависимости от концентрации газовой смеси из паров калия и железа: Uk = 4,32 В; UFe= 7,83 В. Решение. Предположим, что Т - 5800 К. Тогда UFe = -1 • ln(nK1/2e-4,32+nFe1/2e-7,83). Результаты расчета приведены в виде графика на рис. 2.18.  С понижением температуры плазмы еще больше возрастает влияние компонента с наиболее низким потенциалом ионизации Ui на общее значение Uэф. Следовательно, сравнительно небольших добавок ионизаторов достаточно для обеспечения стабильности горения дуги при сварке под флюсом или штучными электродами с покрытием. С понижением температуры плазмы еще больше возрастает влияние компонента с наиболее низким потенциалом ионизации Ui на общее значение Uэф. Следовательно, сравнительно небольших добавок ионизаторов достаточно для обеспечения стабильности горения дуги при сварке под флюсом или штучными электродами с покрытием.С понижением эффективного потенциала ионизации уменьшается падение напряжения в прикатодной области дуги, вследствие чего снижаются скорость плавления катода и производительность сварки. Из практики, например, хорошо известно, что при введении в дугу переменного тока легко ионизирующихся веществ скорость плавления электрода при неизменном токе уменьшается. Поэтому введение этих веществ в дугу для повышения ее стабильности ограничивают минимально необходимым количеством. устойчивое горение дуги в струе аргона и гелия протекают при меньшем напряжении, чем в углекислом газе. Это обусловлено тем, что при горении дуги в углекислом газе часть кинетической энергии электронов расходуется на диссоциацию многоатомных молекул углекислого газа, в то время как при сварке в одноатомных газах — аргоне и гелии — такие затраты энергии исключены. В связи с этим напряжение дуги при аргонодуговой сварке вольфрамовым электродом меньше, чем при сварке в углекислом газе угольным электродом. Основные виды эмиссии электронов. Процессы в прикатодной области дугового разряда. Виды эмиссии электронов: Термоэлектронная эмиссия – это эмиссия, при которой электроны получают энергию за счет нагрева металла или полупроводника (электронные лампы, газотроны, тиратроны). Автоэлектронная эмиссия возникает за счет действия сильного электрического поля (используется в ртутных колбах). Вторичная электронная эмиссия. При этом виде эмиссии электроны получают энергию за счет бомбардировки металла потоком первичных электронов (используется в фотоэлектронных умножителях). Фотоэлектронная эмиссия. При этом виде эмиссии электроны получают энергию за счет облучения металла лучистым потоком (фотоэлементы, фоторезисторы, фотодиоды). Выходу электронов из твердого тела препятствуют электрические силы взаимодействия. Наивысшая энергия, которой может обладать электрон в твердом теле, недостаточна для преодоления этих сил. Если электрон выйдет за пределы твердого тела, то оно зарядится положительно. В результате возникает электрическое поле, которое стремиться вернуть электрон назад. Уровень энергии, которой обладает электрон в вакууме выше уровня его энергии в твердом теле (металле) на величину, которая называется работой выхода электрона. Процессы в прикатодной области дуги В прикатодной области электроны движутся к столбу дуги, не испытывая столкновений с атомами газа А. В этом случае считают, что они разгоняются электрическим полем до энергии ионизации и при входе в столб ионизируют газ по схеме «ионизация электронным ударом» А + е = А++2е (А+ - положительно заряженный ион). В первом приближении протяженность прикатодной области можно принять равной длине свободного пробега электронов - 10-5 см, а падение напряжения на этом участке будет соответствовать потенциалу ионизации наиболее легко ионизируемого газа. Под действием катодного напряжения из столба дуги удаляются заряженные ионы, которые бомбардируют катод, нейтрализуясь при этом. Ионы отдают энергию ионизации и кинетическую энергию, которую они приобрели в результате разгона в прикатодной области. На основе этого процесса происходят нагрев и плавление катода. Эмиссия электронов способствует охлаждению катода, так как она проходит с поглощением энергии (так называемой работы выхода). Следовательно, в прикатодной области течет смешанный электронно-ионный ток. От каких факторов зависит процесс термоэлектронной эмиссии (зависимость Ричардсона-Дэшмана). Термоэлектронная эмиссия – это испускание электронов нагретой поверхностью. Эффект протекания тока в вакууме между отрицательным нагретым и положительным электродами был открыт в 1884 г. Эдисоном и объяснён в 1887 г. Томсоном. Ток эмиссии возрастает с температурой тела до определённого значения – тока насыщения. В итоге, чем выше температура (в разумных пределах) и чем ниже работа выхода материала, тем выше ток насыщения и тем эффективнее катод. Для использования эмиссии в практических целях необходимо иметь в простейшем случает пару электродов: отрицательный катод и положительный относительно электрода анод для создания разности потенциалов и ускорения электронов Плотность тока термоэмиссии j0 можно рассчитать по формуле Ричардсона-Дэшмана:  где A = 120 А.см-2К-2 – константа Ричардсона; T - температура эмиттера, К; r – коэффициент отражения от потенциального барьера; e – заряд электрона; j – работа выхода электрона; k – постоянная Больцмана; E – напряженность электрического поля, В/м. Для вольфрамового катода ej = 4,5 эВ при T = 2873 К, E =105 В/м (ускоряющее напряжение равно U=25 кВ), A(1-r) = 60 А.см-2К-2 плотность тока термоэмиссии составляет j0=6,3 А/см2 Какое влияние оказывают катодное, анодное падения потенциалов на производительность расплавления анода и катода. На каком электроде сварочной дуги выделяется больше энергии Физический смысл Пинч-эффекта. Влияние внешнего продольного магнитного поля на поведение сварочной дуги. Пинч эффект – свойство электрического токового канала в проводящей среде уменьшать свое сечение под действием под действием собственного, порождаемого самим током, магнитного поля Касательно сварки Пинч-эффект заключается в воздействии на расплавленный металл магнитного силового поля, возникающего вокруг электрода при прохождении по нему электрического тока. Период КЗ – замыкание дугового промежутка каплей расплавленного металла электрода Этап пинч-эффекта необходим для отделения капли от электродного металла – при резком увеличении силы тока происходит образование шейки капли под сжимающим действием пинч-эффекта. Помимо термического пинч-эффекта, возникает и магнитный пинч-эффект, еще больше повышающий температуру дуги. Под действием наведенного магнитного поля параллельные потоки взаимно притягиваются. Термический пинч-эффект увеличивает плотность противоположно направленных потоков электронов и ионов, что приводит к увеличению интенсивности магнитного поля, индуцируемого этими потоками. Это в свою очередь вызывает еще большее сжатие и повышение плотности дуги; в результате подводимая мощность концентрируется в дуге весьма малого диаметра и, таким образом, образуется чрезвычайно горячая плазма. Термический и магнитный пинч-эффекты ограничивают диаметр шнура или столба разряда, отрывая его от стенок, что создает возможность продолжительной непрерывной работы горячей струи плазмы без опасности плавления стенок камеры. При наложении продольного поля направления магнитного и электрического полей совпадают, поэтому на дрейфовое движение заряженных частиц магнитное поле влиять не будет. Однако электроны и ионы обладают еще тепловой скоростью хаотического движения и скоростью амбиполярной диффузии (совместное перемещение в ионизированной среде частиц обоих знаков). Магнитное поле напряженностью Н искривляет путь частицы и заставляет двигаться ее по ларморовскому радиусу r (радиус кругового движения частицы в однородном магнитном поле) с так называемой циклотронной или ларморовской угловой частотой ω = qН/(mc) Для электрона ω=1,7.107 с-1 при Н=1 Э. Он вращается по часовой стрелке, создавая с вектором Н магнитного поля право- винтовую систему. Положительный ион вращается в обратном направлении с частотой согласно уравнению (2) . При движении по окружности путь l частиц между двумя соударениями в среднем такой же, как и при отсутствии магнитного поля. Но свободный пробег λ измеряется по прямой, т. е. по хорде, стягивающей дугу окружности радиусом r. Значит, пробег λ уменьшается, что равносильно увеличению давления газа Δр. Отношение Δр/р пропорционально квадрату напряженности поля Н, но для обычных сварочных режимов невелико. В обычных сварочных дугах при атмосферном давлении наибольшее влияние продольное магнитное поле оказывает на диффузионную составляющую скорости ионов и электронов. Скорость диффузии их направлена по радиусу от центра дуги к периферии, где температура и концентрация меньше (рис. 4) . В связи с тем что скорости диффузии в квазинейтральном столбе дуги равны υe≈υi, а масса me<  Действие продольного магнитного поля на дугу (а) и схема направляющего соленоида (б) Какое влияние оказывает внешнее поперечное магнитное поле на поведение сварочной дуги При наложении поперечного поля целесообразно рассматривать дугу как проводник с током. Поперечное магнитное поле, накладываясь на собственное поле дуги в контуре, может вызвать ее отклонение в ту или другую сторону (рис. 5). В той части сварочного контура, где силовые линии Фсоб и Фпоп совпадают, создается избыточное магнитное давление, и дуга отклоняется в сторону более слабого поля.  Воздействуя поперечным магнитным полем на дуги и в расплавленного металла, при сварке под флюсом можно, например изменить формирование шва (рис. 6). На металл в действуют объемные силы F, пропорциональные, согласно уранению (3), векторному произведению плотности тока i и напряженности магнитного поля H : Под действием этих сил металл стремится «подтечь» под дугу (рис. 6, б), чему также способствует отклонение дуги, и проплавление уменьшается. Переключив поле, можно увеличить проплавление.  Рис. 6. Действие магнитного поля на дугу под флюсом: а - без магнитного поля, б — с поперечным магнитным полем Если использовать управление поперечным переменным магнитным полем, то дуга постоянного тока будет колебаться в обе стороны от положения равновесия с частотой поля. Этот технологический прием получил название «метелка» и применяется, например, при сварке трубных досок. Особенности сварочной дуги на переменном токе. В чем проявляется вентильный эффект при дуговой сварке на переменном токе. По сравнению с дугой постоянного тока дуга переменного тока имеет следующие главные особенности. Каждый полупериод, т. е. 0,01 с при f= 50 Гц, электрический ток в дуге меняет свое направление, а напряжение — полярность. Катод и анод меняются местами, и каждый полупериод дуга возбуждается вновь. Кривые тока и напряжения дуги несинусоидальны. Повторное возбуждение дуги облегчается остаточной термоэлектронной эмиссией электродов или остаточной ионизацией дугового промежутка. Если посмотреть на график, то видно, что дуга каждый полупериод проходит через ноль. Особенностью переменной дуги, кроме её зажигания и гашения на протяжении полупериода, является то, как ток пересекает ноль. Это происходит не по форме синусоиды, а более резко. Образуется бестоковая пауза, во время которой происходят знакомые нам процессы деионизации. То есть возрастает сопротивление дугового промежутка. И чем больше возрастет сопротивление, тем сложнее будет дуге обратно зажечься. Уменьшения времени перерыва в горении сварочной дуги tn можно достичь следующими способами: введением химических элементов с низким потенциалом ионизации в газовую среду сварочной дуги, увеличением напряжения вторичной обмотки трансформатора или частоты питающего напряжения, увеличением индуктивного сопротивления сварочного контура и введением в сварочный контур батареи конденсаторов. При введении химических элементов с низким потенциалом ионизации в сварочную дугу снижается значение напряжения повторного возбуждения, улучшаются условия горения сварочной дуги. Это объясняетсясохранением проводимости дугового промежутка в течение длительного времени после угасания дуги. Химические элементы с низким потенциалом ионизации входят в состав покрытия электродов для ручной дуговой сварки или в состав флюсов при автоматической сварке под флюсом. При постоянном значении напряжения повторного возбуждения время перерыва горения сварочной дуги можно уменьшить путем повышения напряжения холостого хода сварочного трансформатора. Однако повышение напряжения холостого хода ограничено условиями электробезопасности при проведении сварочных работ и технико-экономическими показателями источников питания (увеличение габаритных размеров источника питания, расход обмоточных материалов и т.д.). Поэтому для источников питания переменного тока принято отношение между напряжением холостого хода источника и напряжением дуги. При постоянном значении напряжения повторного возбуждения U„. во время перерыва горения сварочной дуги можно уменьшить до /„2 увеличением частоты напряжения питания сварочной дуги (рис. 5). При этом частота напряжения питания сварочной дуги должна быть в 5—9 раз больше частоты fi напряжения питающей сети. С повышением частоты напряжения питания сварочной дуги при прочих равных условиях уменьшаются размеры и масса трансформатора, а также увеличивается индуктивное сопротивление его обмоток. Однако сварочная дуга, питаемая напряжением -повышенной частоты, издает звук высокой тональности, что приводит к быстрой утомляемости сварщиков. Для снижения времени перерыва горения сварочной дуги широкое распространение получил метод увеличения индуктивного сопротивления обмоток трансформатора, С этой целью трансформаторы для ручной дуговой сварки и сварки под флюсом изготовляют с увеличенными магнитными потоками рассеяния, обмотки которых имеют повышенное индуктивное сопротивление. Причем индуктивное сопротивление обмоток. Уменьшение времени перерыва горении дуги при увеличении частоты напряжения сети. Изменение мгновенных значений, в сварочном контуре с большой индуктивностью трансформатора выбирают с таким расчетом, чтобы падение напряжения на индуктивном сопротивлении было несколько больше или равно напряжению повторного возбуждения. При сварке дугой переменного тока ( промышленной частоты 50 периодов в секунду) катодное и анодное пятна меняются местами 100 раз в секунду. При изменении полярности образуется так называемый вентильный эффект Назовите основные стадии формирования электронного пучка Формирование электронного пучка для технологических целей можно представить как процесс, состоящий из следующих основных стадий: 1) получение свободных электронов; 2) ускорение электронов электростатическим или электромагнитным полем и формирование направленного потока электронов;
4) отклонение электронного пучка и обеспечение требуемой траектории перемещения его сечения, попадающего на обрабатываемую поверхность (фокального пятна); 5) собственно взаимодействие электронного пучка с обрабатываемой поверхностью для осуществления требуемого технологического процесса. Для формирования электронного пучка и управления им применяется ряд специальных устройств, называемых электронными пушками. Источником электронов в электронных пушках обычно служит термоэмиссионный катод, который выполняется из вольфрама, тантала или гексаборида лантана LаВ6, обладающих высокими эмиссионными характеристиками. Что такое когерентное излучение. В чем отличие спонтанного излучения от индуцированного (вынужденного). Когерентным излучением называется излучение, частота и фаза которого в любой момент времени и в любой точке пространства четко определены. Частный случай когерентного излучения – монохроматическое (излучение одной частоты). Монохроматическое излучение формируется в системах, в которых существует только один разрешённый электронный переход из возбуждённого в основное состояние. Если атом, по каким – либо причинам (например, из – за соударения с другим атомом) переходит в возбужденное состояние, это состояние является неустойчивым. Поэтому атом возвращается в состояние с меньшей энергией, излучая фотон. Такое излучение называется спонтанным или самопроизвольным. Таким образом, спонтанное излучение происходит без внешнего воздействия и обусловлено только неустойчивостью возбужденного состояния. Различные атомы спонтанно излучают независимо один от другого и генерируют фотоны, которые распространяются в самых разных направлениях. Кроме того, атом может быть возбужден в разные состояния, поэтому излучает фотоны разных частот. Поэтому эти фотоны некогерентны. Если атомы находятся в световом поле, то последнее может вызывать переходы как с низшего уровня на высший, сопровождающиеся поглощением фотона, так и наоборот с излучением фотона. Излучение, вызванное воздействием на атом сторонней электромагнитной волны с резонансной частотой, называется индуцированным или вынужденным. В отличие от спонтанного в каждом акте индуцированного излучения участвуют два фотона. Один из них распространяется от стороннего источника и воздействует на атом, а другой испускается атомом в результате этого воздействия. Характерной чертой индуцированного излучения является точное совпадение состояния испущенного фотона с состоянием внешнего. Из каких основных элементов состоит лазер? В чем отличие твердотельного лазера от газоразрядного? Для чего используют в СО2 лазере дополнительно азот и гелий? |