процесс производства. Отчет по лабораторной работе по дисциплине Теория принятия решений
 Скачать 168.67 Kb. Скачать 168.67 Kb.
|

|
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Московский авиационный институт (национальный исследовательский университет)» (МАИ) Кафедра 316 «Системное моделирование и автоматизированное проектирование» Отчет по лабораторной работе по дисциплине: «Теория принятия решений» по теме: «Технологический процесс производства древеснослоистых пластиков» Выполнил: Литвинен М.Е. Студент группы: Проверил: Прудник В.А. Москва 2022 СодержаниеВведение 3 Описание технологического процесса 4 Состав технологических операций производства 5 Группировка технологических операций в работы и этапы 6 Построение диаграмм Ганта. 8 Автоматизация производства. 8 Заключение 9 ВведениеСовременное производство представляет собой сложный процесс превращения сырья, материалов, полуфабрикатов и других предметов труда в готовую продукцию, удовлетворяющую потребностям общества. Совокупность всех действий людей и орудий труда, осуществляемых на предприятии для изготовления конкретных видов продукции, называется производственным процессом. В производственном процессе трудовые процессы сочетаются с естественными, в которых изменение предметов труда происходит под влиянием сил природы без участия человека (например, сушка окрашенных деталей на воздухе, охлаждение отливок, старение литых деталей и т. д.). Основной частью производственного процесса являются технологические процессы, которые содержат целенаправленные действия по изменению и определению состояния предметов труда. В ходе реализации технологических процессов происходит изменение геометрических форм, размеров и физико-химических свойств предметов труда. Описание технологического процессаВ качестве древесного сырья для получения ДСП используется береза, дающая при лущении гладкий и прочный шпон. Средний диаметр березового сырья 230 мм. Технологическая схема изготовления ДСП состоит из следующих основных операций: подготовка сырья к лущению и изготовление шпона, пропитка шпона синтетическим олигомером и сушка, набор пакетов и прессование пластика, заключительная обработка. Перед лущением древесина подвергается гидротермической обработке с целью накопления пластических деформаций и снижения упругости древесины. Шпон — тонкий лист древесины, толщиной 0,55–1,5 мм, срезаемый с цилиндрического отрезка. Операцией пропитки шпона ФФС и сушки достигается глубокое проникновение смолы в поры древесины. При наборе пакетов пластика число слоев шпона определяют расчетом, исходя из средней упрессовки древесины, по формуле:  где n — число слоев шпона в пакете; S1 — толщина плиты древесного слоистого пластика, мм; S — толщина шпона, мм; K — коэффициент упреcсовки шпона, равный 0,45–0,48. Прессование ДСП осуществляют в горячих прессах при удельном давлении 15–16 МПа, температуре 145–150 °C и удельном времени прессования 4–5 мин на 1 мм толщины готового пластика. Головным (эталонным) Лабораторное оборудованием при производстве ДСП является пресс. Состав технологических операций производстваПостроим таблицу 1, где будут отражены: технологические операции; время, затраченное на нее; количество человек, определенное на каждую технологическую операцию Таблица 1. Состав технологических операций
Группировка технологических операций в работы и этапыТаблица 2. Группировка технологических операций в работы и этапы
На рисунке 1 отображена последовательность технологических операций. 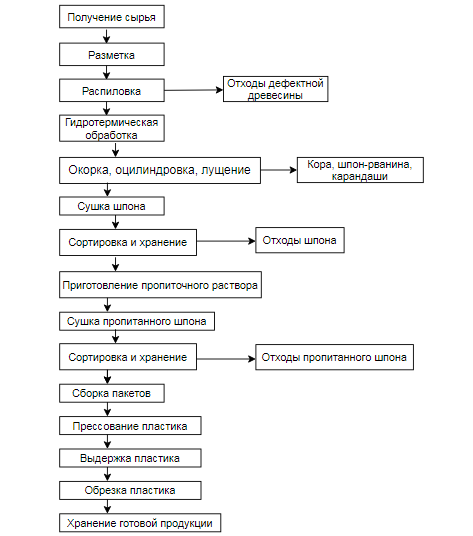 Рис. 1. Последовательность технологических операций. Построение диаграмм Ганта.Для построения диаграммы Ганта воспользуемся программой msProject, рисунок 2. 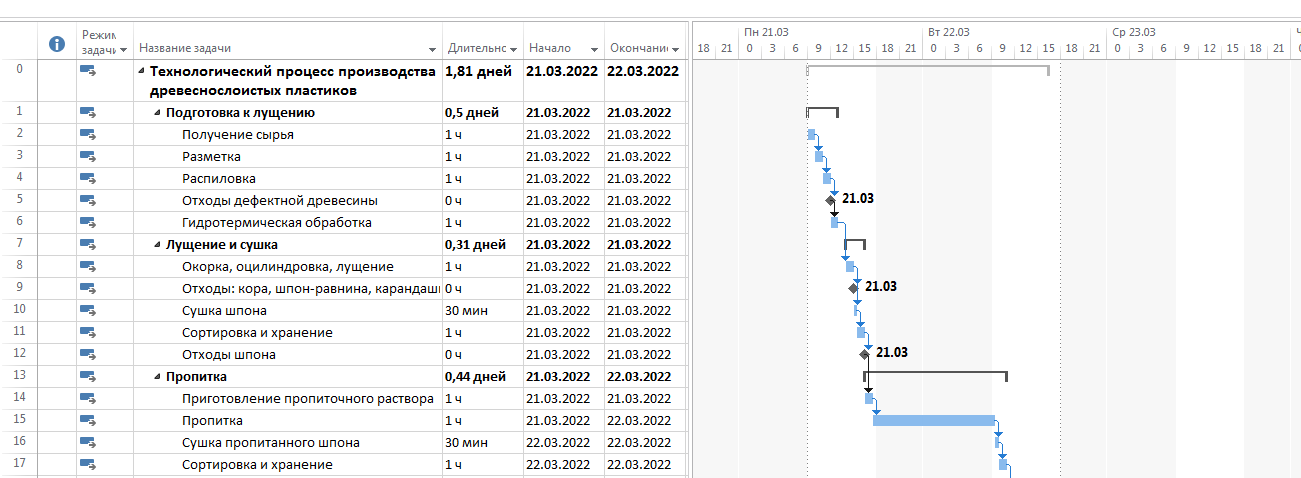 Рис. 2. Диаграмма Ганта Автоматизация производства.Автоматизация была применена к следующим технологическим операциям: Распиловка – установка лезвия большего размера; Сушка шпона – замена нагревательных элементов; Приготовление пропиточного раствора – установка «миксера»; Прессование пластика – установка более мощного пресса. 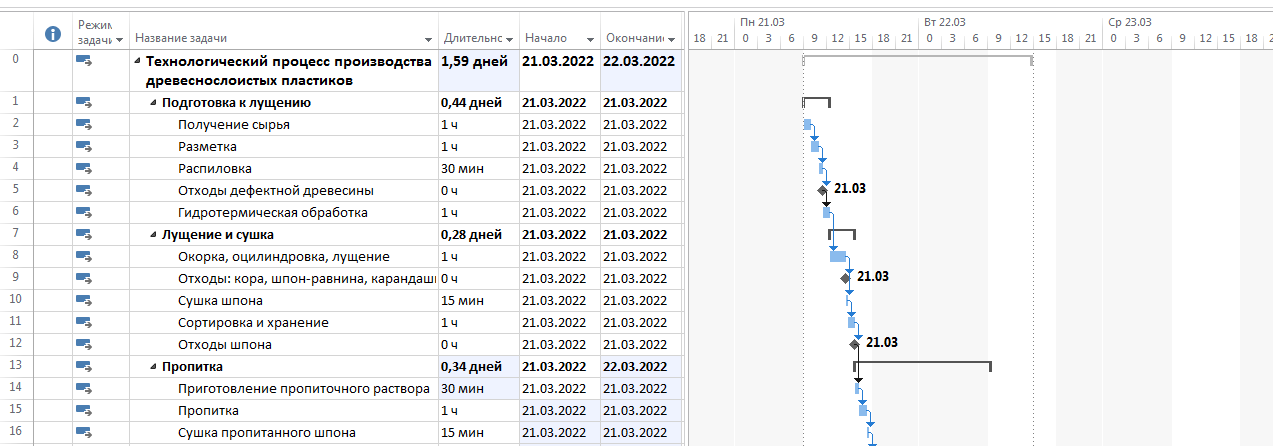 Рис. 4. Диаграмма Ганта после применения автоматизации Благодаря автоматизации продолжительность технологического процесса снизилась на 13%. Заключение  В результате выполнения задания была произведена группировка технологических операция. Построена диаграмма Ганта до и после автоматизации. В результате выполнения задания была произведена группировка технологических операция. Построена диаграмма Ганта до и после автоматизации.По результатам автоматизации продолжительность технологического процесса была снижена на 1 час 45 мин (что составляет 13% от первоначальной продолжительности). |