ПРАКТИЧЕСКАЯ РАБОТА 9. Отчет по практической работе Сделайте вывод по работе
 Скачать 253.25 Kb. Скачать 253.25 Kb.
|

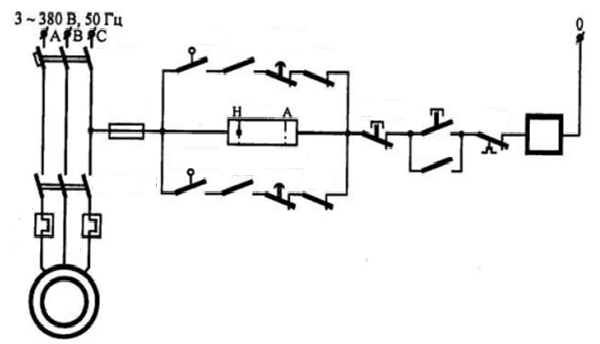
220 В, 50 Гц- цепи управления.ПРАКТИЧЕСКАЯ РАБОТА 9 Изучение принципиальной электрической схемы управления поточно-транспортной системой (птс) Цель работы: - изучить принцип действия и схему управления поточно-транспортной системой; - научиться применять ГОСТ 2.710-81 «Обозначения буквенно- цифровые в электрических схемах» при работе со схемами; -научиться читать схемы. Порядок работы Запишите название, номер, тему и цель работы Внимательно прочитайте краткие теоретические сведения Ответьте на вопросы для закрепления теоретического материала Выполните работу согласно задания к практической работе Оформите отчет по практической работе Сделайте вывод по работе ОТЧЕТ Пластинчатый конвейер (рисунок 1) служит для непрерывного транспортирования насыпных и штучных грузов по трассе, расположенной в вертикальной плоскости или (при специальном исполнении) в пространстве.  Рисунок 1- Общий вид пластинчатого конвейера Тяговым элементом конвейера является одна или две цепи, грузонесущим — жесткий металлический или, реже, деревянный, пластмассовый, резинотканевый настил (полотно), состоящий из отдельных пластин (поэтому конвейер называется пластинчатым), движущийся по направляющим путям. Действие динамических нагрузок на тяговые цепи ограничивает скорость их движения обычно до 1,25 м/с, однако при использовании цепи конвейер может иметь увеличенную длину при больших линейных нагрузках как с одним, так и с несколькими приводами; крутые перегибы по сравнительно небольшим радиусам с повышенным углом наклона. По конструкции настила, тяговой цепи и расположению трассы различают пластинчатые вертикально замкнутые конвейеры общего назначения (основной тип) и изгибающиеся конвейеры с пространственной трассой. К специальным пластинчатым конвейерам относят разливочные машины для транспортирования и охлаждения жидкого металла, эскалаторы, пассажирские конвейеры и конвейеры с настилом сложного профиля. Пластинчатые конвейеры применяют для транспортирования в горизонтальном и наклонном направлениях различных насыпных и штучных грузов в металлургической, химической, угольной, энергетической, машиностроительной и многих других отраслях промышленности, а также для перемещения изделий от одного рабочего места к другому по технологическому процессу при поточном производстве. Часто на пластинчатом конвейере одновременно с транспортированием грузы-изделия подвергаются технологическим операциям — закалке, отпуску, охлаждению, мойке, окраске, сборке, контролю и т. п. На пластинчатых конвейерах, в отличие от ленточных, перемещают более тяжелые крупнокусковые, абразивные (руда, камень и т. п.), а также горячие (поковки, отливки и т. п.) грузы. Пластинчатый конвейер имеет станину, по концам которой установлены две звездочки — приводная с приводом и натяжная с натяжным устройством. Бесконечный настил, состоящий из отдельных металлических или, реже, деревянных пластин, прикреплен к одной или двум тяговым цепям, которые огибают концевые звездочки и находятся в зацеплении с их зубьями. Вертикально замкнутые тяговые цепи снабжены опорными катками и движутся вместе с настилом по направляющим путям станины вдоль продольной оси конвейера. Конвейер загружается через одну или несколько воронок в любом месте трассы, а разгружается через концевую звездочку и воронку. Промежуточная разгрузка возможна только для пластинчатых конвейеров с безбортовым плоским настилом. Технологическая схема пластинчатого конвейера Транспортируемый материал с падающего контейнера 3 попадает в бункер-распределитель “Б”, в которой вмонтирован шибер “Ш”. Раздача материала возможна по двум рукавам(влево и вправо) выбор которого определяется положение шибера, т.е открытием или закрытием отверстия рукава. На рисунке 2 показано перекрытие правого рукава и поступление материала через левый рукав на раздаточный “конвейер 1” и далее в бункер “Б1”. 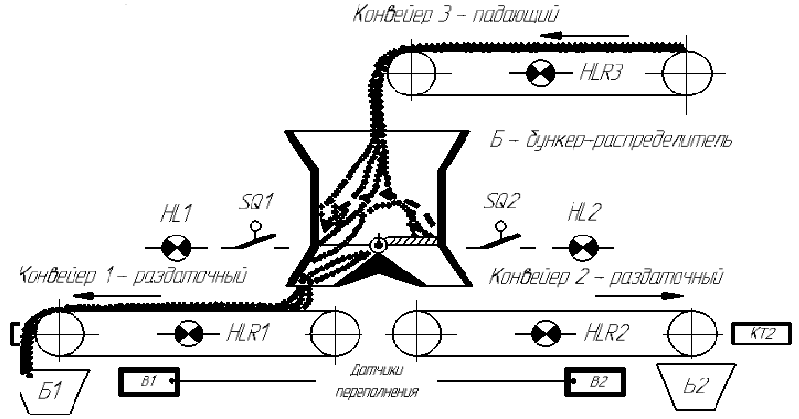 Рисунок 2 - Технологическая схема управления пластинчатого конвейера Требования к электрооборудованию пластинчатого конвейера Система представляет собой комплекс различного оборудования, механизмов и устройств, предназначенных для выполнения операций единственного технологического процесса. Электропривод. Условия эксплуатации: -продолжительный режим работы без пауз за время включения -редкие пуски и неизменное направление вращения -преодоление статических моментов при трогании под нагрузкой (после внезапной аварийной остановки) -влияние окружающей среды(перепад температур, агрессивная среда, запылённость и т.п) Требования к электроприводу: -повышенный пусковой момент(/=1,6…1,8) -плавный пуск и торможение(для предотвращения пробуксовывания ленты или раскачивания груза у ленточных и подвесных) -небольшое регулирование скорости в диапозоне 1:2(для изменения темпа работы у поточных линий) -согласованное вращение электроприводов(для нескольких конвейеров) Электродвигатели •АД с КЗ- ротором и повышенным пусковым моментом (, односкоростные или многоскоростные (с переключением числа пар полюсов). ПримечаниеДля регулирования скорости однодвигательного привода конвейера применяются дополнительные вариаторы механические или регулируемые электрические и гидравлические муфты. •АД с фазным ротором: -на конвейерах, требующих повышенного пускового момента -при многодвигательных приводе конвейеров(для выравнивания нагрузок отдельных двигателей) -при обеспечении согласованного движения конвейеров. Принципы построения. •Пуск ЭД производится направлении, обратном технологическому потоку (ЭВ головного конвейера-первым, принимающего-последним).Это исключает возможность образования завалов транспортируемого груза. •Остановка одного конвейера вызывает отключение всех последующих за ним(подающих материал), а остальные могут работать. •Полная остановка поточной линии большой производительности начинается с отключения конвейера, подающего материал на другие конвейеры. Остальные отключаются поочередно. •Пуск двигателей большой мощности производится поочерёдно. Это исключает большие провалы напряжения в сети. •Возможность пуска и остановки любого конвейера, независимо от других, для опробования и наладки. Обычно “пуск” и “стоп” при наладкес местного поста. Принцип действия пластинчатого конвейера и систем управления Мнемосхема (рисунок 3) на ОДП предназначена для отображения информации о состоянии механизмов и арматуры. Участки мнемосхемы засвечены, если механизм работает(HLR1,HLR3) или открыт шибер(HL1), а остальные погашены. 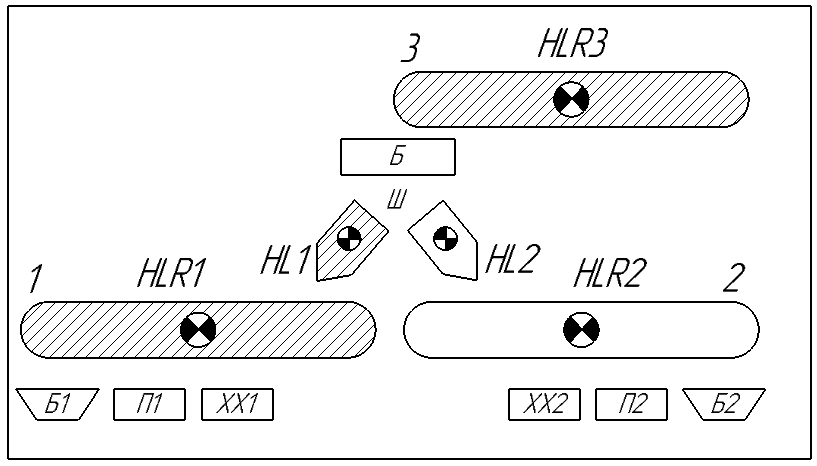 Рисунок 3 – Мнемоническая схема управления пластинчатого конвейера Принципиальная электрическая схема (рисунок 4) предназначена для управления, защиты и блокировок конвейера Основные элементы схемы Д3 – асинхронный двигатель подающего конвейера 3. КЛ3 - контактор линейный, для подключения к сети Д3. ВКШ - выключатель конечного шибера, путевой. РВХ - контакты реле времени холостого хода, для ограничения работы на холостом ходу. ДП - контакт датчика переполнения бункера. РТ3 - тепловые реле. ВА3-автоматический выключатель асинхронного двигателя. Пр.3-предохранитель плавкий. Органы управления. ПУ - переключатель управления, для выбора режима работы(“Н”-накладка, ”А”-автоматическое). Кн.П, Кн.С – кнопки управления ”пуск” и ”стоп”. 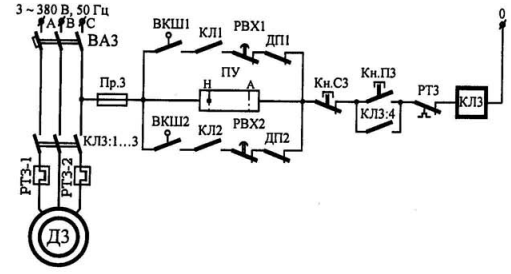 Рисунок 4 – Принципиальная схема управления поточно-транспортной системой Режимы управления. Автоматический – по сигналам датчиков и состоянию механизмов и устройств. Наладка –(ручное управление)- от кнопок управления (Кн.П, Кн.С). Работа схемы. Исходное состояние. Работает конвейер1(КЛ1), открыт левый рукав(ВКШ1). ПУ - “A”, подано питание на схему(ВА3↑) На мнемосхеме засвечены участки с ЛСК1 и ЛСШ1. Пуск. Кн.П3↑↓-собирается цепь KЛ3. KЛ3↑-подключается к сети Д3(KЛ3:1…3), -становится на самопитание(KЛ3:4). Д3 пускается и выходит на естественную характеристику. В работе конвейеры 1 и 3 на бункер Б1 через левый рукав. На мнемосхеме засвечены участки ЛСК1, ЛСШ1, ЛСК3. Остановка. От “Кн.С3”, при срабатывании защиты(ВА, РТ3, Пр.3), при остановке ”конвейера 1” (KЛ1) или по сигналам ”РВХ”, ”ДП1”. Защита: •от токов КЗ- силовая сеть(ВА), -цепи управления(Пр.) •от перегрузки Д3-реле тепловое РТ3(блок из 2 реле). Блокировки: •при остановке раздаточного конвейера(КЛ1,КЛ2), •при длительном холостом ходе(РВХ1, РВХ2) •при переполнении бункера(ДП1, ДП2), •по положению шибера(ВКШ1, ВКШ2). Питание: 3 |