Производственная - практика по получению профессиональных умений и опыта профессиональной деятельности. Отчет по практике МГТУ Баюшта (Производственная - практика по по. Отчет по производственной практике ст гр зМктб172 Баюшта В. В. Проверил Звягина Е. Ю. 2021
 Скачать 0.91 Mb. Скачать 0.91 Mb.
|

|
Министерство образования РФ МАГНИТОГОРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Г.И. Носова ОТЧЕТ По производственной практике Выполнил: ст. гр. зМКТБ-17-2 Баюшта В.В. Проверил: Звягина Е.Ю. 2021 СодержаниеВведение 3 1. Описание предприятия 4 1.1. Структура управления и организации работы 5 1.2. Основные опасные и вредные факторы, характерные для ООО «МЗМ» 8 2. Прокатный стан профиля 13 3. Отчет 15 Введение Прокатный стан — комплекс оборудования, в котором происходит пластическая деформация металла при сдавливании его между вращающимися валками. В результате металлическая заготовка меняет свою форму и внутреннюю структуру. Металлургический цикл получения готовой продукции заканчивается обработкой металла давлением. Из всех видов обработки металла давлением наибольшее распространение получила прокатка. Через прокатное производство проходит более 75% всего производимого в стране металла. Готовая продукция – трубы, рельсы, балки, проволока, тонкий и толстый лист, шары, различные виды фасонного проката и др. Прокатку используют для обработки различных металлов: железа, меди, алюминия и их сплавов, причем прокатка стали занимает в прокатном производстве основное место. 1. Описание предприятия Компания «Магнитогорский Завод Металлообработки» создана в 2001 году и с тех пор динамично и уверенно развивается, занимая лидирующие позиции на рынке России. ООО Магнитогорский Завод Металлообработки является производителем стальных упаковочных лент, различных типоразмеров с защитным покрытием, так и без покрытия, а также производит и продает фибру металлическую ТУ 24.32.10-001-53831008-2016. На сегодняшний день компания обладает производственным комплексом, включающим в себя несколько линий продольной и поперечной порезки, линией лакирования ленты с модулем ультразвукового обезжиривании и термического отпуска заготовки ленты, а так же высокоскоростными линиями профилирования и штамповки. Ленты применяются для автоматической и ручной обвязки крупногабаритных, массивных и тяжелых грузов на предприятиях черной и цветной металлургии, в деревообработке, машиностроении, производстве строительных материалов, везде, где требуется гарантия сохранности упаковки груза во время транспортировки железной дорогой, морским и автомобильным транспортом. За время деятельности компании накоплен огромный опыт в данной области, созданы мощные технологические платформы, которые являются основой для постоянного развития и обновления продуктовых линеек компании. Отличительными чертами компании являются: универсальность (широкий ассортимент), европейское качество продукции, средний диапазон цен на продукцию, оперативный и доступный сервис. Продукция и услуги являются самым оптимальным предложением для покупателей по соотношению цена-качество и позволяют оптимально обеспечить потребности самых требовательных покупателей. Большинство покупателей становятся постоянными партнерами и в течение многих лет приобретают продукцию компании. 1.1. Структура управления и организации работы Весь рабочий персонал подразделяется на: ИТР, служащие, ученики, ИОП, охрана и более 70 % рабочих предприятия, которые подразделяются на: 1. Производственные рабочие. 2. Рабочие по содержанию оборудования. 3. Рабочие по текущему ремонту. 4. Вспомогательные рабочие. К производственным рабочим относят рабочих занятых наблюдением за состоянием оборудования , занятых погрузкой, разгрузкой и транспортировкой продукции и отходов, а также рабочих занятых управлением агрегатов(ПР). К рабочим по содержанию оборудования относят рабочих, занятых наблюдением за состоянием оборудования и поддержанием его в рабочем состоянии. К рабочим по текущему ремонту относят рабочих, занятых текущими ремонтами и изготовлением деталей для текущих ремонтов. Все остальные рабочие относятся к вспомогательным. В плане предприятия устанавливается лимит численности работающих по промышленно-производственному и непромышленному персоналу. В состав промышленно-производственного персонала включаются работники всех цехов и хозяйств завода, имеющие прямое отношение к производственной деятельности предприятия. В плане устанавливается также численность работающих по категориям: рабочие, ученики, инженерно-технические работники, служащие и младший обслуживающий персонал, включая работников военизированной и пожарной охраны. Плановая численность рабочих по цехам фиксируется в штатном расписании, в котором устанавливается их профессиональный и квалифицированный состав. В плане по труду учитывается расстановочный суточный и полный списочный штат. Расстановочный штат- это количество рабочих, которое необходимо для непрерывной работы на участке в течение смены. Для определения этого штата применяют следующие методы: - по нормам обслуживания агрегатов; - по нормам выработки и объему производства; - по нормативам численности. Суточный штат- это количество рабочих которое необходимо для непрерывной работы на участке в течение суток (с учетом штата, необходимого на подмену в выходные дни). Полный списочный штат- это суточный штат плюс резерв на подмену временно отсутствующих, т.е. отпускников, больных и выполняющих государственные обязанности. Рабочие время регулируется номинальным графиком, график определяет время начала и окончания смены, чередование времени работы и отдыха, порядок перехода из смены в смену. Графики выходов на работу должны обеспечивать максимальное использование средств производства и в тоже время создать для рабочих благоприятные условия труда. В настоящее время на предприятиях функционируют графики: График №1–это четырех бригадный, трехсменный, длительность смены восемь часов. График №2– это (железнодорожный) четырех бригадный, двухсменный, продолжительность смены 12 часов. График №3 –такой же, как и в графике № 1, длительность смены 7 часов 40 минут. График №4 –односменный, одно бригадный, работают шесть дней по семь часов. График №5 «б»- работают пять дней по восемь часов, два дня отдыхают, в праздничные и выходные. 1.2. Основные опасные и вредные факторы, характерные для ООО «МЗМ» Основными опасными и вредными производственными факторами, с которыми приходится сталкиваться работникам предприятия являются: - движущиеся машины и механизмы; - повышенная или пониженная температура воздуха рабочей зоны; - повышенный уровень шума на рабочем месте; - повышенный уровень вибрации на рабочем месте; - опасный уровень напряжения в электрической цепи; - недостаточная освещенность рабочей зоны; - повышенный уровень рабочей зоны по высоте; - динамические физические перегрузки. Для уменьшения воздействия опасных и вредных производственных факторов необходимо соблюдать правила безопасности труда, правила личной гигиены, применять необходимые средства индивидуальной защиты. Средства коллективной защиты, плакаты, знаки безопасности, сигнализация. К средствам коллективной защиты для предупреждения падения с высоты относятся: - ограждения мест производства строительных, ремонтных, и т.п. работ и перепады высот; - средства подмащивания; - пути и средства подъема, работающих к рабочим местам. К средствам коллективной защиты для предупреждения падения конструкций, грузов и т.п. относятся: - средства контейнеризации и тара для перемещения штучных и сыпучих грузов; - грузозахватные приспособления; - приспособления для устойчивого хранения материалов, заготовок, готовой продукции (стеллажи, оборудованные площадки, тара); размещение материалов в соответствие с картой складирования; - способы безопасной строповки различных грузов; - ограждения опасной зоны действия грузоподъемных кранов; - устройство защитных козырьков. К средствам коллективной защиты для предупреждения воздействия электрического тока относятся: - заземление металлических частей электроустановок; - устройство ограждений токоведущих частей; - автоматическое отключение и сигнализация; - защитные мероприятия при проведении работ повышенной опасности. К средствам коллективной защиты для предупреждения воздействия на работающих вредных производственных факторов (шума, вибрации, вредных веществ в воздухе рабочей зоны) относятся: - установка ограждающих конструкций; - применение систем вентиляции и герметизации оборудования; - установка очистительных сооружений. К средствам коллективной защиты для защиты от повышенных и пониженных температур относятся: - установка кондиционеров; - размещение работающих в обогреваемых помещениях . К средствам коллективной защиты для нормализации освещения относятся: - установка дополнительного освещения; - регулировка яркости и блесткости. Сигнальные цвета и знаки безопасности предназначены для привлечения внимания работающих к непосредственной опасности, предупреждения о возможной опасности, предписания и разрешения отдельных действий с целью обеспечения безопасности, а также для необходимой информации. Знаки безопасности, установленные на воротах и входных дверях помещений, означают, что зона действия этих знаков охватывает все помещение. Знаки безопасности, установленные у въезда(входа) на объект(участок), означают, что их действие распространяется на объект(участок) в целом. На многих рабочих местах в цехах завода вредным фактором является повышенный уровень производственного шума. Производственный шум различной интенсивности и частоты, длительно воздействуя на работающих, может привести со временем к понижению остроты слуха, а иногда к глухоте, у работающих нарушается концентрация внимания, точность и координация движений, ухудшается восприятие звуковых и световых сигналов, возникает язвенная болезнь, нервные, сердечно-сосудистые и другие заболевания . Для предупреждения вредного воздействия шума на человека применяют целый комплекс мероприятий: - применяют смазку соударяющихся деталей вязкими жидкостями, заключают в жидкостные масляные и другие ванны вибрирующие и издающие шум детали(шестеренчатые редукторы и т.п.); - снабжают глушителями все агрегаты, создающие повышенный уровень шума вследствие вихреобразования или выхлопа воздуха и газов(вентиляторы, воздуходувки, пневматические инструменты и машины, двигатели внутреннего сгорания, компрессоры и т.п.); - устанавливают оборудование в помещениях без фундаментов на амортизаторы из пружин или из упругих материалов; - устанавливают звукоизолированные кабины наблюдения и дистанционного управления технологическим процессом; - создают зеленую оградительную зону из кустарников и деревьев вокруг шумных производственных цехов на территории завода; - применяют средства индивидуальной защиты органов слуха (наушники, шлемы, вкладыши из различных материалов, например типа «Беруши» и др.). Отопление и вентиляция Перед началом отопительного сезона котельные и калориферные установки, приборы местного отопления должны быть тщательно проверены и отремонтированы. Неисправные печи и отопительные устройства не должны допускаться к эксплуатации. В случае необходимости использования временных металлических печей и газовых горелок инфракрасного излучения для сушки помещений строящихся зданий и сооружений следует руководствоваться ППБ 01-93 «Правила пожарной безопасности в РФ», глава 15 «Строительно-монтажные и реставрационные работы». Вентиляционные каналы, камеры, фильтры, воздуховоды должны очищаться от горючей пыли и отходов производства. Проверка, профилактический осмотр и очистка вентиляционного оборудования должны производиться по графику, утвержденному руководителем цеха. Результаты осмотра обязательно вносятся в специальный журнал. Вытяжные воздуховоды, по которым транспортируется взрывоопасная жидкость или горючая пыль, должны иметь устройства для периодической очистки(люки, разборные соединения и др.). Хранение в вентиляционных камерах какого-либо оборудования и материалов категорически запрещается. Вентиляционные камеры должны быть постоянно закрыты на замок. Вход посторонним лицам в них запрещен. Вентиляционные установки, обслуживающие пожаровзрывоопасные помещения, должны иметь дистанционные устройства их включения и отключения при пожарах или авариях – в соответствии со специально обусловленными для каждого помещения требованиями. Освещение цеха Освещение основного производственного корпуса осуществляется светильниками РПС с ртутными лампами типа ДРЛ-700, расположенными на металлической ферме на отметке 11,5 м. Питание осуществляется кабелем марки АВВГ подвешенным на тросе. Обслуживание светильников осуществляется с крана. В качестве источников света пристроенных ТП и вентиляционных камер приняты светильники с лампами накаливания и люминесцентными лампами. В качестве источников света основного производственного корпуса установлены дуго-разрядные лампы типа ДРЛ мощностью 700 Вт. Они установлены на фермах цеха. Напряжение сети освещения 380 В. Для питания рабочего освещения используются распределительные пункты типов ПР-9141, ПР-9131; ПР-9121- для питания аварийного освещения. Для питания пунктов освещения используется кабель марки АВВГ-3×2,5+4×2,5. Высота подвеса светильника составляет 11,5м. 2. Прокатный стан профиля Прокатный стан (рис.1) состоит из Станина Мотор-редуктор Узел центрации Клеть Правильная клеть 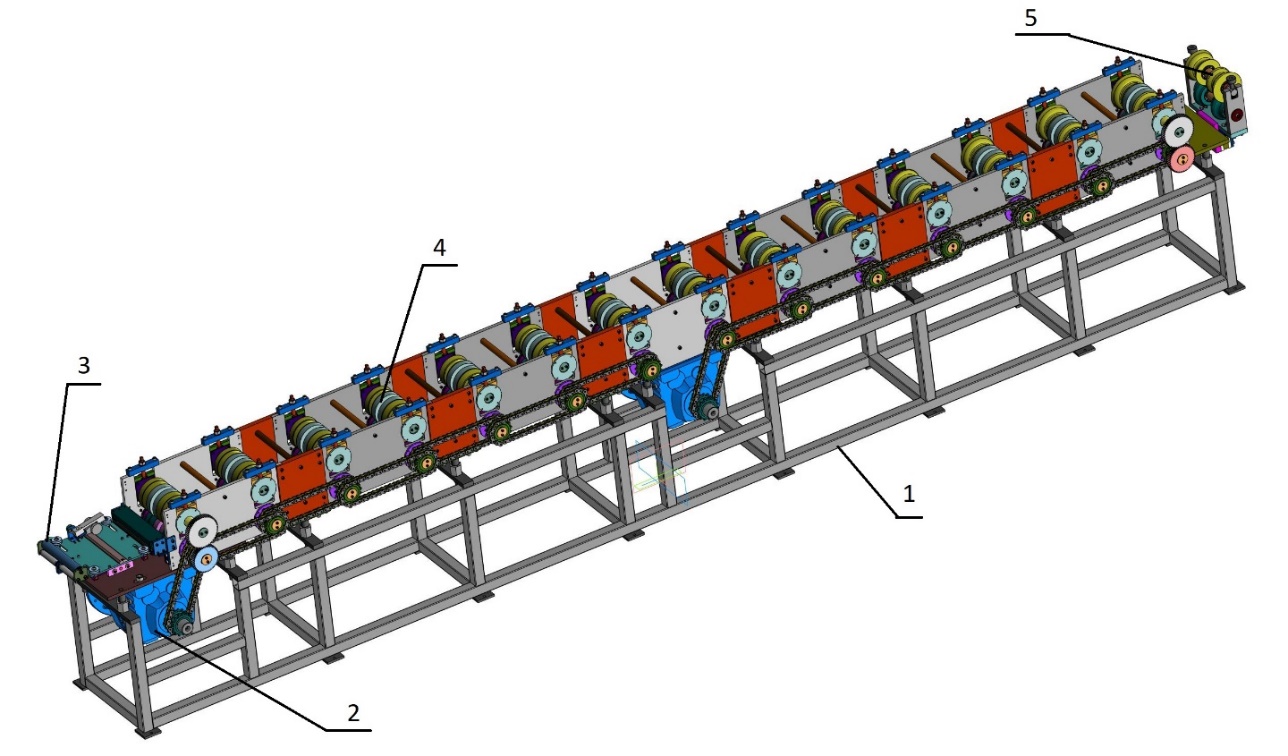 Рис. 1 Станина изготавливается из трубоквадрата 60х60 толщиной 3мм. Для более надежного крепления основных узлов. Мотор-редуктор подбирается с наиболее подходящей выходной скоростью на вал для гибки профиля. Узел центрации ленты обеспечивает центрацию ленты относительно роликов расположенных в клетях. В клети расположены ролики с для прокатки ленты, придающий ей правильный профиль. Каждая последующая клеть отличается от предыдущей для более плавного перехода ленты в нужный профиль. Правильная клеть с возможностью регулировки для выравнивания уже готового профиля помогает избежать перекоса ленты. Полученная деталь после прокатки рис.2 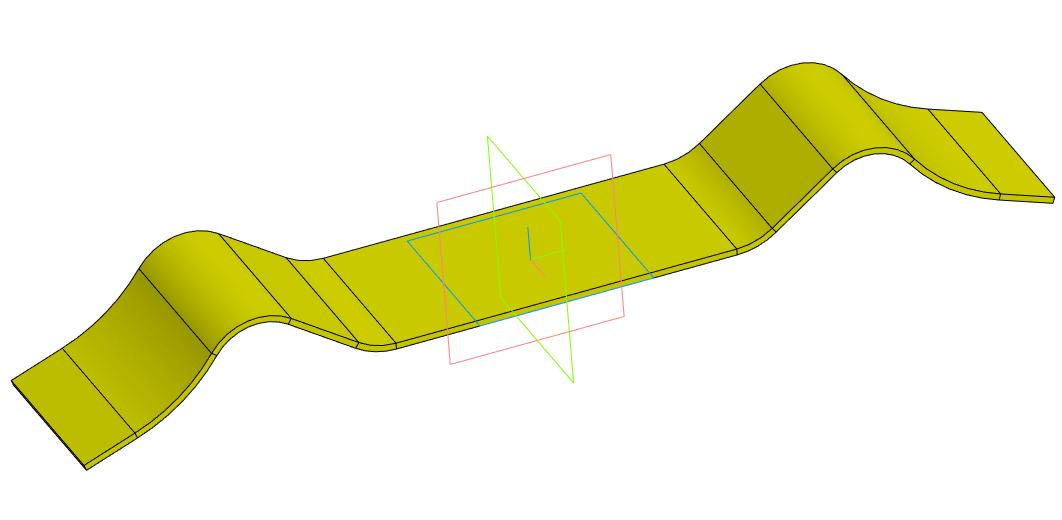 Рис.2 3. Отчет Во время прохождения практики в мои задачи входила разработка конструкторской документации для изготовления прокатного стана в программе Компас 3Д. Так же отслеживание деталей на разных этапах изготовления. В связи с этим был ознакомлен со станками типа DK7732 электроэрозионный станок (рис.3), ЧПУ 32i-MODEL B(рис.4), Токарный станок CS6150 (рис.5) и программой Компас 3Д (рис.6).  Рис.5  Рис.4  Рис.3  Рис.6 |