Отчет по самостоятельной работе дисциплина Основы программирования станков с чпу
 Скачать 103.71 Kb. Скачать 103.71 Kb.
|

|
Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Владимирский государственный университет имени Александра Григорьевича и Николая Григорьевича Столетовых» (ВлГУ) Институт инновационных технологий Механико-технологический факультет Кафедра Технологии машиностроения ОТЧЕТ ПО САМОСТОЯТЕЛЬНОЙ РАБОТЕ Дисциплина «Основы программирования станков с ЧПУ» «Опорный-конспект по теме «Основные принципы программирования на станках с ЧПУ» Выполнил студент группы ЗТуд-120 Демин И.В. Проверил: доцент кафедры ТМС Жарков Н.В. Владимир 2022 Система координат чпу это основная расчетная система, которая определяет перемещение рабочих органов станка. Обработка заготовок на станке с ЧПУ производится автоматически в соответствии с заранее составленной управляющей программой, в которой заданы величины отдельных перемещений рабочих органов, несущих заготовку и режущий инструмент. Для получения требуемых размеров на заготовке ее положение в рабочей зоне станка должно быть строго закоординировано. При этом необходимо учитывать необходимые виды движений рабочих органов станка (прямолинейные и круговые (поворотные)), положительные и отрицательные направления этих движений. Рабочие органы станков имеют самые разнообразные движения. Поэтому было очень важно договориться и строго установить что бы станки с ЧПУ, выпускаемые фирмами разных стран имели стандартные обозначения всех возможных координат движений, а также единое правило определения положительных и отрицательных направлений движений по этим координатам рабочих органов станка, несущих заготовку и режущий инструмент. Был разработан международный стандарт ИСО 841–74, который устанавливает обозначения осей системы координат чпу и направлений движений рабочих органов станков с ЧПУ. В нашей стране был выпущен ГОСТ 23597–79, который полностью соответствует данному международному стандарту. По этому стандарту в станках с ЧПУ может быть три линейных координаты (X, Y, Z) и три круговых (A, B, C) (рис. 1). При этом используются системы координат двух видов: прямоугольная и полярная. ПРЯМОУГОЛЬНАЯ СИСТЕМЫ КООРДИНАТ ЧПУ В правой, прямоугольной системе координат чпу положение точки на плоскости задается двумя координатами, а в пространстве — тремя координатами. Оси данных координатных систем параллельны прямолинейным направляющим станка. При этом значения координат точек в плоскости и пространстве могут быть как положительными, так и отрицательными. 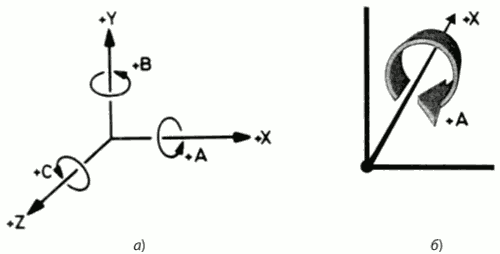 Система координат чпу: α — обозначение координатных движений; б — положительное направление круговой (поворотной) координаты А Система координат чпу: α — обозначение координатных движений; б — положительное направление круговой (поворотной) координаты АДля прямоугольной системы координат характерны следующие признаки: координатные оси располагаются взаимно перпендикулярно, они имеют общую точку пересечения (начало отсчета координат) и одинаковый геометрический масштаб. Указанный выше стандарт устанавливает обозначения осей координат и направлений движений в станках с ЧПУ так, чтобы программирование операций обработки не зависело от того, перемещается режущий инструмент или заготовка. За основу принимается перемещение инструмента относительно системы координат неподвижной заготовки. Положительное направление движения рабочего органа станка соответствует направлению отвода инструмента от заготовки 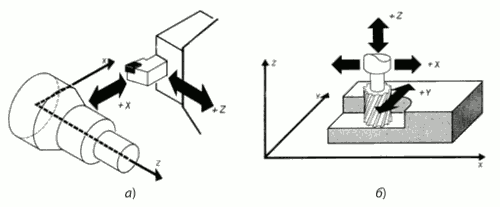 Системы координат чпу с обозначением положительных направлений прямолинейных перемещений рабочих органов с инструментом: α — на токарном станке с ЧПУ; б — на фрезерном станке с ЧПУ При этом на схемах станков направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку — буквами со штрихом; при этом положительное направление движения, обозначаемое буквой со штрихом, противоположно соответствующему движению, обозначаемому той же буквой без штриха. Ось Z в системе координат чпу определяется по отношению к шпинделю главного движения, т.е. шпинделю, вращающему инструмент в станках сверлильно фрезерно расточной группы, или шпинделю, вращающему заготовку в станках токарной группы. Движение по оси Z в положительном направлений должно соответствовать направлению отвода инструмента от заготовки. Ось X должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки На станках с вращающимся инструментом, например фрезерных, сверлильных, при вертикальной оси Z положительное перемещение по оси X направлено вправо. Положительное направление движения по оси Y в системе координат чпу следует выбирать так, чтобы ось Y вместе с осями Z и X образовывала правую прямоугольную систему координат Система координат ЧПУ предполагает, что за положительное направление круговой координатной оси принимается направление вращения по часовой стрелке, если смотреть в положительном направлении вдоль соответствующей ей линейной оси . В ряде станков с ЧПУ дополнительно к основным (первичным) прямолинейным движениям X, Y и Z имеются вторичные движения параллельно им. Их следует обозначать соответственно буквами U, V и W. Если дополнительно имеются третичные движения, параллельные им, их следует обозначать соответственно буквами P, Q, R. Если дополнительно к первичным круговым движениям имеются вторичные вращательные движения, параллельные или непараллельные А, В и С, их следует обозначать буквами D и Е. Структура управляющей программы, ее формат, а также правила кодирования информации, записываемой на носители данных (перфоленту, магнитную ленту, магнитный диск) или вводимой с дистанционного источника информации (например, ЭВМ высшего ранга), и требования к технической документации на УЧПУ устанавливает ГОСТ 20999–83. В соответствии с этим ГОСТом УП записывается на носитель данных в виде последовательности кадров (рис. 4). Под кадром управляющей программы понимают составляющую часть УП, вводимую и отрабатываемую как единое целое и содержащую не менее одной команды. Структура записи управляющей программы «Электроника НЦ 80-31»  Каждый кадр состоит из слов, расположенных в определенном порядке. Под словом понимают составляющую часть кадра, содержащую данные о параметре процесса обработки заготовки и (или) другие данные по выполнению управления. Слово в начале кадра, определяющее последовательность кадров в УП, называют номером кадра. Номер кадра задается адресом N и целым десятичным числом. Часть слова УП, определяющую назначение следующих за ним данных, содержащих в этом слове, называют адресом. Значения символов адресов установлены ГОСТ 20999–83. После кодирования информация управляющей программы в виде последовательности кадров в соответствии с изложенными выше правилами записывается на программоноситель, в качестве которого иногда применяют восьмидорожковую бумажную (или из другого материала) перфорационную ленту шириной 25,4 мм (1 дюйм). В современных УЧПУ управляющая программа может вводиться непосредственно в память с помощью буквенно-цифровых и индексных клавиш. Форму, размеры и расположение перфорационных отверстий кодовых дорожек на ленте регламентирует ГОСТ 10860–83. Запись информации на перфоленте производится с использованием международного кода ISO — 7bit. Подготовительные функции (G-функции или G-коды) предназначены для задания режима работы системы ЧПУ и кодируются адресом G с номером функции. Подготовительные функции по назначению разделяют на группы. В кадре УП не могут быть заданы две и более подготовительных функции, принадлежащих одной группе. Состав групп для определенной системы ЧПУ необходимо смотреть в инструкции по ее программированию. Подготовительные функции, которые могут быть записаны в одном кадре УП, называют конгруэнтными. Некоторые подготовительные функции являются стандартными (их значения регламентируются стандартами, например, ГОСТ 20999 – 83) и для большинства систем ЧПУ имеет одинаковые значения. Другая часть относится к резервным функциям, значения которых задаются разработчиками конкретной системы ЧПУ. Вспомогательные функции (М-функции или М-коды) предназначены для задания команд, обеспечивающих управление средствами цикловой автоматики станка, и кодируются адресом М с номером функции. Для сокращения времени, затрачиваемого на разработку УП, существуют команды манипулирования запрограммированным контуром (рис. 3.13). Для этого контур может быть разделен на подобные части, к которым впоследствии будут применены команды отображения, масштабирования, поворота или смещения исходного контура без необходимости его изменения в УП. Манипулирование запрограммированным контуром 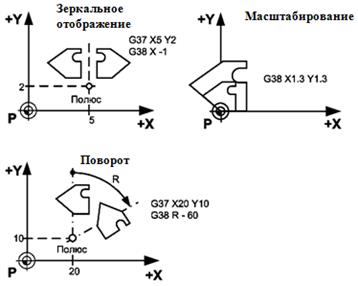 Совместное использование зеркального отображения, масштабирования и поворота. Программирование строки безопасности, форматирование и комментарии в управляющей программе. Совместное использование зеркального отображения, масштабирования и поворота. Программирование строки безопасности, форматирование и комментарии в управляющей программе.Функции манипулирования запрограммированным контуром Возможны следующие функции манипулирования контуром: зеркальное отображение, масштабирование, поворот вокруг оси, параллельной координатной оси (функции G37, G38)  При зеркальном отображении, масштабировании и повороте отсутствует необходимость в изменении контура в исходной управляющей программе. Можно использовать любую комбинацию этих функций  С помощью команды G37 задают координаты точки, относительно которой осуществляется зеркальное отображение или поворот. С помощью команды G38 активируют функции зеркального отображения, поворота, масштабирования. С помощью команды G39 активируют функции зеркального отображения, поворота, масштабирования относительно нуля программы. Зеркальное отображение программируется функциями G37, G38, G39. Масштабирование выполняется функциями G38 и G39. При масштабировании эталонный контур увеличивают или уменьшают. В особенности это удобно при использовании подпрограмм, когда перед их вызовом в основную программу вносят, если это нужно, коэффициент масштабирования. Это позволяет оставлять основную программу неизменной. Масштабирование не изменяет скорости подачи, а вспомогательные функции М02 и М30 в подпрограммах не выключают функции масштабирования. Коэффициент масштабирования устанавливают независимо для всех координатных осей, однако при круговой и винтовой интерполяции этот коэффициент должен быть для всех осей одинаковым. Коэффициент масштабирования изменяет параметры интерполяции I, J, К, R. Если в конце предыдущей программы та или иная функция не была отменена, то она останется в памяти СЧПУ с заданными характеристиками и будет активной до тех пор, пока её не отменят. Для этого при составлении управляющей программы в одной из первых строк записывается ряд подготовительных функций, которые отменяют или задают определяющие параметры. Такая строка называется – «строка безопасности». Комментарии в программе ЧПУ В ходе выполнения различных работ растёт количество программ написанных для обработки тех или иных деталей. Запомнить все технологические нюансы, используемые при написании программы не возможно. Для этого в самой программе пишутся комментарии. Пишутся комментарии латинскими буквами, заключёнными в круглые скобки или отделяются символом точка с запятой, в зависимости от конкретного оборудования. |