практики. Отчет по технологической практике Организация производства на Магнитогорском металлургическом комбинате в эспц
 Скачать 0.66 Mb. Скачать 0.66 Mb.
|

|
2.2 Принцип работы двухванной печи Двухванная печь - агрегат, основанный на интенсивной продувке металла кислородом в одной ванне и использовании тепла газов, выделяющихся при продувке, для нагрева шихты в соседней камере. Скорости нагрева металла и окисления углерода в двухванной печи значительно превышают значения, характерные для мартеновских печей. Поэтому быстрое и четкое выполнение всех технологических операций является залогом успешной работы двухванной печи. Организации работ на печи должна обеспечить максимально возможное использование физического и химического тепла дымовых газов для нагрева твердых шихтовых материалов. Это требование выполняется при равенстве "холодного" (заправка, завалка, прогрев лома и заливка чугуна) и "горячего" (плавление и доводка) периодов плавки. Совмещение технологических операций в двухванной печи должно происходить таким образом, чтобы заливка чугуна и уборка заливочного желоба были закончены к началу выпуска плавки из соседней ванны. 2.3 Заправка печи и закрытие сталевыпускного отверстия Заправка печи производится обожженным доломитом или магнезитовым порошком во время выпуска плавки. После выпуска металла и шлака из печи производится осмотр подины и закрытие сталевыпускного отверстия. Очистка отверстия от металла и шлака производится кислородом, а просушивание - магнезитовым порошком. Предварительно с передней стороны печи на отверстие дается с помощью завалочной машины или забрасывается лопатами 50... 100 кг агломерата (от 10 до 20 лопат). После просушки отверстия сталевар с передней стороны печи вручную или заправочной машиной закрывает его магнезитовым порошком или обожженным доломитом. Первый подручный сталевара в это время закрывает отверстие слегка увлаженным магнезитовым порошком с задней стороны печи и ставит в середине отверстия первую пробку из огнеупорной массы. При необходимости отверстие на выходе ремонтируется, после чего первый подручный сталевара окончательно закрывает его магнезитовым порошком, ставя вторую пробку из огнеупорной массы. Форма и размеры сталевыпускного отверстия должны обеспечивать нормальный выпуск плавки продолжительностью не более 15 минут. После ремонта стальной летки допускается на первых трех плавках длительность схода металла не более 20 минут. 2.4 Завалка и прогрев шихты После заправки печи и осмотра подины производится завалка металлического лома. Во время завалки дымовые газы должны проходить через "холодную" ванну. Шихтовые материалы (металлический лом, известь или известняк) должны подаваться к печи одним составом к началу выпуска плавки. Завалка начинается с легковесного лома по 1...2 мульде в окно. После прикрытия подины легковесом заваливается часть тяжеловесного лома, бой изложниц. Затем, равномерно во все окна, загружается вся известь (известняк) и оставшийся лом. Запрещается заваливать известь (известняк) после завалки всего металлического лома После завалки всей шихты производится отталкивание лома от передней стенки и подсыпка порогов "сырым" доломитом или известняком фракцией 10...50 мм. Прогрев шихты производится дымовыми газами, идущими из ванны, в которой продувают металл кислородом. Разрешается не менее чем за 30 мин до заливки чугуна подавать на металлический лом кислород в количестве не более 3000 м3/ ч. При подаче кислорода на лом фурмы должны находиться на минимальном расстоянии от его поверхности. Опускание фурм непосредственно на шихту запрещается, так как это приводит к прогару фурмы. 2.5 Заливка чугуна, плавление, доводка После прогрева шихты устанавливается заливочный желоб и заливается чугун. Заливка чугуна должна быть начата при содержании углерода в металле соседней ванны 0,6...0,7 %, но не позднее, чем за 20 мин до выпуска плавки из "горячей" ванны. Продолжительность заливки чугуна должна быть не более 15 мин. К моменту заливки чугуна на печи должны быть установлены шлаковые чаши и сталевыпускной желоб. Во время заливки чугуна все три кислородные фурмы в заливаемой ванне должны находиться над металлоломом. Дымовые газы из ванны, в которой заканчивается доводка плавки, должны отводиться через заливаемую ванну. Продувка ванны кислородом всеми тремя фурмами может быть начата только при содержании углерода в металле соседней ванны не более 0,20 %. Дымовые газы в этом случае должны отводиться через ванну, в которой заканчивается доводка плавки. Расход кислорода на продувку устанавливается в соответствии с утвержденной инструкцией по тепловому режиму двух ванных печей. Чистота кислорода должна быть не менее 95 %. Головки фурм во время продувки должны находиться на условной границе раздела шлак-металл. Установка фурм производится по указателю положения наконечника фурм или визуально по положению верхнего конца фурм и натяжению канатов. В течение всего периода продувки сталевар обязан систематически проверять положение и состояние фурм, своевременно обнаруживать течь воды. При выплавке нестареющей, низколегированной и спокойной стали общее количество спущенного шлака должно быть не менее 0,5 чаши (оценивается визуально). При выплавке остальных марок стали общее количество спущенного шлака не регламентируется. Шлак разрешается спускать через шлаковую летку или через порог завалочного окна. В связи с высокой интенсивностью продувки ванны кислородом металлический лом через 50 мин полностью расплавляется. Поэтому, не позднее чем через 1 ч 00 мин после начала продувки (к моменту окончания завалки в "холодной" ванне) отбирается первая проба металла и шлака на химический анализ и проводится измерение температуры жидкой стали термопарой разового измерения температуры. Момент расплавления условно считается при достижении температуры металла 1500 °С, основность шлака по расплавлении должна быть не менее 1,8 (определяется в экспресс-лаборатории). Оптимальным ходом процесса доводки считается режим, когда продувка металла кислородом ведется всеми фурмами и нет необходимости принятия мер для нагрева или охлаждения металла. При этом температура металла на выпуске должна обеспечивать нормальную его разливку. Необходимость принятия мер для нагрева или охлаждения металла определяется по графику оптимального хода периода доводки (рис. 2.1) 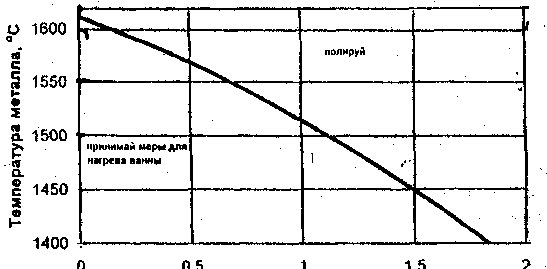 Содержание углерода, % Рис. 2.1. График оптимального хода периода доводки на двухванных печах На перегретых плавках (область, расположенная выше линии оптимального хода процесса) производится присадка известняка или агломерата. Разрешается присадка чистой прокатной обрези. Перед полировкой плавки необходимо закрыть газ (если он был открыт) и поднять 2-ю или 5-ю фурму в крайнее верхнее положение. При этом крайняя к отводящей головке фурма должна находиться на расстоянии 0,5... 1,0 м от уровня шлака. Продувку ванны производят одной фурмой. Расход кислорода должен быть не более 4000 м3/ч. Во время полировки плавки, во избежание бурных реакций, каждую мульду необходимо присаживать в жидкий металл в 2...3 приема. Если в это время в соседней ванне производится заливка чугуна, то ее необходимо прекратить. Дымовые газы должны отводиться через соседнюю ванну. Запрещается во время полировки плавки отводить дымовые газы непосредственно в вертикальный канал. Продувку металла всеми тремя фурмами разрешается начинать только после прекращения реакции в ванне. По ходу доводки через каждые 5... 10 мин отбирается проба металла для контроля содержания углерода методом ТЭДС. Контроль температуры металла по ходу доводки должен производиться термопарой разового измерения не реже, чем через 10 мин. 2.6 Окончание доводки Продувка металла кислородом для всех марок стали должна быть закончена не позднее, чем за 5 мин до раскисления в печи или выпуска плавки при ковшевом раскислении. В этот момент содержание углерода в металле должно превышать не менее чем на 0,05 % верхний предел при выплавке стали с содержанием углерода 0,14...0,27 %, а при выплавке стали с содержанием 0,06...0,14 % углерода - нижний предел для заданной марки стали. В технологическом паспорте плавки отмечают время окончания продувки. Продувка металла кислородом при содержании углерода в нем менее 0,10 % вызывает резкое увеличение окисленности металла, что приводит к получению рыхлой корки слитка кипящей стали и плохой поверхности слябов, увеличению количества неметаллических включений, а также к снижению выхода годного и стойкости сталеразливочных ковшей. Производить продувку при массовой доле углерода в металле менее 0,10 % не рекомендуется. В случае "холодного" хода плавки допускается продувка металла кислородом при содержании углерода менее 0,10 % с обязательным реагированием его окисленности углеродсодержащими материалами.[6] Выплавка низколегированных сталей и стали для судостроения в случае окончания продувки металла при содержании углерода менее 0,07% не производится. После окончания продувки производится отбор проб металла для контроля содержания углерода методом ТЭДС или на приборе АН-29, но не менее двух раз. После окончания продувки фурмы устанавливаются над шлаком. Расход топлива и кислорода должен соответствовать инструкции по тепловому режиму. Перед выпуском плавки отбираются пробы металла и шлака на химический анализ. Содержание оксидов железа в шлаке перед выпуском стали всех марок не регламентируется. Основность конечного шлака должна быть не менее 2,3. Если после окончания продувки производится присадка агломерата, то она должна быть закончена не позднее, чем за 10 мин до выпуска или предварительного раскисления. Присадка извести или известняка в количестве не более 1,0 % заканчивается не позднее 10 мин до выпуска плавки. Разрешается перед выпуском стали присаживать в металл после окончания продувки чистую обрезь проката или твердый чугун без видимых следов влаги в количестве до 5 т на плавку. Выпуск плавки или предварительное раскисление металла в этом случае производится после полного растворения присадки. Запрещается присадка в жидкую ванну макетированного лома и лома, смешанного с известняком или известью. Запрещается производить нагрев металла при "холодном" ходе плавки присадкой раскислителей. 2.7 Выпуск плавки и раскисление в ковше Выпускное отверстие к моменту выпуска плавки должно быть тщательно разделено и очищено от заправочного материала. Для снижения окисленности сталей и науглероживания металла разрешается применять молотый коксик. Разрешается забрасывать коксик до выпуска плавки, рассредоточив его на дне ковша, в бумажных мешках весом 20...30 кг. Производственный мастер печи должен убедиться, что загруженный в мешки коксик не имеет посторонних влажных предметов. При выплавке стали с содержанием углерода менее 0,12 % для печей вместимостью 2x280 т. в зависимости от отклонения температурного хода плавки от оптимального для снятия окисленности металла рекомендуется следующий расход коксовой мелочи (таблица 2.1). Таблица 2.1-Расход коксовой мелочи
Отклонение температурного хода плавки от оптимального определяется по формуле: Δt = tвып - (ti + 100*[C] i), где ti - температура на момент отбора пробы металла, °С; [C] i - содержание углерода в пробе металла по ходу плавки, %. Для науглероживания металла разрешается дополнительно присаживать коксовую мелочь из расчета введения не более 0,05 %. Суммарный расход коксовой мелочи, присаживаемой в ковш, должен быть не более 500 кг. При забрасывании коксика в ковш по ходу выпуска плавки необходимо принять меры предосторожности, обеспечивающие безопасность работы обслуживающего персонала. Доставка коксика в цех производится в специальных бункерах, которые должны иметь плотно закрывающиеся крышки, не допускающие попадания влаги в бункер. Каждый бункер с коксиком должен сопровождаться сертификатом с указанием его влажности и зернового состава. Влажность молотого коксика должна быть не более 1,0 %, а зерновой состав должен соответствовать требованиям СТП 101-44-98 "Кокс молотый". Коксик, предназначенный для присадки в ковш в мешках, должен храниться на рабочей площадке в специальных коробках, исключающих попадание в него влаги. Все раскислители, применяемые на плавке, должны быть подготовлены и взвешены. Использование раскислителя неизвестного химического состава и без взвешивания запрещается. Раскисление кипящих, полуспокойных марок стали в ковше должно производиться, как правило, из весовой воронки. Введение раскислителей (в том числе и алюминия) в ковш должно заканчиваться до наполнения 1/2 ковша. Размер кусков раскислителей, присаживаемых в ковш, должен быть не более 50 мм. Расход коксика в ковш в зависимости от содержания углерода в металле перед выпуском должен соответствовать данным таблицы 2.2. Таблица 2.2-Расход коксика в ковш
Легирование стали алюминием производится на агрегате доводки стали путем введения в ковш алюминиевой катанки. Присадка раскислителей в ковш производится из коробки или весовой воронки. Раскислители при выплавке низколегированной стали присаживаются в ковш из коробки в нагретом состоянии. Время нагрева раскислителей на сушке должно быть не менее 40 мин. Присадку раскислителей необходимо начинать при наполнении ковша на 1/5 и заканчивать при наполнении ковша на 1/2 высоты (визуально). Алюминий при выплавке спокойной и низколегированной стали присаживается в ковш одновременно с остальными ферросплавами. Разрешается присаживать в ковш после схода металла известь, известняк или бой шамота с целью загущения шлака и увеличения стойкости футеровки ковша. На перегретых плавках разрешается охлаждать металл в ковше во время выпуска плавки присадками известняка или отходов метизной промышленности ("выдры"). Необходимый расход этих материалов определяется из расчета охлаждения металла на 5 °С при присадке 1 т отходов метизной промышленности или 0,75 т известняка. Охлаждающие материалы не должны иметь видимых следов влаги. Раскисление спокойной стали, выплавляемой с науглероживанием жидким чугуном на АДС, производится в следующей последовательности: - выпуск плавки проводят в ошлакованные ковши, предварительно подогретые на специальных установках; во время выпуска плавки в ковш присаживается расчетное количество ферромарганца, ферросилиция ФС-45 или ФС-65, алюминия чушкового (0,5... 1,0 кг/т) и молотого коксика. Расход коксика определяется из расчета получения в пробе металла, отобранной из ковша по приходу плавки на АДС, массовой доли углерода 0,15.. .0,20 %; металл в ковше во время выпуска плавки продувается инертным газом; в конце выпуска плавки проводится отсечка печного шлака и ковш с металлом передается на АДС для доводки стали по химическому составу и температуре. Отсечка печного шлака проводится при помощи специального переносного желоба, транспортируемого разливочным краном под сталевыпускной желоб при появлении первых порций печного шлака. 3. Внеагрегатная обработка металла в цехе 3.1 обработка стали на установке "Печь-ковш" Технология обработки металла на установке "печь-ковш" регламентируется инструкцией, разработанной на основе научно - технической документации, опыта эксплуатации установок "печь - ковш" других металлургических предприятий и рекомендаций фирмы "FUCHS systemtechnik".[1] Эта инструкция является непосредственным руководством для начальников участков и смен, старших мастеров, мастеров, сталеваров и подручных сталевара агрегатов ковшевой обработки стали, начальника участка ОКП, контрольных мастеров и контролеров ОКП, а также персонала технологической автоматики цеха. Разрез ЭСПЦ по установке "печь-ковш" представлен на рис.5.1 ( приложение 3). 3.1.1 Назначение установки "печь-ковш" Установка "печь - ковш" (УПК) предназначена для обработки жидкой стали в сталеразливочном ковше как с использованием комбинированной установки вакуумирования стали (КУВС), так и без нее. На УПК осуществляются следующие технологические операции: - нагрев металла электрической дугой; - продувка металла аргоном для усреднения химического состава металла и его температуры по объему сталеразливочного ковша; - коррекция химического состава металла; - десульфурация металла белым основным шлаком; - измерение температуры и отбор проб металла и шлака; -микролегирование или получение металла с узкими пределами содержания элементов путем ввода порошковой проволоки с различными видами наполнителей. Контроль за процессом ковшевой обработки производится путем замера температуры, отбора проб металла, измерения расхода и давления аргона для продувки, измерения веса добавок, присаживаемых в ковш, измерения тока и напряжения дуги и других электрических параметров, а также измерения вспомогательных параметров (температура и давление охлаждающей воды, отходящих газов и т. п.). УПК включает в себя следующие группы оборудования, узлов и систем: - каркас установки со встроенными помещениями поста управления, трансформа- тора; - система хранения, дозирования и механизированной подачи сыпучих (ферросплавов, скрап - сечки, шлакообразующих материалов и гранулированного шлака); - тракт подачи сыпучих; - машина подачи алюминиевой проволоки и порошковой проволоки с различными видами наполнителей; - две водоохлаждаемые крышки сводов; - механизмы подъема водоохлаждаемых крышек (порталов сводов); - один поворотный электродный портал с графитовыми электродами; - трансформатор; система высокого тока (для передачи электроэнергии от трансформатора к электродам); - устройство для донной продувки; аварийная верхняя фурма; - манипулятор для измерения температуры и отбора проб металла; - стенд свинчивания электродов. В зависимости от требований к химическому составу сталей и другим характеристикам могут использоваться следующие схемы внепечной обработки сталей: А: конвертер - КУВС - УПК - МНЛЗ - для низкоуглеродистых сталей. Б: конвертер - УПК - КУВС - МНЛЗ - для сталей с повышенными требованиями по содержанию газов и т. д. В: конвертер - УПК - МНЛЗ - для остальных марок сталей. |