строительство метро книга. Первый. Основные сведения о метрополитенах, условиях их строительства, применяемых материалах
 Скачать 6.99 Mb. Скачать 6.99 Mb.
|

Производство работ по гидроизоляции тоннельных обделокПервичное нагнетание. Нагнетание цементно-песчаного раствора за сборную; обделку тоннеля должно производиться непрерывно в процессе проходки за каждое последнее уложенное кольцо в такой последовательности. Нагнетание за обделки из чугунных тюбингов и железобетонных блоков со связями растяжения ведут последовательно снизу вверх по кольцу во все отверстия в спинках блоков или тюбингов по обе стороны от вертикальной оси обделки тоннеля. Инъектор поочередно переставляют с одной стороны на другую (рис. 153). Нагнетание за сборные обделки из железобетонных блоков без связей растяжения выполняют одновременно по обе стороны вертикальной оси обделки в два симметрично расположенных отверстия, переставляя инъекторы снизу вверх (см. рис. 153). Нагнетание ведут до тех пор, пока нагнетаемый раствор не заполнит все пустоты за обделкой до уровня отверстий, расположенных выше. Затем инъекторы переставляют в следующие по направлению отверстия, и нагнетание продолжают вплоть до замковой части свода. Отверстия, через которые нагнетание выполнено, после снятия инъекторов закрывают деревянными пробками. 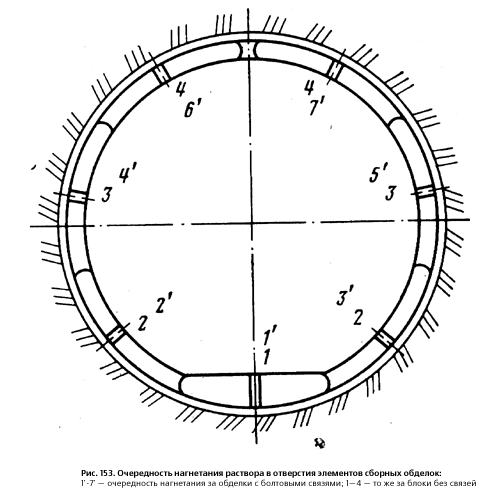 Рис. 153. Очередность нагнетания раствора в отверстия элементов сборных обделок: 1’-7’ — очередность нагнетания за обделки с болтовыми связями; 1-4 — то же за блоки без связей 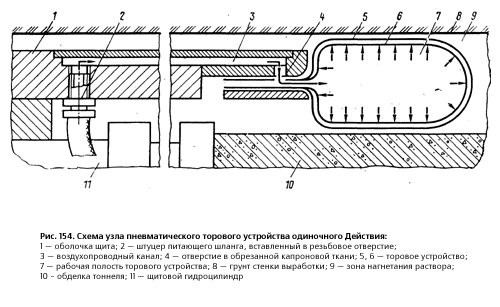 Рис. 154. Схема узла пневматического торового устройства одиночного Действия: 1 — оболочка щита; 2 — штуцер питающего шланга, вставленный в резьбовое отверстие; 3 — воздухопроводный канал; 4 — отверстие в обрезанной капроновой ткани; 5, 6 — торовое устройство; 7 — рабочая полость торового устройства; 8 — грунт стенки выработки; 9 — зона нагнетания раствора; 10 — обделка тоннеля; 11 — щитовой гидроцилиндр Зазоры между внешней поверхностью обделки и оболочкой щита или грунтом перед первичным нагнетанием раствора должны быть заполнены уплотняющим материалом (стружкой, паклей) или закрыты устройством, не пропускающим раствор. Швы между сборными элементами обделки тщательно законопачивают. При щитовой проходке для предотвращения вытекания нагнетаемого раствора в зоне щита следует применять специальное металлическое кольцо, подвешиваемое на щитовые домкраты (гидроцилиндры) и снабженное деревянными планками и резиновым фартуком, или торовое устройство (рис. 154)-пневматическое надувное кольцо, закрывающее зазор. Торовое устройство представляет собой надувную конструкцию, выполненную из воздухонепроницаемого прорезиненного эластичного материала, прикрепляемого к оболочке щита. В момент, когда собранное кольцо обделки сходит с оболочки щита, пневматическое устройство заполняют сжатым воздухом, который распирает его между грунтом и кольцом обделки, надежно закрывая зазор между ними. Это позволяет устранить вытекание раствора и качественно выполнить его нагнетание в заобделочное пространство. В устойчивых и плотных грунтах нагнетание допускается производить вначале до уровня горизонтального диаметра последнего собираемого кольца, а на всю высоту кольца — с отставанием по своду не более чем на три кольца. Нагнетание раствора за монолитную обделку тоннелей следует вести на участках длиной до 30 м по достижении бетоном обделки проектной прочности. Ведут нагнетание в скважины, расположенные продольными рядами по обе стороны от вертикальной оси обделки тоннеля. Раствор нагнетают одновременно в два отверстия, симметрично расположенные по обе стороны вертикальной оси обделки. Контрольное нагнетание. Такое нагнетание за сборные обделки следует вести не пределов механизированного горнопроходческого комплекса и после завершения всех строительных работ на примыканиях к обделке притоннельных сооружений, но не ближе 30— 40 м от забоя. При тюбинговой чугунной обделке контрольное нагнетание ведут перед гидроизоляцией болтовых отверстий и зачеканкой швов. Контрольное нагнетание за обделки из сборного железобетона выполняют после чеканкц швов и отверстий для первичного нагнетания, а также после гидроизоляции болтовых отверстий и отверстий для установки шпилек в ребрах блоков. Скважина для контрольного нагнетания должна быть забурена до грунта (в чугунных обделках — через отверстия в спинках тюбингов, в железобетонных обделках — в местах пересечения швов — «крестовинах»). Скважины для контрольного нагнетания за монолитную обделку следует бурить до грунта между скважинами для первичного нагнетания как в продольном, так и поперечном направлении. Контрольное нагнетание в пробуренные отверстия ведут через инъекторы, имеющие специальные уплотнения для герметизации устья отверстия, и продолжают до тех пор, пока не прекратится поглощение раствора при предельном давлении. Для бетонных монолитных обделок максимально допустимое давление при контрольном нагнетании не должно быть более 1000 кПа. Нагнетание песчано-цементного раствора ведут со специальной передвижной тележки, перемещающейся укладчиком. Тележка оснащена насосами и оборудованием для подъема контейнеров и вагонов с раствором или сухой смесью. Такие же тележки используют и при контрольном нагнетании. Растворы для нагнетания готовят в смесителях на месте производства работ. Песок и цемент подают в закрытых контейнерах, имеющих внутреннюю перегородку для разделения песка и цемента, или в вагонетках с разделительной стенкой. Работы по гидроизоляции чугунной обделки. После проведения контрольного нагнетания в чугунных тюбинговых обделках выполняют изоляцию отверстий для болтов и нагнетания, а затем — чеканку швов. Вначале проверяют болтовые скрепления и делают контрольную подтяжку болтов. При проверке скреплений убеждаются в наличии слоя асбобитума под шайбой, а также в выпрямлении сферической шайбы. Если под головкой болта шайба еще сохранила сферическую форму, то необходимо дополнительно подтянуть болт. Сферические шайбы, имеющие обратный выгиб, следует заменить. В тех местах, где были установлены болтовые комплекты с плоскими шайбами, производят их замену: болты снимают, отверстия прочищают и смазывают битумным лаком, затем устанавливают болты с гидроизоляционными шайбами и болтовые скрепления затягивают механическими сболчивателями. Для предотвращения проворачивания болтов при затяжке гаек на головку болтов надевают ключ, ручка которого упирается в борт тюбинга. В случае появления после подтяжки болтов течей болтовые комплекты заменяют новыми. Нарезку пробочных отверстий очищают от цементного раствора и прогоняют метчиком. Пробочное отверстие и металлическую пробку окрашивают битумным лаком. На пробку надевают асбобитумное кольцо, после чего ввинчивают пробку на место торцовым ключом до полного раздавливания кольца. Канавки перед заполнением цементом или БУСом очищают сухим песком до металлического блеска с помощью пескоструйного аппарата или металлических щеток с последующей продувкой сжатым воздухом. Работы по очистке канавок одновременно ведут только на том участке тоннеля» который бригада может зачеканить в течение одной смены. Чеканку швов выполняют вслед за чисткой канавок. Работы ведут в направлении от свода к лотку, укладывая цемент вначале в продольные канавки, а затем в кольцевые. При чеканочных работах используют следующий инструмент: чеканочные молотки с набором чеканок толщиной от 6 до 18 мм, мерки для воды и цемента, емкости для замеса цемента, металлические щетки и другой вспомогательный инвентарь (рис. 155), пневматические сболчиватели, торцовые ключи и др. Подготовив канавки к укладке цемента, производят реканочные работы: отмеривают и помещают, на сокол расширяющийся цемент или БУС, увлажняют его водой в количестве 15-20% от массы цемента, тщательно растирают и перемешивают до получения однородной массы. Затем эту массу цементоукладчиком укладывают в канавку и уплотняют сначала ручной чеканкой, а затем пневматическим чеканочным молотком до появления металлического звучания от удара чеканки по цементу. Чеканку швов ведут слоями в несколько приемов до полного заполнения канавки. Через 10-15 мин после окончания чеканки поверхность шва смачивают водой. В дальнейшем в течение трех дней швы увлажняют 2-3 раза в сутки. Работы по гидроизоляции сборной железобетонной обделки. Вначале производят гидроизоляцию болтовых отверстий и отверстий для контрольного нагнетания. Гидроизоляцию болтовых отверстий в блоках, имеющих болты в качестве постоянного крепления, выполняют гидроизоляционными шайбами, устанавливаемыми под головкой болта и гайкой с за-тяжкой болтов пневматическими сболчивателями. Поверхность бетона около отверстия и болтов предварительно покрывают битумным лаком. 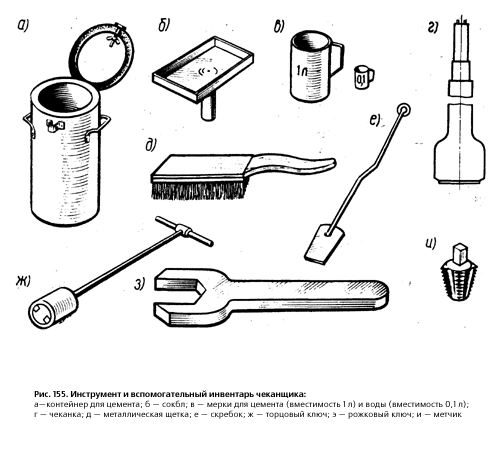 Рис. 155. Инструмент и вспомогательный инвентарь чеканщика: а — контейнер для цемента; б — сокбл; в — мерки для цемента (вместимость 1 л) и воды (вместимость 0,1 л); г — чеканка; д — металлическая щетка; е — скребок; ж — торцовый ключ; э — рожковый ключ; и — метчик В тех случаях, когда обделка собрана на временных монтажных связях, которые затем вынимают, болтовые отверстия зачеканива-ют цементом марки ВРЦ или БУСом. Отверстия для первичного нагнетания очищают от раствора на всю глубину, продувают сжатым воздухом и промывают водой, после чего зачеканивают цементом или БУСом, укладывая смесь двумя-тремя слоями. Набивку цемента в отверстия ведут круглым наконечником. При гидроизоляции швов уплотняющие материалы укладывают вначале в продольные канавки и места сопряжений, а затем в кольцевые канавки. После гидроизоляции швов, отверстий для первичного нагнетания, болтовых отверстий и отвердения зачеканенного материала ведут контрольное нагнетание в стыки между элементами сборной железобетонной обделки. Все гидроизоляционные работы обычно выполняют по следующей схеме. Фронт работ гидроизоляционного участка занимает от 25 до 50 м, но в некоторых случаях охватывает и большие участки (длиной 100-150 м). Если лоток тоннеля занят действующими узкоколейными путями, работы по чеканке лотка производят после окончания проходки. Если эти работы ведут параллельно с проходкой тоннеля, то над лотком устанавливают передвижные мосты, по которым пропускают транспортные средства в забой и обратно. Все работы по гидроизоляции в нижней половине тоннеля (до уровня его горизонтального диаметра) производят без применения подмостей. Работу в верхней половине тоннеля ведут с передвижных сборных чеканочных тележек, опирающихся на обделку (с помощью кронштейнов) или на рельсы, уложенные в лотке тоннеля. При значительном фронте работ (100-150 м) применяют одновременно четыре-пять тележек, на каждой из них выполняют один из видов работ. При сравнительно небольшом фронте работ (до 50 м) используют одну-две тележки. Устройство оклеенной гидроизоляции. До начала работ по устройству оклеечной гидроизоляции должны быть выполнены следующие подготовительные операции. Принимают меры, чтобы устранить просачивание подземных вод через изолируемые поверхности в течение всего периода гидроизоляционных работ (от подготовки поверхности к наклейке до зажатия гидроизоляционного покрытия между защитым слоем и обделкой сооружения). Грунтовые воды должны быть понижены и отведены от места изоляции. Основание для наклейки изоляции выравнивают, в необходимых случаях штукатурят, очищают и продувают сжатым воздухом. Затвердевшие и: просушенные изолируемые поверхности покрывают грунтовкой (битумным лаком или битумом, растворенным в бензине). Рулонные материалы раскатывают и разрезают на полотнища по местам их приклейки. Битумную мастику подогревают в котле до температуры 175?С. Затем приступают к наклейке изоляционного покрытия. Оклеечную рулонную гидроизоляцию из гидроизола наносят на изолируемую поверхность путем послойного наклеивания полотнищ горячими мастиками при толщине каждого слоя мастики 1-2 мм, В начале приклеивают рулонные материалы (полотнища) в одном направлении. Каждое последующее полотнище соединяют с предыдущим в продольных и поперечных стыках внахлестку на 10 см, Продольные и поперечные стыки полотнищ в смежных слоях располагают вразбежку на расстоянии один от другого не менее 30 см, Кромки в местах стыков полотнищ тщательно затирают шпателем. Соединение слоев гидроизоляционного покрытия, нанесенного на отдельные части сооружения (лоток, стены, перекрытия и т. д.),, выполняют в вилку или вразбежку (см. рис. 150). Последний слой рулонной гидроизоляции покрывают сплошным слоем горячей битумной мастики толщиной 2 мм. По уложенной гидроизоляции наносят стяжку из цементно-песчаного раствора марки 100. После этого устраивают защитную стенку или возводят основную конструкцию. Гидроизоляцию из гидростеклоизола и стеклорубероида выполняют без применения приклеивающих мастик путем оплавления покровного слоя наклеиваемого материала пламенем воздушно-пропа-новых горелок. Во избежание выгорания покровного слоя битума воздействие пламени на оплавляемую поверхность рулонного материала должно быть кратковременным, необходимо непрерывно по мере оплавления битума перемещать факел горелки по рулонному материалу. Горелка должна находиться на расстоянии не менее 7 и не более 15 см от поверхности рулонного материала. Вначале оплавляют участок в зоне контакта раскрываемого рулона с изолируемой поверхностью по всей ширине полотна. Рулон перемещают снизу вверх с помощью лебедки, установленной на перекрытии. На тросе лебедки закрепляют траверсную подвеску, стержень которой вставляют в трубчатый сердечник рулона. При этом рабочие находятся на подмостях с обеих сторон приклеиваемого рулона. |