контрольная по надежности. Надежность_технических_систем.docx_99e696afeba1f1ad901dc0c7f9082. Практическая работа 3 определение показателей безотказности машин
 Скачать 149.03 Kb. Скачать 149.03 Kb.
|

|
Практическая работа №3 ОПРЕДЕЛЕНИЕ ПОКАЗАТЕЛЕЙ БЕЗОТКАЗНОСТИ МАШИН Цель работы: Освоить методику определения показателей безотказности на основании статистического материала. Порядок выполнения работы: 1. На основании полученного статистического материала в виде таблицы составить вариационный ряд информации Таблица 3.1 - Информация по эксплуатационным отказам трактора МТЗ –80  2. Составить статистический ряд и определить параметр потока отказов (таблица 3.2) Таблица 3.2 - Параметр потока отказов
3. Определить показатели безотказности приближенным методом 4. Определить показатели безотказности точным методом Составление статистического ряда информации Определяем наработку до отказа по всем объектам. Для этого из каждого последующего времени возникновения отказа вычитаем предыдущее. Для удобства расчетов данные представляем в виде таблицы. Выстраиваем полученные данные в порядке возрастания. Находим максимальное и минимальное значение из полученного простого статистического ряда. Таблица 3.3 – Нахождение значений наработки на отказ
  Определяем диапазон значений или амплитуду статического ряда.  Обработка статистического ряда. Количество данных равно 44. Определяем количество интервалов.   Определяем длину интервала  Рассчитываем частость и накопленную частость по всем интервалам. Данные сводим в таблицу 3.4. Строим гистограммы по полученным значениям частости и накопленной частости. На основе анализа формы гистограммы по полученным значениям частости и накопленной частости можно выдвинуть сложную гипотезу, что наработка на отказ подчиняется закону Вейбулла. Таблица 3.4 – Расчет частости и накопленной частоты
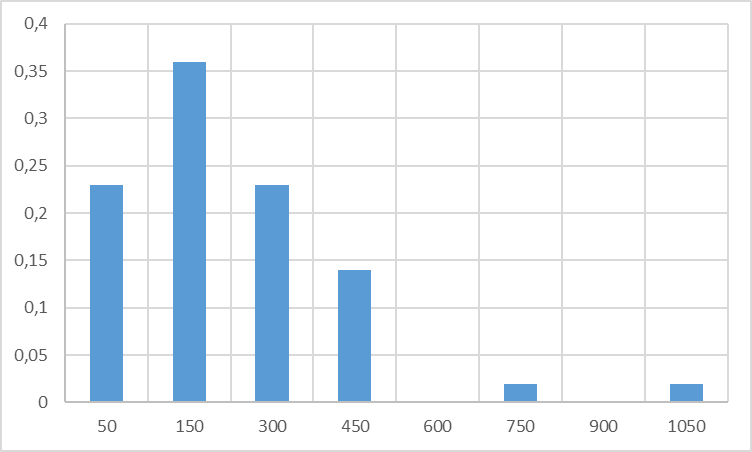 Рисунок 3.1 – Гистограмма частости  Рисунок 3.2 – Гистограмма накопленной частости Расчет показателей безотказности по статистическим данным Определяем количество работоспособных изделий на середину каждого периода по формуле  Определяем статистическую оценку вероятности безотказной работы на середину каждого периода по формуле  Определяем количество отказавших деталей нарастающим итогом на середину каждого периода по формуле  Определяем статистическую оценку вероятности отказа на середину каждого периода по формуле  Определяем статистическую оценку плотности вероятности отказов по формуле  Результаты расчета для удобства сводим в таблицу 5.4 Таблица 3.5. – Расчет показателей безотказности по экспериментальным данным
Строим график зависимости вероятности безотказной работы R(t) и вероятности отказа Q(t) по экспериментальным данным. 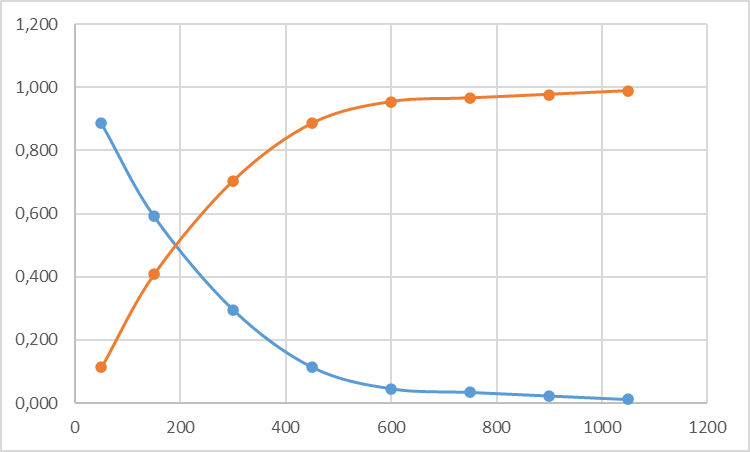 Рисунок 3.3 – График зависимости вероятности безотказной работы и вероятности отказа от времени. Расчет числовых характеристик наработки до отказа. Средняя наработка до отказа определяется по формуле:  где ni – количество отказов изделий в рассматриваемом интервале; ti сер – середина рассматриваемого интервала. Таблица 3.6 – Промежуточные расчеты средней наработки до отказа
Дисперсия:     Рисунок 3.4 – График теоретической зависимости плотности распределения отказов во времени |